Vous aimerez peut-être aussi
- Factores de Localización de Una Planta Ensambladora de VehiculosDocument5 pagesFactores de Localización de Una Planta Ensambladora de VehiculosaldersonkaltPas encore d'évaluation
- Canales marketing global, distribución físicaDocument6 pagesCanales marketing global, distribución físicaDeysi R. RodriguezPas encore d'évaluation
- Caso Practico Redes de Distribución PDFDocument9 pagesCaso Practico Redes de Distribución PDFangela almanzaPas encore d'évaluation
- T1 CuestionarioDocument4 pagesT1 CuestionarioGrecia Shai-Lim Hernandez CruzPas encore d'évaluation
- Resumen de Diseño y Bienes de ServicioDocument4 pagesResumen de Diseño y Bienes de ServicioMiguel Angel Casimiro PinedaPas encore d'évaluation
- Problemas calidad Estéreo MacDocument3 pagesProblemas calidad Estéreo MacAngel Diaz100% (1)
- Compra de Art de Oficina y EnseresDocument12 pagesCompra de Art de Oficina y EnseresAngélica FríasPas encore d'évaluation
- Sistemas y Mercados FinancierosDocument78 pagesSistemas y Mercados FinancierosAlexander GimenezPas encore d'évaluation
- Mercadotecnia para Ingenieros Industriales - Evaluacion #1Document4 pagesMercadotecnia para Ingenieros Industriales - Evaluacion #1Neni PatiñoPas encore d'évaluation
- Modulo Dos AODocument13 pagesModulo Dos AOaxelmeridaPas encore d'évaluation
- Organización comprasDocument3 pagesOrganización comprasLicona JuliaPas encore d'évaluation
- Trabajo Responsabilidad SocialDocument10 pagesTrabajo Responsabilidad SocialflordechinaPas encore d'évaluation
- Causas de La Teoria Del Comercio InternacionalDocument6 pagesCausas de La Teoria Del Comercio Internacionalkelvis javierPas encore d'évaluation
- Ensayo Del Estudio de MercadoDocument7 pagesEnsayo Del Estudio de MercadoDeniiz Glez CarballoPas encore d'évaluation
- Estrategias Economicas de Crecimiento en Mexico Vs Otros PaisesDocument3 pagesEstrategias Economicas de Crecimiento en Mexico Vs Otros PaisesAlejandro SalgadoPas encore d'évaluation
- Teoría General de SistemasDocument15 pagesTeoría General de Sistemasdaniel tapiaPas encore d'évaluation
- 6.2.2 Construcción de Una RedDocument5 pages6.2.2 Construcción de Una Redirvin cisnerosPas encore d'évaluation
- Ley demanda-oferta mercadosDocument8 pagesLey demanda-oferta mercadosDanny FernandezPas encore d'évaluation
- Formulación de Hipótesis O SupuestosDocument6 pagesFormulación de Hipótesis O SupuestoshiouguyfyuPas encore d'évaluation
- Exportacion Sombrero VoltiaoDocument26 pagesExportacion Sombrero VoltiaozhulaysierraPas encore d'évaluation
- Factores Que Afectan La Proyección de Ventas y Métodos para Presupuestos de VentasDocument9 pagesFactores Que Afectan La Proyección de Ventas y Métodos para Presupuestos de VentasLuis David Madariaga BustosPas encore d'évaluation
- Antecedentes Historicos de La Auditoria AdministrativaDocument3 pagesAntecedentes Historicos de La Auditoria AdministrativaMiller Cruz MejiaPas encore d'évaluation
- Ajuste de PreciosDocument12 pagesAjuste de PreciosAndres GarciaPas encore d'évaluation
- La Producción Como SistemaDocument3 pagesLa Producción Como SistemaNayeli BastidasPas encore d'évaluation
- Pasantias Kerly Castro SolorzanoDocument43 pagesPasantias Kerly Castro SolorzanoFrancisco DelgadoPas encore d'évaluation
- El Sistema Contable y Su ImportanciaDocument6 pagesEl Sistema Contable y Su ImportanciaHernandez AlvaroPas encore d'évaluation
- Elementos Clave Que Forman Parte de Una Cultura de CalidadDocument10 pagesElementos Clave Que Forman Parte de Una Cultura de CalidadFelimundo MendozaPas encore d'évaluation
- Factura Comercial InternacionalDocument12 pagesFactura Comercial InternacionalSebas Jimenez MPas encore d'évaluation
- Sistema de Acumulacion de CostoDocument12 pagesSistema de Acumulacion de CostoDalismar ParimaPas encore d'évaluation
- Administración Estrategica de CostosDocument5 pagesAdministración Estrategica de CostosPatriciaPas encore d'évaluation
- Estudio de Mercado y EstructuraDocument4 pagesEstudio de Mercado y EstructuraMaria Silva100% (1)
- Marco Teorico CostosDocument3 pagesMarco Teorico CostosMaritza BedoyaPas encore d'évaluation
- Herramientas de Diagnostico OrganizacionalDocument4 pagesHerramientas de Diagnostico OrganizacionalJorge SuarezPas encore d'évaluation
- Técnicas de Elaboración de Un Estudio de MercadoDocument9 pagesTécnicas de Elaboración de Un Estudio de MercadosooarizaPas encore d'évaluation
- Resumen Capítulo 3 Justo A TiempoDocument9 pagesResumen Capítulo 3 Justo A TiempoAndi MauPas encore d'évaluation
- Sodas Bar ClubDocument2 pagesSodas Bar ClubAngelo AmadoPas encore d'évaluation
- DistriasDocument3 pagesDistriasOriana PorrasPas encore d'évaluation
- 2-Costeo Por Ordenes de TrabajoDocument5 pages2-Costeo Por Ordenes de Trabajodavid ramosPas encore d'évaluation
- Sistema ProductivoDocument21 pagesSistema Productivoyannder071% (7)
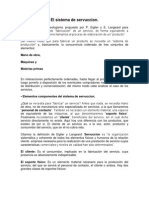
- 2 - El+sistema+de+servuccionDocument6 pages2 - El+sistema+de+servuccionChris XaviPas encore d'évaluation
- Empresa ComercialDocument2 pagesEmpresa Comercialsdjvnas fvkPas encore d'évaluation
- Presupuesto de ventas: estimación de volumen y precios de ventaDocument2 pagesPresupuesto de ventas: estimación de volumen y precios de ventaAnthony Hurtado GutierrezPas encore d'évaluation
- Presupuesto de ProduccionDocument3 pagesPresupuesto de ProducciongualpaPas encore d'évaluation
- Teoría de La Planificación y Organización de Una EmpresaDocument51 pagesTeoría de La Planificación y Organización de Una EmpresaMonik IrinaPas encore d'évaluation
- Acuerdo de Integración Comercial Perú - México (Resumen)Document1 pageAcuerdo de Integración Comercial Perú - México (Resumen)Sergio CruzPas encore d'évaluation
- Unidad 2 - Cuentas NacionalesDocument29 pagesUnidad 2 - Cuentas NacionalesHernán Ríos100% (1)
- Modelo para Incrementar La ProductividadDocument5 pagesModelo para Incrementar La ProductividadCiro SolizPas encore d'évaluation
- B2GDocument7 pagesB2GPrincessBing GcPas encore d'évaluation
- FORMULACION Y EVALUCION DE PROYECTO Raspados Harfuls B FinalDocument8 pagesFORMULACION Y EVALUCION DE PROYECTO Raspados Harfuls B FinalEliezer DíazPas encore d'évaluation
- Estudio de MercadoDocument12 pagesEstudio de MercadoEdmary DanielaPas encore d'évaluation
- Análisis Actitud Del ExportadorDocument2 pagesAnálisis Actitud Del Exportadorcarlos herreraPas encore d'évaluation
- Manual de PoliticasDocument8 pagesManual de PoliticasAldo ValdésPas encore d'évaluation
- Importancia Indicadores Gestión OrganizacionesDocument19 pagesImportancia Indicadores Gestión Organizacionesjose puentesPas encore d'évaluation
- Factores Afectan Admin ProduccionDocument4 pagesFactores Afectan Admin ProduccionSulaidy Sanchez SantanaPas encore d'évaluation
- Factores Que Inciden en La Administración de Recursos HumanosDocument8 pagesFactores Que Inciden en La Administración de Recursos HumanosAntonellaPas encore d'évaluation
- Paquetes AdministrativosDocument11 pagesPaquetes Administrativosasistenciadm18Pas encore d'évaluation
- Organización mixta y gerente de ventasDocument12 pagesOrganización mixta y gerente de ventasJhowithas PinguilPas encore d'évaluation
- Cartas de ControlDocument110 pagesCartas de ControlGlenn Araya VillalobosPas encore d'évaluation
- Grafica de Control CDocument12 pagesGrafica de Control CDaniel PapadzulesPas encore d'évaluation
- CEP Atributos Folleto PDFDocument5 pagesCEP Atributos Folleto PDFCristina FertoPas encore d'évaluation
- Debian HandbookDocument540 pagesDebian HandbookMiguePas encore d'évaluation
- Maquinas Electricas Fraile - Mora - Ejerc - Resueltos - TransformadoresDocument40 pagesMaquinas Electricas Fraile - Mora - Ejerc - Resueltos - TransformadoresCarlos Soza RossPas encore d'évaluation
- Guia de Lamparas FluorescentesDocument12 pagesGuia de Lamparas FluorescentesRen Pujaico LainesPas encore d'évaluation
- Libro El Por Qué de Los Diferenciales PDFDocument68 pagesLibro El Por Qué de Los Diferenciales PDFCarlos Soza RossPas encore d'évaluation
- A Punt em AquinasDocument229 pagesA Punt em AquinasJoasir AlmeidaPas encore d'évaluation
- Ejercicios de TransformadoresDocument5 pagesEjercicios de TransformadoreslarmandollgPas encore d'évaluation
- Maquinas de Combustion InternaDocument129 pagesMaquinas de Combustion InternaCarlos Soza RossPas encore d'évaluation
- (Ajedrez) Alexander Kotov - Piense Como Un Gran MaestroDocument92 pages(Ajedrez) Alexander Kotov - Piense Como Un Gran MaestroCarlos Soza Ross100% (1)
- Estructuras de Construccion Part01Document216 pagesEstructuras de Construccion Part01raymon6666100% (1)
- Programa CursoDocument115 pagesPrograma CursoCarlos Soza RossPas encore d'évaluation
- Instalacion y Mantenimiento de Motores Electricos Trifasicos Modulo 10Document277 pagesInstalacion y Mantenimiento de Motores Electricos Trifasicos Modulo 10jheffred1893% (58)
- A Punt em AquinasDocument229 pagesA Punt em AquinasJoasir AlmeidaPas encore d'évaluation
- 11 Transformador IdealDocument10 pages11 Transformador IdealMario CifuentesPas encore d'évaluation
- Guía de ejercicios sobre transformadores monofásicos y autotransformadoresDocument5 pagesGuía de ejercicios sobre transformadores monofásicos y autotransformadoresAndres MartinezPas encore d'évaluation
- Orientaciones de Políticas en Materia EducacionalDocument9 pagesOrientaciones de Políticas en Materia Educacionalgabrielangulo100% (1)
- Book Ecuaciones Diferenciales IDocument117 pagesBook Ecuaciones Diferenciales ICarlos Soza RossPas encore d'évaluation
- Indice V2011Document3 pagesIndice V2011Carlos Soza RossPas encore d'évaluation
- Introduccion V2011Document3 pagesIntroduccion V2011Carlos Soza RossPas encore d'évaluation
- Procedimiento de muestreo: métodos, cálculos y demanda insatisfechaDocument6 pagesProcedimiento de muestreo: métodos, cálculos y demanda insatisfechaYovani ElvirapPas encore d'évaluation
- Contador Público: Experiencia en docencia universitariaDocument78 pagesContador Público: Experiencia en docencia universitariaTom Luis Victorio RiveraPas encore d'évaluation
- Econometria Eco MedinaDocument41 pagesEconometria Eco MedinaPaulNaranjoPas encore d'évaluation
- Guía de Los Grados 1001, 1002, 1003 y - EstadísticaDocument23 pagesGuía de Los Grados 1001, 1002, 1003 y - EstadísticaJuan David Borja HinestrozaPas encore d'évaluation
- Curso Modularepidemiologia OcupacionalDocument229 pagesCurso Modularepidemiologia OcupacionalFIEDRICH LOAIZA RIOSPas encore d'évaluation
- Definición, Objeto Y Clasificación de La Estadística: Prof. José Alexy Moros BriceñoDocument19 pagesDefinición, Objeto Y Clasificación de La Estadística: Prof. José Alexy Moros BriceñoMyriam torres ShalewPas encore d'évaluation
- HIPOTESISDocument11 pagesHIPOTESISRamirez R LopezPas encore d'évaluation
- Joseph Urzua Tarea4Document7 pagesJoseph Urzua Tarea4joseph urzua arayaPas encore d'évaluation
- ESTADISTICA 2 - Notas y ApuntesDocument69 pagesESTADISTICA 2 - Notas y ApuntesSari GchPas encore d'évaluation
- Prueba de HipótesisDocument7 pagesPrueba de HipótesisLuis Javier BautistaPas encore d'évaluation
- Tarea EstadisticaDocument56 pagesTarea EstadisticaAlexis TenorioPas encore d'évaluation
- Taller Intervalos de Confianza y Tamaño de Muestra para Una PoblacionDocument2 pagesTaller Intervalos de Confianza y Tamaño de Muestra para Una PoblacionJenniffer Celeita0% (1)
- 7 pasos para encuestas de percepciónDocument21 pages7 pasos para encuestas de percepciónJhonathan STPas encore d'évaluation
- Análisis Del Consumo Energético Del Secto Residencial en España - Documentos - Informe - SPAHOUSEC - ACC - F68291a3Document76 pagesAnálisis Del Consumo Energético Del Secto Residencial en España - Documentos - Informe - SPAHOUSEC - ACC - F68291a3ablanco_197656Pas encore d'évaluation
- Investigación Científica-Módulo 4 EstadísticaDocument28 pagesInvestigación Científica-Módulo 4 EstadísticaYajaira FigueroaPas encore d'évaluation
- Curso Estadistica ImprimirDocument194 pagesCurso Estadistica ImprimirAlfredo Sánchez AlbercaPas encore d'évaluation
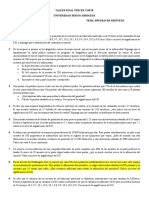
- Taller Final PH 2020Document4 pagesTaller Final PH 2020Luisa HernándezPas encore d'évaluation
- Bioestadística Documento 1Document21 pagesBioestadística Documento 1zuluagaja0075918Pas encore d'évaluation
- Quiz 2 Estadistica InferencialDocument7 pagesQuiz 2 Estadistica InferencialSandy Lopez95% (21)
- Avance Del Diario Reflexivo de La Alumna Ana Paula DuranDocument30 pagesAvance Del Diario Reflexivo de La Alumna Ana Paula DuranPam NdpChPas encore d'évaluation
- Niveles de Confianza y Precision en El Muestreo Del TrabajoDocument30 pagesNiveles de Confianza y Precision en El Muestreo Del TrabajoPamela Hernández100% (1)
- Distribución ji-cuadrada (χ2Document23 pagesDistribución ji-cuadrada (χ2Esteban PeñaPas encore d'évaluation
- Ventajas y desventajas del muestreo probabilístico y no probabilísticoDocument17 pagesVentajas y desventajas del muestreo probabilístico y no probabilísticoJaime DavidPas encore d'évaluation
- A.A. PRELIMINAR 3 TerminadaDocument4 pagesA.A. PRELIMINAR 3 TerminadaAlan Ruben EspinozaPas encore d'évaluation
- Estadística InferencialDocument2 pagesEstadística InferencialantonellaPas encore d'évaluation
- Ejercicios Control CalidadDocument28 pagesEjercicios Control CalidadDuvan Almendrales Acuñas0% (2)
- Apuntes de Estadistica InferencialDocument9 pagesApuntes de Estadistica InferencialJESSE MUNARPas encore d'évaluation
- Probabilidad y Estadística - Examen 2do CorteDocument3 pagesProbabilidad y Estadística - Examen 2do CorteDANIELA ZULUAGA MORENOPas encore d'évaluation
- Semana 2 TÉRMINOS BÁSICOS DE ESTADÍSTICADocument9 pagesSemana 2 TÉRMINOS BÁSICOS DE ESTADÍSTICAWilber RodríguezPas encore d'évaluation