Vous aimerez peut-être aussi
- Interlaboratorios LiteraturaDocument5 pagesInterlaboratorios LiteraturaDanielPas encore d'évaluation
- Requerimientos VDA 6.3: Introducción norma auditoría calidad automotrizDocument4 pagesRequerimientos VDA 6.3: Introducción norma auditoría calidad automotrizIng. Alberto AguilarPas encore d'évaluation
- Mapas Estratégicos: Convirtiendo Los Activos Intangibles en Resultados TangiblesDocument65 pagesMapas Estratégicos: Convirtiendo Los Activos Intangibles en Resultados TangiblesroncoPas encore d'évaluation
- NTC414Document5 pagesNTC414Kevin N Oyuela GuerreroPas encore d'évaluation
- Reglas-de-decision-CEEH VariosDocument55 pagesReglas-de-decision-CEEH Variosjose chaveroPas encore d'évaluation
- Plan de Muestreo de Aceptación Por VariablesDocument10 pagesPlan de Muestreo de Aceptación Por VariablesJesus CastañedaPas encore d'évaluation
- Certificado 02001 Alambrón de CuDocument2 pagesCertificado 02001 Alambrón de CuLuis PabonPas encore d'évaluation
- Control de Calidad Resorte BonnellDocument133 pagesControl de Calidad Resorte BonnellCristian Pizarro PinoPas encore d'évaluation
- Procedimiento de Muestreo Por VariablesDocument4 pagesProcedimiento de Muestreo Por VariablesCzarina Borbon AmayaPas encore d'évaluation
- NTC114 PDFDocument9 pagesNTC114 PDFJuan Alejandro Jurado de la RosaPas encore d'évaluation
- SMEDDocument13 pagesSMEDMatias GuardiaPas encore d'évaluation
- Requisitos generales para alambrón y alambre de aceroDocument10 pagesRequisitos generales para alambrón y alambre de acerolanq2Pas encore d'évaluation
- Tarea de EstadisticaDocument2 pagesTarea de EstadisticaAngie Rocha100% (1)
- Curso-Taller de Prácticas de Calibración de Instrumentos de PTDocument79 pagesCurso-Taller de Prácticas de Calibración de Instrumentos de PTEdgar MartinezPas encore d'évaluation
- MallaTripleTorsion PDFDocument34 pagesMallaTripleTorsion PDFSirley Santiago RodriguezPas encore d'évaluation
- Análisis de Las Pérdidas Ocultas Mediante OEEDocument7 pagesAnálisis de Las Pérdidas Ocultas Mediante OEEjavierhlcPas encore d'évaluation
- CD4017Document6 pagesCD4017HectorLopezPas encore d'évaluation
- Implementación ISO 17025 Laboratorio Calidad CEDSADocument352 pagesImplementación ISO 17025 Laboratorio Calidad CEDSAneed51Pas encore d'évaluation
- Coguanor - NTG - Ilac - G24 - Oiml - Oiml - D10 - 2007 PDFDocument16 pagesCoguanor - NTG - Ilac - G24 - Oiml - Oiml - D10 - 2007 PDFFelipe Felipe HernandezPas encore d'évaluation
- NMX CC 10005 Imnc 2006Document2 pagesNMX CC 10005 Imnc 2006Victor Castellanos AlegriaPas encore d'évaluation
- Portafolio de Evi. MynDocument29 pagesPortafolio de Evi. MynFernandaPas encore d'évaluation
- Diseño de Experimentos CampusDocument33 pagesDiseño de Experimentos CampusValeska La GloriosaPas encore d'évaluation
- Norma técnica colombiana para cintas métricas comercialesDocument17 pagesNorma técnica colombiana para cintas métricas comercialeschevistian8Pas encore d'évaluation
- R&R Esp VDA (1) - Techo ND - 17.02.09 Pnto 1Document3 pagesR&R Esp VDA (1) - Techo ND - 17.02.09 Pnto 1juande69Pas encore d'évaluation
- Normas Sobre MetrologíaDocument10 pagesNormas Sobre MetrologíaeduardoguidoPas encore d'évaluation
- Estudio de Repetibilidad y Reproducibilidad Sulfitos en Producto TerminadoDocument10 pagesEstudio de Repetibilidad y Reproducibilidad Sulfitos en Producto TerminadoLuis Carlos Luciano Córdova RebazaPas encore d'évaluation
- Trazabilidad Aplicado A La Calibración en InstrumentosDocument4 pagesTrazabilidad Aplicado A La Calibración en InstrumentosDennys Fernando GuaspachaPas encore d'évaluation
- Estimación de la incertidumbre en métodos de ensayo de construcciónDocument88 pagesEstimación de la incertidumbre en métodos de ensayo de construcciónManuel ZunigaPas encore d'évaluation
- Definición de Las Normas IsoDocument11 pagesDefinición de Las Normas IsoFer SmithPas encore d'évaluation
- DurométroDocument38 pagesDurométroPerla Ponce100% (1)
- Analisis de Sistemas de Medicion MsaDocument4 pagesAnalisis de Sistemas de Medicion MsaWilliams ZapataPas encore d'évaluation
- Formato de ReferenciasDocument4 pagesFormato de ReferenciasNATALIA GONZALEZ100% (1)
- PlanCalidadFundaciónDOCUMENTODocument14 pagesPlanCalidadFundaciónDOCUMENTOwendy dayanna barrios caicedoPas encore d'évaluation
- 2.2.1 Gráfico X-RDocument35 pages2.2.1 Gráfico X-RJoséPas encore d'évaluation
- Resultado intercomparación laboratorios voltaje AC y tiempoDocument7 pagesResultado intercomparación laboratorios voltaje AC y tiempoJuan Manuel PascagazaPas encore d'évaluation
- Curso Introducción Norma ISO 9001-2015 Rev 2016Document67 pagesCurso Introducción Norma ISO 9001-2015 Rev 2016OSCAR THIERRY GARCIAPas encore d'évaluation
- Manual Procedimientos EMA PDFDocument28 pagesManual Procedimientos EMA PDFEliud CastilloPas encore d'évaluation
- Seis Sigma y sus HerramientasDocument27 pagesSeis Sigma y sus HerramientasArmando De León Ibarra100% (1)
- Presentacion MetrologiaDocument56 pagesPresentacion MetrologiaPaola CallisayaPas encore d'évaluation
- PE Dmaic Seis SigmaDocument105 pagesPE Dmaic Seis SigmaLaura RojasPas encore d'évaluation
- Tema 7 Ajustes y TolDocument23 pagesTema 7 Ajustes y TolCarlos GarcíaPas encore d'évaluation
- Tipos de MuestreoDocument20 pagesTipos de MuestreorudyPas encore d'évaluation
- Examen de MSA y SPC Con Respuestas PDFDocument2 pagesExamen de MSA y SPC Con Respuestas PDFRodrigo MedinaPas encore d'évaluation
- Medir sólidos estáticos; la clave: saber leer e interpretar decimalesDocument3 pagesMedir sólidos estáticos; la clave: saber leer e interpretar decimalesSamuel Varas0% (1)
- NTC 4303 Pie de Rey, Requisitos y EnsayosDocument18 pagesNTC 4303 Pie de Rey, Requisitos y Ensayoschevistian8Pas encore d'évaluation
- Diseño e Implementación del modelo RPSDocument86 pagesDiseño e Implementación del modelo RPSAndres CorreaPas encore d'évaluation
- NormasDocument4 pagesNormashongoPas encore d'évaluation
- Reducción de Tiempo de Ciclo Del Área de Corte Mediante La Aplicación de La Técnica SmedDocument8 pagesReducción de Tiempo de Ciclo Del Área de Corte Mediante La Aplicación de La Técnica SmedJennifer Paredes CribillerosPas encore d'évaluation
- Tema - 5 - Maestria de Calidad PDFDocument41 pagesTema - 5 - Maestria de Calidad PDFJesusPas encore d'évaluation
- Filtración activa con carbón peletizadoDocument107 pagesFiltración activa con carbón peletizadoOrlando AlvarezPas encore d'évaluation
- Manual Minitab Análisis Estadístico de CalidadDocument208 pagesManual Minitab Análisis Estadístico de CalidadsocorrozrPas encore d'évaluation
- GIMTT U6 Guillermo Leal A1Document4 pagesGIMTT U6 Guillermo Leal A1ggutiérrez_332506Pas encore d'évaluation
- Nom-Cc-8-1990, Resumen de NormaDocument2 pagesNom-Cc-8-1990, Resumen de NormaAndres PizañaPas encore d'évaluation
- COPQDocument23 pagesCOPQGabriel Caicedo RussyPas encore d'évaluation
- Control de CalidadDocument76 pagesControl de CalidadAlexander HuachihuacoPas encore d'évaluation
- Trabajo de InspeccionDocument14 pagesTrabajo de InspeccionalbertoPas encore d'évaluation
- Tipos de InspecciónDocument3 pagesTipos de InspecciónSergio Poot100% (2)
- Sistemas de InspecciónDocument7 pagesSistemas de Inspecciónljxxxx100% (2)
- Fundamentos InspeccionDocument13 pagesFundamentos InspeccionWilliamRoldanUsquianoPas encore d'évaluation
- Generalidades de La Inspección de Obras CivilesDocument53 pagesGeneralidades de La Inspección de Obras CivilesAndrés MotaPas encore d'évaluation
- Requisitos Del ClienteDocument3 pagesRequisitos Del ClienteRonald Ismael Guzman OchoaPas encore d'évaluation
- Herramientas Solucion ProblsDocument22 pagesHerramientas Solucion ProblsErika RamirezPas encore d'évaluation
- Control de Volumen de CombustibleDocument2 pagesControl de Volumen de CombustibleRonald Ismael Guzman OchoaPas encore d'évaluation
- Informe de Mantenimiento de Sistemas HabitacionalesDocument3 pagesInforme de Mantenimiento de Sistemas HabitacionalesRonald Ismael Guzman OchoaPas encore d'évaluation
- Fenólicos Plastificados FormaplanDocument2 pagesFenólicos Plastificados FormaplanRonald Ismael Guzman OchoaPas encore d'évaluation
- Gerencia y Control ProcesosDocument63 pagesGerencia y Control ProcesosNestor German GermanPas encore d'évaluation
- Iluminacion en La IndustriaDocument4 pagesIluminacion en La IndustriaRonald Ismael Guzman OchoaPas encore d'évaluation
- Modelo Curriculum VitaeDocument9 pagesModelo Curriculum Vitaelupuslupus012Pas encore d'évaluation
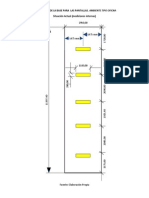
- Distribucion de Las Pantallas para Un Ambiente Tipo OficnaDocument1 pageDistribucion de Las Pantallas para Un Ambiente Tipo OficnaRonald Ismael Guzman OchoaPas encore d'évaluation
- Apuntes de Autocad 2dDocument8 pagesApuntes de Autocad 2dRonald Ismael Guzman OchoaPas encore d'évaluation
- Capacitación Procesos de SoldaduraDocument36 pagesCapacitación Procesos de SoldaduraRonald Ismael Guzman Ochoa100% (1)
- Herramientas de CalidadDocument5 pagesHerramientas de CalidadRonald Ismael Guzman OchoaPas encore d'évaluation
- Diccionario de La Mitologia GriegaDocument20 pagesDiccionario de La Mitologia GriegaMiguel Angel LaraZzPas encore d'évaluation
- Alumbrado de InterioresDocument8 pagesAlumbrado de InterioresRonald Ismael Guzman OchoaPas encore d'évaluation
- Volumen de Tanques Cilindricos HorizontalesDocument4 pagesVolumen de Tanques Cilindricos HorizontalesRonald Ismael Guzman OchoaPas encore d'évaluation
- Curso de EstadisticaDocument84 pagesCurso de EstadisticaRonald Ismael Guzman OchoaPas encore d'évaluation
- Control de Volumen de CombustibleDocument2 pagesControl de Volumen de CombustibleRonald Ismael Guzman OchoaPas encore d'évaluation
- Diseño de Expermento (Desing of Experiment)Document8 pagesDiseño de Expermento (Desing of Experiment)Ronald Ismael Guzman Ochoa100% (1)
- Equipos para MetalmecanicaDocument20 pagesEquipos para MetalmecanicaRonald Ismael Guzman OchoaPas encore d'évaluation
- Herramientas para Gestionar La Calidad FlujogramaDocument4 pagesHerramientas para Gestionar La Calidad FlujogramaRonald Ismael Guzman OchoaPas encore d'évaluation
- Presentación DIAGRAMA D FLUJODocument5 pagesPresentación DIAGRAMA D FLUJORonald Ismael Guzman OchoaPas encore d'évaluation
- Sistema Calidad Burger KingDocument11 pagesSistema Calidad Burger KingRonald Ismael Guzman Ochoa67% (3)
- Carta de PresentaciónDocument1 pageCarta de PresentaciónRonald Ismael Guzman OchoaPas encore d'évaluation
- Herramientas para Gestionar La Calidad FlujogramaDocument4 pagesHerramientas para Gestionar La Calidad FlujogramaRonald Ismael Guzman OchoaPas encore d'évaluation
- Diseño de Ex'perimentos (Doe)Document49 pagesDiseño de Ex'perimentos (Doe)Ronald Ismael Guzman OchoaPas encore d'évaluation
- Qué es el benchmarking y sus tiposDocument20 pagesQué es el benchmarking y sus tiposRonald Ismael Guzman OchoaPas encore d'évaluation
- Fabrica de Bateriascap. 1 y 2Document10 pagesFabrica de Bateriascap. 1 y 2Ronald Ismael Guzman OchoaPas encore d'évaluation
- Procesos de Un Servicio Industrial Capitulo 3Document35 pagesProcesos de Un Servicio Industrial Capitulo 3Ronald Ismael Guzman OchoaPas encore d'évaluation
- Proced I Mien ToDocument1 pageProced I Mien ToRonald Ismael Guzman OchoaPas encore d'évaluation
- Taller DifDocument2 pagesTaller DifDavid Santiago BarberyPas encore d'évaluation
- Practica 2 Instrumental PDFDocument13 pagesPractica 2 Instrumental PDFZUÑIGA CUEVA CESAR AARONPas encore d'évaluation
- GGGGGGDocument3 pagesGGGGGGOrlando Aquino Negrin100% (2)
- Pan ArtesanoDocument14 pagesPan ArtesanoRodrigo Iker AguinagaPas encore d'évaluation
- MA-1112 Farith Guías 7-11 2016 PDFDocument240 pagesMA-1112 Farith Guías 7-11 2016 PDFfernando_alvrzPas encore d'évaluation
- AUTOCAD CursoDocument167 pagesAUTOCAD Cursocecmat20088186100% (1)
- Guia Distribucion ElectronicaDocument6 pagesGuia Distribucion ElectronicaJessica Paola RODRIGUEZ CRUZPas encore d'évaluation
- Práctica FQ 2Document8 pagesPráctica FQ 2Carlos GómezPas encore d'évaluation
- Resumen Formulación Inorgánica 4º EsoDocument7 pagesResumen Formulación Inorgánica 4º EsoSonsoles Encinar100% (1)
- Fuerza centrípeta: Análisis de la masa de un objeto girandoDocument3 pagesFuerza centrípeta: Análisis de la masa de un objeto girandojefersonPas encore d'évaluation
- Informe AqDocument6 pagesInforme AqKevin VizcarraPas encore d'évaluation
- China Petrochemical Tec Ya RepartidoDocument5 pagesChina Petrochemical Tec Ya RepartidodanielPas encore d'évaluation
- Planificación Diagnostico-1Document18 pagesPlanificación Diagnostico-1Karolina Tapia scalerandiPas encore d'évaluation
- Problem AsDocument35 pagesProblem AsTeresa Pulgar0% (1)
- Teoria de La Extincion de IncendiosDocument2 pagesTeoria de La Extincion de IncendiosVictorio AltamiraPas encore d'évaluation
- Temario Metodos Matematicos de IngenieriaDocument2 pagesTemario Metodos Matematicos de IngenieriaqueerdramaPas encore d'évaluation
- Históricas interpretaciones del conocimiento científicoDocument19 pagesHistóricas interpretaciones del conocimiento científicoPortuon LopesPas encore d'évaluation
- Informe Técnico Myh 125HPDocument2 pagesInforme Técnico Myh 125HPDaniel FrankoPas encore d'évaluation
- Cartilla Ejercicios Resueltos Sobre Pruebas de HipótesisDocument6 pagesCartilla Ejercicios Resueltos Sobre Pruebas de HipótesisDaniel A Vargas BPas encore d'évaluation
- 34.1 JIMÉNEZ Guerrero, Magdalena Diana - Razonamiento Complejo PDFDocument222 pages34.1 JIMÉNEZ Guerrero, Magdalena Diana - Razonamiento Complejo PDFLetty Guzmán100% (11)
- 02 Laboratorio Ley de Ohm (Resuelto)Document5 pages02 Laboratorio Ley de Ohm (Resuelto)RubenDionisioHolmesMagallon100% (1)
- Construcción rampa minera 3360 acceso niveles profundosDocument57 pagesConstrucción rampa minera 3360 acceso niveles profundosKamio Rock100% (2)
- Cec U2Document22 pagesCec U2Enrique HernandezPas encore d'évaluation
- Catalogo Lada NivaDocument6 pagesCatalogo Lada NivaBeto EinsteinPas encore d'évaluation
- Análisis de la producción de café en Ecuador y predicciones hasta 2002Document8 pagesAnálisis de la producción de café en Ecuador y predicciones hasta 2002Cecilia GrunauerPas encore d'évaluation
- 4.2. Radiación y 4.3. Análisis Del Dipolo Eléctrico ElementalDocument25 pages4.2. Radiación y 4.3. Análisis Del Dipolo Eléctrico Elementaloswaldo cuevasPas encore d'évaluation
- 3° Cuerpos RedondosDocument16 pages3° Cuerpos Redondosrosmary mendozaPas encore d'évaluation
- Mecanica de Motos Carga y ArranqueDocument52 pagesMecanica de Motos Carga y ArranqueDanny Colmenares100% (3)
- Aprender PawnDocument48 pagesAprender Pawndiegoferreyranet100% (1)
- Laboratorio - Elaboracion de Pan Tipo FrancesDocument5 pagesLaboratorio - Elaboracion de Pan Tipo FrancesRoberto ArdónPas encore d'évaluation