Vous aimerez peut-être aussi
- Nickel and Nickel Alloys: Weldability and Joining of MaterialsDocument4 pagesNickel and Nickel Alloys: Weldability and Joining of MaterialsMehmet SoysalPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekPas encore d'évaluation
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Aluminium Alloys: Weldability and Joining of MaterialsDocument5 pagesAluminium Alloys: Weldability and Joining of MaterialsMehmet SoysalPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Document3 pagesAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryPas encore d'évaluation
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksD'EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksPas encore d'évaluation
- Weldability of Material TWIDocument4 pagesWeldability of Material TWIRaviTeja BhamidiPas encore d'évaluation
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalD'EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalPas encore d'évaluation
- Welding Steels GuideDocument5 pagesWelding Steels GuideJlkKumarPas encore d'évaluation
- Job Knowledge 19Document5 pagesJob Knowledge 19Mehmet SoysalPas encore d'évaluation
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranPas encore d'évaluation
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 pagesJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghPas encore d'évaluation
- Weldability and Joining of Materials: Titanium and Titanium AlloysDocument4 pagesWeldability and Joining of Materials: Titanium and Titanium AlloysMehmet SoysalPas encore d'évaluation
- YintroDocument6 pagesYintroJoshua StrykrPas encore d'évaluation
- Weldability of Aluminium Alloys GuideDocument3 pagesWeldability of Aluminium Alloys Guidebrijesh kinkhabPas encore d'évaluation
- Welding DefectsDocument30 pagesWelding DefectsSane ShajanPas encore d'évaluation
- Welding of AuminumDocument62 pagesWelding of AuminumMalik AlsaadiPas encore d'évaluation
- Aluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationDocument7 pagesAluminium Alloys: Weldability of Materials: Alloy Designation Chemical Designation Classificatio N Filler ApplicationMuhammad WaseemPas encore d'évaluation
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnPas encore d'évaluation
- Copper AlloysDocument4 pagesCopper AlloysMuhammed SulfeekPas encore d'évaluation
- Aluminum SolderingDocument14 pagesAluminum SolderingChris De La TorrePas encore d'évaluation
- Weldability of SteelsDocument20 pagesWeldability of SteelsMuhammed SulfeekPas encore d'évaluation
- Guide Cast Iron Welding TechniquesDocument8 pagesGuide Cast Iron Welding TechniquesAgustine SetiawanPas encore d'évaluation
- Welding of Titanium and Its AlloysDocument3 pagesWelding of Titanium and Its AlloysMuhammed SulfeekPas encore d'évaluation
- WOWLibrary Preheating of Materials ConsumablesDocument4 pagesWOWLibrary Preheating of Materials ConsumableshreerPas encore d'évaluation
- Weldability of Materials - Nickel and Nickel AlloysDocument5 pagesWeldability of Materials - Nickel and Nickel AlloysmanimaranPas encore d'évaluation
- Welding A Cast IronDocument9 pagesWelding A Cast Ironjatin jainPas encore d'évaluation
- Ajp Module-2Document75 pagesAjp Module-2Naveen S BasandiPas encore d'évaluation
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaPas encore d'évaluation
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITPas encore d'évaluation
- 2 Unit 2 - Brazing, Soldering and Adhesive BondingDocument13 pages2 Unit 2 - Brazing, Soldering and Adhesive BondingAditya KumarPas encore d'évaluation
- ProjectDocument34 pagesProjectSTAR PRINTINGPas encore d'évaluation
- Aluminum Forging Process and Operations GuideDocument3 pagesAluminum Forging Process and Operations Guidenadeem_mechPas encore d'évaluation
- Hot Dip GalvanizingDocument38 pagesHot Dip Galvanizingtmmsekar100% (1)
- Welding Metallurgy of Titanium AlloysDocument46 pagesWelding Metallurgy of Titanium AlloysBaraneedharanPas encore d'évaluation
- Austenitic stainless steels properties and welding guideDocument4 pagesAustenitic stainless steels properties and welding guideandy1036Pas encore d'évaluation
- Stainless Steel: Weldability and Joining of MaterialsDocument3 pagesStainless Steel: Weldability and Joining of MaterialsMehmet SoysalPas encore d'évaluation
- Annealing Stainless Steel 304-316Document4 pagesAnnealing Stainless Steel 304-316nepcom9541Pas encore d'évaluation
- Welding of Cast IronDocument35 pagesWelding of Cast IronincaurcoPas encore d'évaluation
- Thermal Spray Coatings of Zinc and Aluminum Zinc MetallizingDocument37 pagesThermal Spray Coatings of Zinc and Aluminum Zinc MetallizingromwamaPas encore d'évaluation
- CSWIP NotesDocument6 pagesCSWIP Notestulasirao.nammiPas encore d'évaluation
- Welding Cast Iron in HouseDocument5 pagesWelding Cast Iron in Housesharif1974Pas encore d'évaluation
- Tips For Successfully Welding Stainless Steel To Carbon SteelDocument5 pagesTips For Successfully Welding Stainless Steel To Carbon SteelAchu Balachandran100% (1)
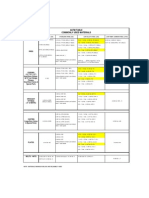
- Steels: Material TypesDocument5 pagesSteels: Material Typesnike_y2k100% (1)
- AGA Aluminum Welding BrochureDocument16 pagesAGA Aluminum Welding Brochureaghosh704Pas encore d'évaluation
- Forge WeldingDocument2 pagesForge WeldingDamo Daran GPas encore d'évaluation
- Ajp Module-2Document22 pagesAjp Module-2Naveen S BasandiPas encore d'évaluation
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranPas encore d'évaluation
- Structural Steel Welds PDFDocument28 pagesStructural Steel Welds PDFshekhar2681Pas encore d'évaluation
- Ch-19 Gas Welding, Gas Cutting - Arc WeldingDocument85 pagesCh-19 Gas Welding, Gas Cutting - Arc WeldingdiptyaPas encore d'évaluation
- Soft and Hard Soldering +brazingDocument28 pagesSoft and Hard Soldering +brazingJoseph Magbanua Dato-on67% (3)
- Cold Cracks: Causes and Cures: Low Ductility of The Weld, Residual Stress and Diffusible Hydrogen in The WeldDocument4 pagesCold Cracks: Causes and Cures: Low Ductility of The Weld, Residual Stress and Diffusible Hydrogen in The WeldSharad ValviPas encore d'évaluation
- لحیم و اشکالات کستینگDocument43 pagesلحیم و اشکالات کستینگvatankhahpooyaPas encore d'évaluation
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Document8 pagesGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioPas encore d'évaluation
- Titanium WeldingDocument6 pagesTitanium WeldingMichael ClaphamPas encore d'évaluation
- Thermal SprayDocument35 pagesThermal SprayLalu SuhaimiPas encore d'évaluation
- Aluminum WeldingDocument7 pagesAluminum Weldingarbor020% (1)
- 61 MC Elvain Cave Durand Bingham Fluids HR ValueDocument12 pages61 MC Elvain Cave Durand Bingham Fluids HR Valueharoub_nasPas encore d'évaluation
- Insulation and Construction Material Box ListDocument1 pageInsulation and Construction Material Box Listharoub_nasPas encore d'évaluation
- Engineering FundamentalsDocument40 pagesEngineering FundamentalsKenneth Vogt100% (1)
- Air Distribution System Design: Good Duct Design Increases EfficiencyDocument6 pagesAir Distribution System Design: Good Duct Design Increases Efficiencyharoub_nasPas encore d'évaluation
- 00 BLANK Pipe Size Calc Sheet HWS - CWSDocument9 pages00 BLANK Pipe Size Calc Sheet HWS - CWSharoub_nasPas encore d'évaluation
- PIPE SUPPORTS 2012 EDITION GUIDEDocument174 pagesPIPE SUPPORTS 2012 EDITION GUIDEharoub_nasPas encore d'évaluation
- Step index multimode fiber specsDocument1 pageStep index multimode fiber specsharoub_nasPas encore d'évaluation
- 00 BLANK Pipe Size Calc Sheet HWS - CWSDocument9 pages00 BLANK Pipe Size Calc Sheet HWS - CWSharoub_nasPas encore d'évaluation
- U Bolt Torque ChartDocument2 pagesU Bolt Torque Chartharoub_nasPas encore d'évaluation
- 1B 2 1 Types Fire PumpsDocument25 pages1B 2 1 Types Fire Pumpsharoub_nasPas encore d'évaluation
- Fire StopDocument49 pagesFire StopJavier OrnaPas encore d'évaluation
- Engineering Reference Tools ChartDocument4 pagesEngineering Reference Tools Chartharoub_nasPas encore d'évaluation
- U Bolt Torque ChartDocument2 pagesU Bolt Torque Chartharoub_nasPas encore d'évaluation
- Air Duct CalculatorDocument1 pageAir Duct CalculatorgutmontPas encore d'évaluation
- Bolt Torque ChartDocument1 pageBolt Torque Chartharoub_nasPas encore d'évaluation
- Duct Size by Dp100Document8 pagesDuct Size by Dp100haroub_nasPas encore d'évaluation
- Engine: Fastening of Engine To FrameDocument12 pagesEngine: Fastening of Engine To Frameharoub_nasPas encore d'évaluation
- 00 BLANK Pipe Size Calc Sheet HWS - CWSDocument9 pages00 BLANK Pipe Size Calc Sheet HWS - CWSharoub_nasPas encore d'évaluation
- Ductulator May 2010Document8 pagesDuctulator May 2010haroub_nasPas encore d'évaluation
- Bolted Bracket DesignDocument2 pagesBolted Bracket Designharoub_nasPas encore d'évaluation
- SSS (Converted)Document3 pagesSSS (Converted)haroub_nasPas encore d'évaluation
- Bolted Joint CalculatorDocument12 pagesBolted Joint Calculatorharoub_nasPas encore d'évaluation
- ASTM Materials GuideDocument1 pageASTM Materials Guideharoub_nasPas encore d'évaluation
- Bolted Bracket DesignDocument2 pagesBolted Bracket Designharoub_nasPas encore d'évaluation
- Types of Welding Equipment ExplainedDocument6 pagesTypes of Welding Equipment Explainedharoub_nasPas encore d'évaluation
- Barometer CorrectionsDocument6 pagesBarometer Correctionsharoub_nasPas encore d'évaluation
- Engine: Fastening of Engine To FrameDocument12 pagesEngine: Fastening of Engine To Frameharoub_nasPas encore d'évaluation
- Cooling Water Pipe Material and DimensionsDocument1 pageCooling Water Pipe Material and Dimensionsharoub_nasPas encore d'évaluation
- ConsumablesDocument28 pagesConsumablesharoub_nas100% (1)
- Welding Fundamentals GuideDocument163 pagesWelding Fundamentals Guideharoub_nas100% (2)
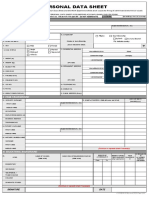
- PDS-1st PageDocument1 pagePDS-1st PageElmer LucreciaPas encore d'évaluation
- 2 - Nested IFDocument8 pages2 - Nested IFLoyd DefensorPas encore d'évaluation
- JIS K 6250: Rubber - General Procedures For Preparing and Conditioning Test Pieces For Physical Test MethodsDocument43 pagesJIS K 6250: Rubber - General Procedures For Preparing and Conditioning Test Pieces For Physical Test Methodsbignose93gmail.com0% (1)
- Coa - Ofx-8040a (H078K5G018)Document2 pagesCoa - Ofx-8040a (H078K5G018)Jaleel AhmedPas encore d'évaluation
- EE3331C Feedback Control Systems L1: Overview: Arthur TAYDocument28 pagesEE3331C Feedback Control Systems L1: Overview: Arthur TAYpremsanjith subramani0% (1)
- BILL OF SALE Pre ApproveDocument1 pageBILL OF SALE Pre ApprovedidinurieliaPas encore d'évaluation
- IT support tips for non-tech colleaguesDocument7 pagesIT support tips for non-tech colleaguesLeo KrekPas encore d'évaluation
- Market Participants in Securities MarketDocument11 pagesMarket Participants in Securities MarketSandra PhilipPas encore d'évaluation
- PHASE 2 - Chapter 6 Object ModellingDocument28 pagesPHASE 2 - Chapter 6 Object Modellingscm39Pas encore d'évaluation
- Scenemaster3 ManualDocument79 pagesScenemaster3 ManualSeba Gomez LPas encore d'évaluation
- Mechanical PropertiesDocument30 pagesMechanical PropertiesChristopher Traifalgar CainglesPas encore d'évaluation
- Shri Siddheshwar Co-Operative BankDocument11 pagesShri Siddheshwar Co-Operative BankPrabhu Mandewali50% (2)
- I-Parcel User GuideDocument57 pagesI-Parcel User GuideBrian GrayPas encore d'évaluation
- Sap Fi/Co: Transaction CodesDocument51 pagesSap Fi/Co: Transaction CodesReddaveni NagarajuPas encore d'évaluation
- Congress Policy Brief - CoCoLevyFundsDocument10 pagesCongress Policy Brief - CoCoLevyFundsKat DinglasanPas encore d'évaluation
- A CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHDocument9 pagesA CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHprajakta shindePas encore d'évaluation
- Data SheetDocument14 pagesData SheetAnonymous R8ZXABkPas encore d'évaluation
- FilesDocument12 pagesFilesRajesh TuticorinPas encore d'évaluation
- Huawei 9000aDocument27 pagesHuawei 9000aAristideKonanPas encore d'évaluation
- Itec 3100 Student Response Lesson PlanDocument3 pagesItec 3100 Student Response Lesson Planapi-346174835Pas encore d'évaluation
- Triblender Wet Savoury F3218Document32 pagesTriblender Wet Savoury F3218danielagomezga_45545100% (1)
- Verifyning GC MethodDocument3 pagesVerifyning GC MethodHristova HristovaPas encore d'évaluation
- Borneo United Sawmills SDN BHD V Mui Continental Insurance Berhad (2006) 1 LNS 372Document6 pagesBorneo United Sawmills SDN BHD V Mui Continental Insurance Berhad (2006) 1 LNS 372Cheng LeongPas encore d'évaluation
- Exam Venue For Monday Sep 25, 2023 - 12-00 To 01-00Document7 pagesExam Venue For Monday Sep 25, 2023 - 12-00 To 01-00naveed hassanPas encore d'évaluation
- Mint Delhi 13-12-2022Document18 pagesMint Delhi 13-12-2022Ayush sethPas encore d'évaluation
- Storage Reservior and Balancing ReservoirDocument19 pagesStorage Reservior and Balancing ReservoirNeel Kurrey0% (1)
- Personal InsuranceDocument11 pagesPersonal InsuranceSumit Kumar SharmaPas encore d'évaluation
- Final Biomechanics of Edentulous StateDocument114 pagesFinal Biomechanics of Edentulous StateSnigdha SahaPas encore d'évaluation
- 10 Consulting Frameworks To Learn For Case Interview - MConsultingPrepDocument25 pages10 Consulting Frameworks To Learn For Case Interview - MConsultingPrepTushar KumarPas encore d'évaluation
- SEEPZ Special Economic ZoneDocument2 pagesSEEPZ Special Economic ZonetarachandmaraPas encore d'évaluation