Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Honda Today Case AnswersDocument3 pagesHonda Today Case AnswersMotaher0% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Uh 60 ManualDocument241 pagesUh 60 ManualAnonymous ddjwf1dqpPas encore d'évaluation
- Critical Reading Report - Course ADM6261DDocument5 pagesCritical Reading Report - Course ADM6261DMotaherPas encore d'évaluation
- Entrepreneurial ThinkingDocument2 pagesEntrepreneurial ThinkingMotaherPas encore d'évaluation
- Ideation, Validation & InnovationDocument2 pagesIdeation, Validation & InnovationMotaherPas encore d'évaluation
- Product Development SeminarDocument8 pagesProduct Development SeminarMotaherPas encore d'évaluation
- DELL Case ReportDocument3 pagesDELL Case ReportMotaherPas encore d'évaluation
- Financial System in Bangladesh - Role in Development of The CountryDocument16 pagesFinancial System in Bangladesh - Role in Development of The CountryMotaher71% (7)
- Bathinda - Wikipedia, The Free EncyclopediaDocument4 pagesBathinda - Wikipedia, The Free EncyclopediaBhuwan GargPas encore d'évaluation
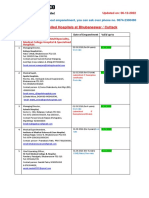
- Empanelled Hospitals List Updated - 06-12-2022 - 1670482933145Document19 pagesEmpanelled Hospitals List Updated - 06-12-2022 - 1670482933145mechmaster4uPas encore d'évaluation
- List of HTML TagsDocument5 pagesList of HTML TagsdorinadidPas encore d'évaluation
- Marieb ch3dDocument20 pagesMarieb ch3dapi-229554503Pas encore d'évaluation
- Antifraud PlaybookDocument60 pagesAntifraud PlaybookDani UsmarPas encore d'évaluation
- Advantages Renewable Energy Resources Environmental Sciences EssayDocument3 pagesAdvantages Renewable Energy Resources Environmental Sciences EssayCemerlang StudiPas encore d'évaluation
- Sample Interview Questions For Planning EngineersDocument16 pagesSample Interview Questions For Planning EngineersPooja PawarPas encore d'évaluation
- Afzal ResumeDocument4 pagesAfzal ResumeASHIQ HUSSAINPas encore d'évaluation
- Interbond 2340UPC: Universal Pipe CoatingDocument4 pagesInterbond 2340UPC: Universal Pipe Coatingnoto.sugiartoPas encore d'évaluation
- For ClosureDocument18 pagesFor Closuremau_cajipePas encore d'évaluation
- Assessment 4 PDFDocument10 pagesAssessment 4 PDFAboud Hawrechz MacalilayPas encore d'évaluation
- Mahatma Gandhi University: Priyadarshini Hills, Kottayam-686560Document136 pagesMahatma Gandhi University: Priyadarshini Hills, Kottayam-686560Rashmee DwivediPas encore d'évaluation
- Ransomware: Prevention and Response ChecklistDocument5 pagesRansomware: Prevention and Response Checklistcapodelcapo100% (1)
- Saif Powertec Limited Project "Standard Operating Process" As-Is DocumentDocument7 pagesSaif Powertec Limited Project "Standard Operating Process" As-Is DocumentAbhishekChowdhuryPas encore d'évaluation
- Topic 1 - ICT Tools at USP - Theoretical Notes With Google AppsDocument18 pagesTopic 1 - ICT Tools at USP - Theoretical Notes With Google AppsAvantika PrasadPas encore d'évaluation
- Arithmetic-Progressions - MDDocument8 pagesArithmetic-Progressions - MDJay Jay GwizaPas encore d'évaluation
- Cheerios Media KitDocument9 pagesCheerios Media Kitapi-300473748Pas encore d'évaluation
- Beamng DxdiagDocument22 pagesBeamng Dxdiagsilvioluismoraes1Pas encore d'évaluation
- Channel & Lomolino 2000 Ranges and ExtinctionDocument3 pagesChannel & Lomolino 2000 Ranges and ExtinctionKellyta RodriguezPas encore d'évaluation
- O'Dell v. Medallia, Inc. Et Al, 1 - 21-cv-07475, No. 1 (S.D.N.Y. Sep. 7, 2021)Document15 pagesO'Dell v. Medallia, Inc. Et Al, 1 - 21-cv-07475, No. 1 (S.D.N.Y. Sep. 7, 2021)yehuditgoldbergPas encore d'évaluation
- University Fees Structure (Himalayan Garhwal University) - UttarakhandDocument1 pageUniversity Fees Structure (Himalayan Garhwal University) - UttarakhandabhaybaranwalPas encore d'évaluation
- Steel Price Index PresentationDocument12 pagesSteel Price Index PresentationAnuj SinghPas encore d'évaluation
- Mother Tongue K To 12 Curriculum GuideDocument18 pagesMother Tongue K To 12 Curriculum GuideBlogWatch100% (5)
- Rin Case StudyDocument4 pagesRin Case StudyReha Nayyar100% (1)
- ASHRAE Elearning Course List - Order FormDocument4 pagesASHRAE Elearning Course List - Order Formsaquib715Pas encore d'évaluation
- Household: Ucsp11/12Hsoiii-20Document2 pagesHousehold: Ucsp11/12Hsoiii-20Igorota SheannePas encore d'évaluation
- Islamiyat ProjectDocument21 pagesIslamiyat ProjectSubhan Khan NiaziPas encore d'évaluation
- Abc Uae Oil and GasDocument41 pagesAbc Uae Oil and GasajayPas encore d'évaluation
- EDB Postgres Failover Manager Guide v2.1Document86 pagesEDB Postgres Failover Manager Guide v2.1Anggia MauritianaPas encore d'évaluation