Vous aimerez peut-être aussi
- Respuestas Evaluame MecanicaDocument25 pagesRespuestas Evaluame Mecanicajuanfer22710% (1)
- 21A12 Lab Informe PlantillaDocument16 pages21A12 Lab Informe PlantillaMario Gomez100% (1)
- Taller 3 Manejo de Multímetro PDFDocument3 pagesTaller 3 Manejo de Multímetro PDFJuan Pablo RikkoPas encore d'évaluation
- Certificado - Paneles - RetieDocument4 pagesCertificado - Paneles - RetieLeonardo LopezPas encore d'évaluation
- Actividad Nº2 Hoja de Vida 2020Document9 pagesActividad Nº2 Hoja de Vida 2020NICOLAS ESTEBAN PAREDES ORGANISTAPas encore d'évaluation
- Actividades Mantenimiento Unidades Bombeo 27 OCTDocument4 pagesActividades Mantenimiento Unidades Bombeo 27 OCTthetacho100% (1)
- Engranajes InventorDocument8 pagesEngranajes InventorChristian Camilo RengifoPas encore d'évaluation
- Actividad 3Document4 pagesActividad 3Luis Trivino50% (2)
- Diferencias de Funcionamiento en Los MotoresDocument1 pageDiferencias de Funcionamiento en Los Motoresyair orellanoPas encore d'évaluation
- Elaboracion Taller Rap 2 Preliminares Del MantenimientoDocument7 pagesElaboracion Taller Rap 2 Preliminares Del MantenimientoJuan Alexis Bonilla. S100% (2)
- NC Ra2 911 Configuracion Equipo Con Montaje de Transicion Aerea SubterraneaDocument6 pagesNC Ra2 911 Configuracion Equipo Con Montaje de Transicion Aerea SubterraneaCarlos Mario Pinzón Castro100% (1)
- Actividad 2 Maquinas Electricas RotativasDocument4 pagesActividad 2 Maquinas Electricas RotativasYolandaGarciaMartinezPas encore d'évaluation
- Capitulo 5 - Admitancia en Derivacion Lineas Aereas y SubterraneasDocument15 pagesCapitulo 5 - Admitancia en Derivacion Lineas Aereas y SubterraneasBrenda Naranjo MorenoPas encore d'évaluation
- Informe de Cerca ElectricaDocument4 pagesInforme de Cerca ElectricaXiomara VelezPas encore d'évaluation
- Catalogo EPCDocument29 pagesCatalogo EPCPedro A Ocanto BPas encore d'évaluation
- Rap 4Document7 pagesRap 4Esteban VelasquezPas encore d'évaluation
- West Arco DurowellDocument12 pagesWest Arco DurowellJohn Jairo Morera Botia100% (1)
- Manual de Partes, Servicio, Operación (Español 2017) - 830Document24 pagesManual de Partes, Servicio, Operación (Español 2017) - 830Yira Lizeth Hernandez Gonzalez100% (1)
- Camioneta Chevrolet Luv D Max Diesel Ficha Tecnica PDFDocument5 pagesCamioneta Chevrolet Luv D Max Diesel Ficha Tecnica PDFGary DuranPas encore d'évaluation
- Actividad Aprendizaje Semana Dos BLMDocument2 pagesActividad Aprendizaje Semana Dos BLMronaldo barrera cedeñoPas encore d'évaluation
- N Trabajo - Traducción Manual Máquina LC20 UNIDO Mario Fernando Zuñiga Ramírez 2010 - 20959Document89 pagesN Trabajo - Traducción Manual Máquina LC20 UNIDO Mario Fernando Zuñiga Ramírez 2010 - 20959mari0zrPas encore d'évaluation
- AA3-EV01. Esquema Comparativo. Actividad de Aprendizaje 3Document8 pagesAA3-EV01. Esquema Comparativo. Actividad de Aprendizaje 3JESSICA FERNANDA PEREZ MONSALVE100% (1)
- Taller N°5 Herramientas de Banco Jagr - 2022Document8 pagesTaller N°5 Herramientas de Banco Jagr - 2022Santiago CorreaPas encore d'évaluation
- Ensayo de CompresionDocument7 pagesEnsayo de CompresionDaniela UrbinaPas encore d'évaluation
- Proyecto Cortadora de CañaDocument9 pagesProyecto Cortadora de CañaCesar GonzalezPas encore d'évaluation
- Informe Del Sistema de PintadoDocument6 pagesInforme Del Sistema de PintadoHumberto Perez HerreraPas encore d'évaluation
- Din17100 ST37.2Document5 pagesDin17100 ST37.2Marcelo MinaPas encore d'évaluation
- TALLERn1 797 MIPDocument3 pagesTALLERn1 797 MIPUds Luz y Esperanza100% (1)
- Estación total CTS-112R4 2 400m 5,000mDocument2 pagesEstación total CTS-112R4 2 400m 5,000mMiguel SotoPas encore d'évaluation
- Actividad de Aprendizaje #02Document6 pagesActividad de Aprendizaje #02melrock suarez100% (1)
- Orden de Trabajo para Rotacion de Llantas PDFDocument1 pageOrden de Trabajo para Rotacion de Llantas PDFNoelithaa Melendez AranibarPas encore d'évaluation
- Ficha Tecnica Vantage400Document8 pagesFicha Tecnica Vantage400Rodrigo LeónPas encore d'évaluation
- Evaluación NTC 5365Document1 pageEvaluación NTC 5365JLPas encore d'évaluation
- PREVENCIÓN EN EL USO DE LAS HERRAMIENTAS DE MANO Parte 1Document1 pagePREVENCIÓN EN EL USO DE LAS HERRAMIENTAS DE MANO Parte 1danielPas encore d'évaluation
- Shell Tonna 68Document2 pagesShell Tonna 68ElvisPas encore d'évaluation
- Manejo de Simulador HNC Torno y FresaDocument6 pagesManejo de Simulador HNC Torno y FresaMANUEL EDUARDO RESTREPO DIAGO100% (1)
- El TornoDocument27 pagesEl TornoGuussttPas encore d'évaluation
- Arbol de LevasDocument74 pagesArbol de LevasLIMBERTOLEDOPas encore d'évaluation
- Practica 3f Smaw 7018 (Preparatorio)Document3 pagesPractica 3f Smaw 7018 (Preparatorio)DarwinQuinga100% (1)
- Técnicas para La Detección de Fujas de GLP-GNVDocument13 pagesTécnicas para La Detección de Fujas de GLP-GNVWilmar gaston Rojas mamaniPas encore d'évaluation
- GSPS24 U1 TD1Document8 pagesGSPS24 U1 TD1anfre asdPas encore d'évaluation
- Mantenimiento de motores diesel: Diagnóstico y reparación de bloque de cilindrosDocument7 pagesMantenimiento de motores diesel: Diagnóstico y reparación de bloque de cilindrosAriel Gil MartinezPas encore d'évaluation
- Creacion de MotorDocument8 pagesCreacion de MotorJulioPas encore d'évaluation
- Actividad Nº1 Elementos Predictivos 2017.Document18 pagesActividad Nº1 Elementos Predictivos 2017.Carlos Castro HerreraPas encore d'évaluation
- Guía de PrácticasDocument21 pagesGuía de PrácticasJontn RomanzPas encore d'évaluation
- Estado Del Arte MaquinadosDocument4 pagesEstado Del Arte MaquinadosSilvestre KennedyPas encore d'évaluation
- Informe de MantenimientoDocument9 pagesInforme de MantenimientoDaryanii Andres Orozco ValenciaPas encore d'évaluation
- Mantenimiento Productivo Total: of Plant Maintenance (JIPM) Como Un Sistema Destinado A Lograr LaDocument5 pagesMantenimiento Productivo Total: of Plant Maintenance (JIPM) Como Un Sistema Destinado A Lograr LaDiegoo AlejandroPas encore d'évaluation
- Equipos para Soldar MIG INDURA AMIGO 313 PRODocument2 pagesEquipos para Soldar MIG INDURA AMIGO 313 PROse.baezPas encore d'évaluation
- Sistemas de transmisión para taladro y motor de arranqueDocument9 pagesSistemas de transmisión para taladro y motor de arranqueIvonne Ruiz MaldonadoPas encore d'évaluation
- Listado Normas NTC Ing ElectricaDocument12 pagesListado Normas NTC Ing Electricawildor01Pas encore d'évaluation
- Presentación 1Document10 pagesPresentación 1jesus lampreaPas encore d'évaluation
- Tabulador de oficios y salarios construcciónDocument2 pagesTabulador de oficios y salarios construcciónLuis PáezPas encore d'évaluation
- Banco de Ideas Electromecanica y MecatronicaDocument2 pagesBanco de Ideas Electromecanica y MecatronicaRodolfo PoloPas encore d'évaluation
- ARMÓNICOSDocument11 pagesARMÓNICOSJair AguileraPas encore d'évaluation
- Bobinas Con Nucleo de HierroDocument3 pagesBobinas Con Nucleo de HierrojheffersnkPas encore d'évaluation
- Examen U4 CalidadDocument2 pagesExamen U4 Calidadmartin ramosPas encore d'évaluation
- Capacitores e InductoresDocument12 pagesCapacitores e InductoresLuis Limay ValderramaPas encore d'évaluation
- RepasoDocument6 pagesRepasoXJuanx C XArias MPas encore d'évaluation
- Fundamentos de la soldadura por resistenciaDocument12 pagesFundamentos de la soldadura por resistenciaYoanela VargasPas encore d'évaluation
- Artapase 336Document14 pagesArtapase 336antonio2008Pas encore d'évaluation
- Ejercicio PropuestoDocument1 pageEjercicio Propuestoantonio2008Pas encore d'évaluation
- Formatos de RuidoDocument6 pagesFormatos de RuidoDiana Patricia Zamudio MontañaPas encore d'évaluation
- JuegoDocument42 pagesJuegoantonio2008Pas encore d'évaluation
- Guía 1 Unidad 1Document1 pageGuía 1 Unidad 1antonio2008Pas encore d'évaluation
- Guía 2 Unidad 1Document3 pagesGuía 2 Unidad 1antonio2008Pas encore d'évaluation
- Reglas de ConvivenciaDocument1 pageReglas de Convivenciaantonio2008Pas encore d'évaluation
- Clase 05-04Document28 pagesClase 05-04antonio2008Pas encore d'évaluation
- Codigo-Barras UTN PDFDocument1 pageCodigo-Barras UTN PDFantonio2008Pas encore d'évaluation
- Manipulación manual de cargas: pasos para levantar una carga de forma seguraDocument1 pageManipulación manual de cargas: pasos para levantar una carga de forma seguraIsrael Perez100% (1)
- Introduccion A La Programacion Estructurada en CDocument380 pagesIntroduccion A La Programacion Estructurada en Cantonio2008Pas encore d'évaluation
- DMDocument68 pagesDMantonio2008Pas encore d'évaluation
- Acerbrag TecnicoDocument42 pagesAcerbrag TecnicovskPas encore d'évaluation
- Shhh... : Y Siempre Diga: GraciasDocument1 pageShhh... : Y Siempre Diga: Graciasantonio2008Pas encore d'évaluation
- Colector de InyectoraDocument1 pageColector de Inyectoraantonio2008Pas encore d'évaluation
- Fidelización de ClientesDocument61 pagesFidelización de Clientesantonio2008Pas encore d'évaluation
- CERCO de AlambradoDocument1 pageCERCO de Alambradoantonio2008Pas encore d'évaluation
- Mesa para Cinta de ImpresiónDocument1 pageMesa para Cinta de Impresiónantonio2008Pas encore d'évaluation
- InyeccionDocument0 pageInyeccionsmejiagonzalesPas encore d'évaluation
- TRAZADORDocument1 pageTRAZADORantonio2008Pas encore d'évaluation
- 1º Opcion Carga ModuladaDocument1 page1º Opcion Carga Moduladaantonio2008Pas encore d'évaluation
- Semi Aro de Camara AguaDocument1 pageSemi Aro de Camara Aguaantonio2008Pas encore d'évaluation
- Conjunto Armado Semi Camara - Tapa de AguaDocument1 pageConjunto Armado Semi Camara - Tapa de Aguaantonio2008Pas encore d'évaluation
- FuncionesDocument3 pagesFuncionesantonio2008Pas encore d'évaluation
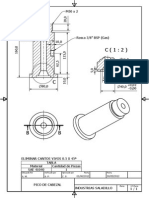
- Pico de CabezalDocument1 pagePico de Cabezalantonio2008Pas encore d'évaluation
- Plano InclinadoDocument2 pagesPlano Inclinadoantonio2008Pas encore d'évaluation
- Mesa ImpresorasDocument1 pageMesa Impresorasantonio2008Pas encore d'évaluation
- Mordazas y Soporte BarandasDocument1 pageMordazas y Soporte Barandasantonio2008Pas encore d'évaluation
- Semiaro Tapa de Camara AguaDocument1 pageSemiaro Tapa de Camara Aguaantonio2008Pas encore d'évaluation
- Canasto InyecciónDocument1 pageCanasto Inyecciónantonio2008Pas encore d'évaluation
- 24 Dinitrofenilhidrazina 1Document5 pages24 Dinitrofenilhidrazina 1Crash TinocoPas encore d'évaluation
- Practia Dirigida de Conduccion 21235Document3 pagesPractia Dirigida de Conduccion 21235Herbert Augusto Quispe ZevallosPas encore d'évaluation
- 2 43 1654168850 V Lineamientos Técnicos 2013 3-5 PDFDocument20 pages2 43 1654168850 V Lineamientos Técnicos 2013 3-5 PDFjsoto-7Pas encore d'évaluation
- Horno de ReverberoDocument3 pagesHorno de ReverberoJesus Gabriel Castro Herrera0% (1)
- Diseño de montantes para pieza de fundición de precisiónDocument24 pagesDiseño de montantes para pieza de fundición de precisiónCarlosSantelicesGómezPas encore d'évaluation
- Cuestiones T7 (Amovibles)Document4 pagesCuestiones T7 (Amovibles)carlesbg3074% (19)
- Morteros para albañilería: definición, tipos y componentesDocument8 pagesMorteros para albañilería: definición, tipos y componentesfreddyPas encore d'évaluation
- Estadística Aplicada UNI-INGENIERÍA: Tiempo coagulación, ebullición silicio, peso químicoDocument5 pagesEstadística Aplicada UNI-INGENIERÍA: Tiempo coagulación, ebullición silicio, peso químicoMackenzie Aguilar SanzPas encore d'évaluation
- Nomenclatura de Química Inorgánica PDFDocument4 pagesNomenclatura de Química Inorgánica PDFJESSICA MARIANA LUGO FRAGOSOPas encore d'évaluation
- P6.indicador Natural PHDocument3 pagesP6.indicador Natural PHKevin Espín100% (1)
- Filtro RotatorioDocument13 pagesFiltro RotatorioArturo Ramirez TenorioPas encore d'évaluation
- Feria de CienciasDocument10 pagesFeria de CienciasJulieta MartinezPas encore d'évaluation
- Tarea 3ADocument7 pagesTarea 3Ahadrian quispePas encore d'évaluation
- Tarea 6Document14 pagesTarea 6Moni NicolasPas encore d'évaluation
- Base de Datos TOXNETDocument16 pagesBase de Datos TOXNETSofita Carolina DuraznoPas encore d'évaluation
- Introducción A Los Ensayos No DestructivosDocument7 pagesIntroducción A Los Ensayos No DestructivosEduardo MonroyPas encore d'évaluation
- Informe Pinturas y BarnizDocument12 pagesInforme Pinturas y BarnizPedro Parra Official100% (1)
- Practica 2Document7 pagesPractica 2Renzo MontellanosPas encore d'évaluation
- Resumen de Optica GeometricaDocument5 pagesResumen de Optica GeometricaJhenson Yánez HerreraPas encore d'évaluation
- Ronal Practica N3 y 4Document7 pagesRonal Practica N3 y 4Roger Morales CiriloPas encore d'évaluation
- Calor y temperatura: problemas resueltos de transferencia de calorDocument5 pagesCalor y temperatura: problemas resueltos de transferencia de calorElard Cesar Estofanero JaraPas encore d'évaluation
- CampecheDocument36 pagesCampecheac68100% (1)
- Estudio Influencia Microaleantes Bronce PDFDocument20 pagesEstudio Influencia Microaleantes Bronce PDFDavicho Cisterna AguayoPas encore d'évaluation
- Guia de Ejercicios 3 CromatografíaDocument4 pagesGuia de Ejercicios 3 Cromatografíacristobal.gc04Pas encore d'évaluation
- Articulo Geopolímeros en La ConstrucciónDocument4 pagesArticulo Geopolímeros en La ConstrucciónOscar OrtegaPas encore d'évaluation
- ADICIONAL 102109 - Calcio Óxido de Mármol Trozos Pequeños - 3-20 MMDocument3 pagesADICIONAL 102109 - Calcio Óxido de Mármol Trozos Pequeños - 3-20 MMHans Ochoa LeónPas encore d'évaluation
- Reporte de Laboratorio BiologiaDocument8 pagesReporte de Laboratorio BiologiaBiancaYanetÜPas encore d'évaluation
- Taller de Bioquimica RecuperacionDocument4 pagesTaller de Bioquimica RecuperaciondollyPas encore d'évaluation
- Recuperación de tortugas gigantes en Galápagos es un éxito de conservaciónDocument8 pagesRecuperación de tortugas gigantes en Galápagos es un éxito de conservaciónJulio Daniel García SauñePas encore d'évaluation
- Biomoléculas principales y sus funcionesDocument2 pagesBiomoléculas principales y sus funcionesMony Jimenez Fierro0% (1)