Vous aimerez peut-être aussi
- Overview of Predetermined Motion Time SystemDocument35 pagesOverview of Predetermined Motion Time SystemRizza SangcoPas encore d'évaluation
- Introduction To Rapid PrototypingDocument19 pagesIntroduction To Rapid PrototypingfamilyumaPas encore d'évaluation
- Twin Souls and SoulmatesDocument7 pagesTwin Souls and SoulmatesoliviamireaPas encore d'évaluation
- 1 Matt AbrahamsDocument13 pages1 Matt AbrahamsWenuri KasturiarachchiPas encore d'évaluation
- The Art of Thinking 9e Ch15Document19 pagesThe Art of Thinking 9e Ch15ashleyeve100% (1)
- Improving productivity through motion economy principlesDocument38 pagesImproving productivity through motion economy principlesMariver LlorentePas encore d'évaluation
- ProductivityDocument37 pagesProductivityKaewal GalaPas encore d'évaluation
- Rapid Prototyping Systems Department Mechanical EngineeringDocument24 pagesRapid Prototyping Systems Department Mechanical EngineeringAyush ChopraPas encore d'évaluation
- Sampling DesignDocument31 pagesSampling Designmarc7victor7salesPas encore d'évaluation
- Product Life Cycle - A Marketing Strategy SSMDocument25 pagesProduct Life Cycle - A Marketing Strategy SSMsagarmukherjee100% (1)
- Continuous Process Improvement Key ConceptsDocument23 pagesContinuous Process Improvement Key ConceptsRandeep SinghPas encore d'évaluation
- HRM Spring Semester 2014 - Lecture 3 (HR Planning)Document22 pagesHRM Spring Semester 2014 - Lecture 3 (HR Planning)SameerKarimiPas encore d'évaluation
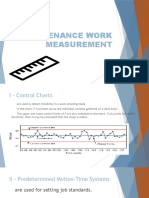
- Maintenance Work MeasurementDocument10 pagesMaintenance Work MeasurementZwitsal Roslinda AuditorPas encore d'évaluation
- HRP Importance and StepsDocument38 pagesHRP Importance and StepsyonataPas encore d'évaluation
- Animation in Design Systems PDFDocument39 pagesAnimation in Design Systems PDFKhoi PhamPas encore d'évaluation
- Work MeasurementDocument50 pagesWork Measurementpriya100% (1)
- 3.02 Single Case Experimental Designs Clinical Research and PracticeDocument23 pages3.02 Single Case Experimental Designs Clinical Research and PracticePaul Adrian BarbateiPas encore d'évaluation
- DFM Design for Manufacturability GuideDocument27 pagesDFM Design for Manufacturability Guidehsaini19762387Pas encore d'évaluation
- Carr and Latham's Technology of Clothing ManufactureD'EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerÉvaluation : 4 sur 5 étoiles4/5 (1)
- Projectile Motion Graph AnalysisDocument14 pagesProjectile Motion Graph AnalysisMark Gil Jalbuena Alteza67% (3)
- Module 5 Powder Metallurgy & Injection MouldingDocument72 pagesModule 5 Powder Metallurgy & Injection MouldingMaheshPas encore d'évaluation
- Introduction To Industrial EngineeringDocument1 pageIntroduction To Industrial EngineeringAl EnggPas encore d'évaluation
- Rapid Prototyping TechniqueDocument35 pagesRapid Prototyping TechniquekajavarunPas encore d'évaluation
- Samplin GDocument49 pagesSamplin Gkriscelle hernandezPas encore d'évaluation
- Sample Problems-Work SamplingDocument6 pagesSample Problems-Work SamplingL.a. Ladores100% (2)
- The Anatomy of a Developing MethodDocument11 pagesThe Anatomy of a Developing MethodTomas Goodik100% (1)
- IEMS Module-2 Work Study TechniqueDocument17 pagesIEMS Module-2 Work Study TechniqueM.José Copons GalloPas encore d'évaluation
- PDFDocument92 pagesPDFdhdavd6134Pas encore d'évaluation
- Temperature Field Analysis of Tunnel Kiln For Brick ProductionDocument6 pagesTemperature Field Analysis of Tunnel Kiln For Brick ProductionDWWillsonPas encore d'évaluation
- GSD Management PresentationDocument20 pagesGSD Management PresentationLM MuhammadPas encore d'évaluation
- Chapter 3: Logical Time: Ajay Kshemkalyani and Mukesh SinghalDocument67 pagesChapter 3: Logical Time: Ajay Kshemkalyani and Mukesh SinghalMichel MendozaPas encore d'évaluation
- Formula#1Document13 pagesFormula#1AuraPas encore d'évaluation
- Productivity and Reliability-Based Maintenance Management, Second EditionD'EverandProductivity and Reliability-Based Maintenance Management, Second EditionPas encore d'évaluation
- IEMS Module 6Document6 pagesIEMS Module 6VenkatramananPas encore d'évaluation
- IEMS Module 5Document31 pagesIEMS Module 5VenkatramananPas encore d'évaluation
- Unit-2 Concepts of Sociology PDFDocument11 pagesUnit-2 Concepts of Sociology PDFnehaPas encore d'évaluation
- Garment Analyzer™: Flexible Predetermined Motion Time SystemDocument30 pagesGarment Analyzer™: Flexible Predetermined Motion Time SystemardinrajaPas encore d'évaluation
- 1 PRoductivityDocument45 pages1 PRoductivityfaiaz joyPas encore d'évaluation
- Session 5-6 - The Passport Nightmare Business Process Analysis in Public Service PDFDocument6 pagesSession 5-6 - The Passport Nightmare Business Process Analysis in Public Service PDFDivya GiriPas encore d'évaluation
- Methods of Improving Productivity in AppDocument12 pagesMethods of Improving Productivity in AppThịnh Nguyễn HữuPas encore d'évaluation
- Industrial EngineeringDocument9 pagesIndustrial Engineeringrjrahul25Pas encore d'évaluation
- Idle Time Reduction in Machining Processes atDocument29 pagesIdle Time Reduction in Machining Processes atHarsheel PanchasaraPas encore d'évaluation
- Industrial Engineering PresentationDocument13 pagesIndustrial Engineering PresentationKent RodriguezPas encore d'évaluation
- Unit Ii: Process PlanningDocument17 pagesUnit Ii: Process PlanningVijaya Prabhu KumarasamyPas encore d'évaluation
- Industrial Engineering & Ergonomics (Me 392)Document35 pagesIndustrial Engineering & Ergonomics (Me 392)Sampson DziwornuPas encore d'évaluation
- WSAM - Work measurement techniques and latest developmentsDocument35 pagesWSAM - Work measurement techniques and latest developmentsNeel Kanth100% (1)
- Lecture 04 Product DesignDocument12 pagesLecture 04 Product DesignVimal GuptaPas encore d'évaluation
- Lean PDFDocument166 pagesLean PDFLucky Parashar100% (1)
- IE Management TechniquesDocument92 pagesIE Management TechniquesCharles OndiekiPas encore d'évaluation
- Improvement of Productivity of A Sewing Line by Using Line Balancing TechniqueDocument22 pagesImprovement of Productivity of A Sewing Line by Using Line Balancing TechniqueAronno ChowdhuryPas encore d'évaluation
- Training On Industrial Engineering Basics For RMGDocument2 pagesTraining On Industrial Engineering Basics For RMGSalil BiswasPas encore d'évaluation
- Basic IE knowledge for garment jobsDocument2 pagesBasic IE knowledge for garment jobssoban adilPas encore d'évaluation
- Design For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramDocument67 pagesDesign For X' (DES 508) : Dr. Arivazhagan. A IIITD&M, KancheepuramKeerthi SagarPas encore d'évaluation
- Features and benefits of modular production systemsDocument2 pagesFeatures and benefits of modular production systemsDrBollapu SudarshanPas encore d'évaluation
- Rapid Prototyping Lesson on SLA, SLS, LOM and FDMDocument15 pagesRapid Prototyping Lesson on SLA, SLS, LOM and FDMRishabh MendirattaPas encore d'évaluation
- Design Methodology GuideDocument67 pagesDesign Methodology GuideZachary OliverPas encore d'évaluation
- Role of IT in Lean ManufacturingDocument6 pagesRole of IT in Lean ManufacturingNatala WillzPas encore d'évaluation
- Manufacturing Technology Lab ManualDocument49 pagesManufacturing Technology Lab ManualMannem LeelaMohanPas encore d'évaluation
- Industrial Engineering Module 1 OverviewDocument156 pagesIndustrial Engineering Module 1 OverviewAkhil VSPas encore d'évaluation
- Product Design and Development - L1Document12 pagesProduct Design and Development - L1KOFI BROWNPas encore d'évaluation
- Ch-7 Assembly Line BalanceDocument42 pagesCh-7 Assembly Line BalanceIndra Chandra SetiawanPas encore d'évaluation
- Kirandeep - JIT & LeanDocument22 pagesKirandeep - JIT & LeanAmarjeet Singh RanaPas encore d'évaluation
- Improve Productivity With Method Study TechniquesDocument82 pagesImprove Productivity With Method Study TechniquesSitangshu PalPas encore d'évaluation
- IE - $ - & GSD SMV Basic Observed Rating Efficiency Earn Organization UCLDocument3 pagesIE - $ - & GSD SMV Basic Observed Rating Efficiency Earn Organization UCLMohammad MehediPas encore d'évaluation
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDocument15 pagesUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALPas encore d'évaluation
- Tero TechnologyDocument8 pagesTero TechnologyCharles Ondieki100% (1)
- Design, Development and Fabrication of Lawn Mover With Auto Collecting LawnDocument39 pagesDesign, Development and Fabrication of Lawn Mover With Auto Collecting LawnAmir Khan KaimganjPas encore d'évaluation
- Efficiency and Target Calculation: Engr. Motahar Hosen B.Sc. in Ipe (Sust), Mba (Ewu), Mecon in Environmental Economics (Du)Document11 pagesEfficiency and Target Calculation: Engr. Motahar Hosen B.Sc. in Ipe (Sust), Mba (Ewu), Mecon in Environmental Economics (Du)shuvoPas encore d'évaluation
- Theories of FailureDocument77 pagesTheories of FailureAnonymous 6HADGUEXDPas encore d'évaluation
- Just in TimeDocument29 pagesJust in Timejobij3Pas encore d'évaluation
- Reliability: Federal University of Technology OwerriDocument105 pagesReliability: Federal University of Technology OwerridialauchennaPas encore d'évaluation
- Industrial Management Unit V: Mrs D Pratibha Associate Professor Anurag Group of InstitutionsDocument53 pagesIndustrial Management Unit V: Mrs D Pratibha Associate Professor Anurag Group of InstitutionsD PRATIBHAPas encore d'évaluation
- Assembly Line BalancingDocument13 pagesAssembly Line Balancingzakria100100Pas encore d'évaluation
- Poetry 101Document8 pagesPoetry 101L.a. LadoresPas encore d'évaluation
- Seatwork Productivity LatestDocument1 pageSeatwork Productivity LatestL.a. LadoresPas encore d'évaluation
- Financial Accounting ProjectDocument9 pagesFinancial Accounting ProjectL.a. LadoresPas encore d'évaluation
- Human Resource Engineering Case StudyDocument14 pagesHuman Resource Engineering Case StudyL.a. Ladores100% (1)
- Seatwork Productivity LatestDocument1 pageSeatwork Productivity LatestL.a. LadoresPas encore d'évaluation
- Recruitment Process Lecture-FinalDocument36 pagesRecruitment Process Lecture-FinalL.a. LadoresPas encore d'évaluation
- Experiment 101 RESOLUTION OF FORCESDocument2 pagesExperiment 101 RESOLUTION OF FORCESL.a. Ladores100% (3)
- A Study Comparing The K+12 of The Philippines ToDocument19 pagesA Study Comparing The K+12 of The Philippines ToL.a. LadoresPas encore d'évaluation
- Kindergarten Inst, EtcDocument25 pagesKindergarten Inst, Etcjoy margaPas encore d'évaluation
- Andrei Linde, Dmitri Linde and Arthur Mezhlumian - Do We Live in The Center of The World?Document11 pagesAndrei Linde, Dmitri Linde and Arthur Mezhlumian - Do We Live in The Center of The World?PollmqcPas encore d'évaluation
- Aspects of The NovelDocument1 pageAspects of The NovelAugusto GarcíaPas encore d'évaluation
- AP Physics Lab Manual 2013-2014Document98 pagesAP Physics Lab Manual 2013-2014Cravoc001Pas encore d'évaluation
- VIII International Astronomy Olympiad problems and solutionsDocument1 pageVIII International Astronomy Olympiad problems and solutionsYangWenPas encore d'évaluation
- Tenses: Present Simple Present ContinuousDocument3 pagesTenses: Present Simple Present ContinuousIlie MadalinaPas encore d'évaluation
- The Miracles of MerajDocument3 pagesThe Miracles of Merajraza-e-khushtarPas encore d'évaluation
- The FogDocument14 pagesThe FogJohn KallimanisPas encore d'évaluation
- Migration and Race in Europe (History, Geography, Politics) 2022 SyllabusDocument17 pagesMigration and Race in Europe (History, Geography, Politics) 2022 SyllabusAle TiberioPas encore d'évaluation
- Science Year 4Document26 pagesScience Year 4Xiao LingPas encore d'évaluation
- A2 Unit 12 - Lesson Plan For Teachers.Document15 pagesA2 Unit 12 - Lesson Plan For Teachers.Lakshmikaandan RPas encore d'évaluation
- Ian Watt The Rise of the Novel (1956): Realism and the Novel FormDocument7 pagesIan Watt The Rise of the Novel (1956): Realism and the Novel FormalexPas encore d'évaluation
- Lesson Plan in Tve Iii - Dressmaking Grand DemonstrationDocument7 pagesLesson Plan in Tve Iii - Dressmaking Grand DemonstrationJocelyn Cortes IntanoPas encore d'évaluation
- 2 - 2 Hillier SpaceIsTheMachine TimeAsAspectOfSpaceDocument19 pages2 - 2 Hillier SpaceIsTheMachine TimeAsAspectOfSpaceKavyaPas encore d'évaluation
- Work Study: Arvind Shrouti, Option PositiveDocument34 pagesWork Study: Arvind Shrouti, Option PositivePrasethia TriPas encore d'évaluation
- Educational Leadership Approaches and PrinciplesDocument24 pagesEducational Leadership Approaches and PrinciplesAini AbbasiPas encore d'évaluation
- Sample Questions With Sol. - IIT JAM BT USP-13Document7 pagesSample Questions With Sol. - IIT JAM BT USP-13Vedant 23 GooglePas encore d'évaluation