Vous aimerez peut-être aussi
- Machines, Tools and Methods of Automobile ManufactureD'EverandMachines, Tools and Methods of Automobile ManufactureÉvaluation : 4 sur 5 étoiles4/5 (1)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopD'EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Gas Turbine Power PlantDocument15 pagesGas Turbine Power Plantrahul100% (1)
- Cupola Furnace-Iron MakingDocument32 pagesCupola Furnace-Iron MakingSameer MdPas encore d'évaluation
- BLR - Operation & Maintenance Q&A - 2017Document50 pagesBLR - Operation & Maintenance Q&A - 2017RAJKUMARPas encore d'évaluation
- North American Contraflow Masonry Heater Glossary of TermsD'EverandNorth American Contraflow Masonry Heater Glossary of TermsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Boiler Components: Super HeaterDocument2 pagesBoiler Components: Super Heaterponnivalavans_994423Pas encore d'évaluation
- Boiler Cleaning Technologies - Water Lance VsDocument3 pagesBoiler Cleaning Technologies - Water Lance VsDSGPas encore d'évaluation
- Combustion TuningDocument9 pagesCombustion TuningRamakrishnan NatarajanPas encore d'évaluation
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara SaeedPas encore d'évaluation
- Commissioning ManualDocument34 pagesCommissioning ManualMostafa Sharaf100% (5)
- List of Industries in VijayawadaDocument28 pagesList of Industries in VijayawadaSuman Racha80% (15)
- 13 New MaterialsDocument92 pages13 New MaterialsShankar JhaPas encore d'évaluation
- Boiler Book PDFDocument44 pagesBoiler Book PDFmpgzyah100% (5)
- Industrial BoilersDocument32 pagesIndustrial BoilersNipun SabharwalPas encore d'évaluation
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocument5 pagesTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniPas encore d'évaluation
- BoilersDocument47 pagesBoilersAshish RawatPas encore d'évaluation
- Heat Recovery From Exhaust GasesDocument6 pagesHeat Recovery From Exhaust GasesnaveenPas encore d'évaluation
- Boiler BasicsDocument61 pagesBoiler Basicsfferla100% (1)
- PPTDocument86 pagesPPTAjeet Sony100% (1)
- Iron ProductionDocument7 pagesIron ProductionVij_78Pas encore d'évaluation
- Boiler Maintenance and OperationsDocument30 pagesBoiler Maintenance and OperationsSuresh SenanayakePas encore d'évaluation
- Glass 4 - 5 11 - 2015Document70 pagesGlass 4 - 5 11 - 2015Laxman KumarPas encore d'évaluation
- Iron Making Unit 2Document72 pagesIron Making Unit 2Prashant NPas encore d'évaluation
- Steam GeneratorDocument55 pagesSteam GeneratorSumeet SinghPas encore d'évaluation
- Unit 2: BoilersDocument43 pagesUnit 2: Boilersommech2020Pas encore d'évaluation
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinPas encore d'évaluation
- Furnace PDFDocument75 pagesFurnace PDFNiladri BiswasPas encore d'évaluation
- Boilers - Thermal EngineeringDocument45 pagesBoilers - Thermal Engineeringommech2020Pas encore d'évaluation
- Steam BlowingDocument28 pagesSteam BlowingRajeshPas encore d'évaluation
- SORG Glas - Melting TechnologyDocument27 pagesSORG Glas - Melting Technologymetalman_m100% (2)
- Industrial Boilers Our Objective: To Describe and Explain The Boilers' Functions and The Two MainDocument33 pagesIndustrial Boilers Our Objective: To Describe and Explain The Boilers' Functions and The Two MainKhairulPas encore d'évaluation
- BOILER CONSTRUCTION ADocument51 pagesBOILER CONSTRUCTION Ahafiz aimanPas encore d'évaluation
- Lect 1 FurnaceDocument42 pagesLect 1 FurnaceAyushPas encore d'évaluation
- Meg 5-LF-38-39 Boiler and Turbine Defects and RepairDocument42 pagesMeg 5-LF-38-39 Boiler and Turbine Defects and RepairAkash KandwalPas encore d'évaluation
- High Pressure BoilersDocument18 pagesHigh Pressure BoilersVivek VardhanPas encore d'évaluation
- 1.4 Gating SystemDocument23 pages1.4 Gating SystemBhuvanesh A. GPas encore d'évaluation
- Lect-Ns-Casting6 Melting FurnacesDocument14 pagesLect-Ns-Casting6 Melting FurnacesMohd AbrarPas encore d'évaluation
- Boilers 1Document29 pagesBoilers 1Thakur Kamal Prasad50% (2)
- Astrial BoilersDocument22 pagesAstrial Boilersrock11kPas encore d'évaluation
- Industrial BoilersDocument22 pagesIndustrial BoilersAbdul Razzaq MughalPas encore d'évaluation
- Boiler Design AspectsDocument43 pagesBoiler Design AspectsAashish PalPas encore d'évaluation
- Meg 5-LF-29-30 Types of Aux BoilersDocument54 pagesMeg 5-LF-29-30 Types of Aux BoilersAkash KandwalPas encore d'évaluation
- Steam Generators 2Document33 pagesSteam Generators 2gbharathreddysPas encore d'évaluation
- Soot BlowersDocument36 pagesSoot BlowersarifullahPas encore d'évaluation
- Industrial BoilersDocument22 pagesIndustrial BoilersTONY BAYERNPas encore d'évaluation
- Heat PipeDocument21 pagesHeat PipeDeepak KumarPas encore d'évaluation
- Alstom Process Gas CoolerDocument12 pagesAlstom Process Gas Coolerrajaramc100% (1)
- TWReformer Technical DetailsDocument3 pagesTWReformer Technical DetailsSayiram GovindasamyPas encore d'évaluation
- Lec 10 Commonly Used FurnacesDocument35 pagesLec 10 Commonly Used FurnacesSakunaPappuPas encore d'évaluation
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara Saeed0% (1)
- Boiler Pressure PartsDocument3 pagesBoiler Pressure PartsBedabyas DehuryPas encore d'évaluation
- Oschatz Non-Ferrous Metallurgy enDocument12 pagesOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciPas encore d'évaluation
- Air To Air Heat Exchangers: Typical ApplicationsDocument2 pagesAir To Air Heat Exchangers: Typical ApplicationsSomesh's AstroworldPas encore d'évaluation
- 01 - Chemetics Gas-Gas Heat Exchanger InfoSheetDocument2 pages01 - Chemetics Gas-Gas Heat Exchanger InfoSheetWeb LogueandoPas encore d'évaluation
- Furnaces ReportDocument10 pagesFurnaces ReportMay FadlPas encore d'évaluation
- 01 - Chemetics Converter InfoSheetDocument2 pages01 - Chemetics Converter InfoSheetWeb LogueandoPas encore d'évaluation
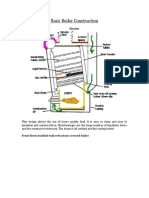
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerDocument12 pagesBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoPas encore d'évaluation
- Basic Boiler ConstructionDocument8 pagesBasic Boiler ConstructionLuthfi Yulian FikriPas encore d'évaluation
- IncineratorDocument20 pagesIncineratorDanysh ShafeePas encore d'évaluation
- Industrial BoilersDocument81 pagesIndustrial BoilersRavi PrajapatiPas encore d'évaluation
- Basic Boiler ConstructionDocument37 pagesBasic Boiler ConstructionSudarmarine SudharPas encore d'évaluation
- Design Steps: Furnace of A Steam Generator: Selection of Geometric ParametersDocument21 pagesDesign Steps: Furnace of A Steam Generator: Selection of Geometric Parametersank_mehraPas encore d'évaluation
- Steel Making Using Open Hearth Furnace-1Document9 pagesSteel Making Using Open Hearth Furnace-1victorymusa45Pas encore d'évaluation
- Part 1 What Is Fired Heater & How It WorksDocument35 pagesPart 1 What Is Fired Heater & How It WorksMoh HassanPas encore d'évaluation
- Heat Exchanger: Department of Chemical Engineering, University of Engineering & Technology LahoreDocument31 pagesHeat Exchanger: Department of Chemical Engineering, University of Engineering & Technology LahoreDINESHRAMANUJAMPas encore d'évaluation
- Scientific American Supplement, No. 303, October 22, 1881D'EverandScientific American Supplement, No. 303, October 22, 1881Pas encore d'évaluation
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemD'EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemPas encore d'évaluation
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901D'EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901Pas encore d'évaluation
- Boiler ManualDocument20 pagesBoiler Manualgflores65100% (1)
- Industrial Heating ProcessesDocument23 pagesIndustrial Heating ProcessesArturo OrtizPas encore d'évaluation
- Industrial Microdiffusion Dual-Fuel BurnersDocument12 pagesIndustrial Microdiffusion Dual-Fuel Burnersneurolepsia3790Pas encore d'évaluation
- OPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430Document4 pagesOPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430muopioidreceptor100% (1)
- Fuel Processing Technology: Roman Weber, Marco Mancini, Natalia Schaffel-Mancini, Tomasz KupkaDocument16 pagesFuel Processing Technology: Roman Weber, Marco Mancini, Natalia Schaffel-Mancini, Tomasz KupkaJubert Angelo Ramos ParedesPas encore d'évaluation
- July 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Document5 pagesJuly 5, 1949. ' R. - Hasche - 2,475,282: Filed Jan. 21, 1946 ' 2 Sheets-Sheet 1Yanpiero BalladoresPas encore d'évaluation
- Coal Handling Plant in A Thermal Power Generating StationDocument27 pagesCoal Handling Plant in A Thermal Power Generating StationNate PawangPas encore d'évaluation
- Waste Plastic To Diesel Oil Plant - Making Diesel From PlasticDocument8 pagesWaste Plastic To Diesel Oil Plant - Making Diesel From PlasticRaju GummaPas encore d'évaluation
- Bhushan Power and Steel Limited Chandigarh Prepared in Partial Fulfillment of Industrial TrainingDocument36 pagesBhushan Power and Steel Limited Chandigarh Prepared in Partial Fulfillment of Industrial TrainingSam BasatiPas encore d'évaluation
- References IndustrialboilerserviceDocument16 pagesReferences IndustrialboilerserviceagusaryasPas encore d'évaluation
- Incinerator - Drawing ChecklistDocument13 pagesIncinerator - Drawing ChecklistcatherinePas encore d'évaluation
- Dasar Teori PendinginDocument64 pagesDasar Teori PendinginsuhandywPas encore d'évaluation
- (Brochure) INBA System en PDFDocument6 pages(Brochure) INBA System en PDFAroon ChePas encore d'évaluation
- Lab Equipment Training SDocument176 pagesLab Equipment Training Sjoseph taliPas encore d'évaluation
- Radiant Tube Heating StripDocument9 pagesRadiant Tube Heating StripSajib Chandra RoyPas encore d'évaluation
- E2EB Inter Therm Central AirDocument28 pagesE2EB Inter Therm Central AirJason D ClarkPas encore d'évaluation
- Boiler OperationDocument3 pagesBoiler OperationSarah FrazierPas encore d'évaluation
- Clean Steel Making Initiatives in DRI / EAF ProcessDocument31 pagesClean Steel Making Initiatives in DRI / EAF Processkar_kaushik20037144Pas encore d'évaluation
- Formosa Olefins Expansion Draft Sob061914 PDFDocument53 pagesFormosa Olefins Expansion Draft Sob061914 PDFKmajdianPas encore d'évaluation