Vous aimerez peut-être aussi
- Destilacion FlashDocument29 pagesDestilacion FlashLuis Carlos Ayllón EscobarPas encore d'évaluation
- Procesos Petroquimicos No Basica DerivadDocument39 pagesProcesos Petroquimicos No Basica DerivadLuis Carlos Ayllón EscobarPas encore d'évaluation
- Wapwcificaciones de Montacargas CatDocument2 pagesWapwcificaciones de Montacargas CatLuis Carlos Ayllón EscobarPas encore d'évaluation
- Diseño y Construcción de Una Turbina de GasDocument22 pagesDiseño y Construcción de Una Turbina de GasLuis Carlos Ayllón EscobarPas encore d'évaluation
- Jet A 1Document9 pagesJet A 1Luis Carlos Ayllón EscobarPas encore d'évaluation
- El ABC de La Instrumentacion en El Control de Procesos IndustrialesDocument110 pagesEl ABC de La Instrumentacion en El Control de Procesos IndustrialesAlan Ricardo Tejeda Grijalva88% (25)
- Extraccion de GLP (Reparado)Document25 pagesExtraccion de GLP (Reparado)Luis Carlos Ayllón Escobar100% (1)
- Informe Càndida Miranda 2020Document6 pagesInforme Càndida Miranda 2020Saul CardozaPas encore d'évaluation
- Especificaciones Tecnicas Sistema de Desague 20-06-2013Document83 pagesEspecificaciones Tecnicas Sistema de Desague 20-06-2013Anderson Taipe HurtadoPas encore d'évaluation
- 10.501.30.00ES RevB PDFDocument20 pages10.501.30.00ES RevB PDFlcsandovalr989Pas encore d'évaluation
- Anexo Comunicado-Cadena Funcional e Indicadores De-BrechasDocument1 pageAnexo Comunicado-Cadena Funcional e Indicadores De-BrechasEdgar EdgePas encore d'évaluation
- Presentación de Energía 06 18Document12 pagesPresentación de Energía 06 18BENJAMIN MUNGUIA OROZCOPas encore d'évaluation
- Adivinanzas Trabalenguas ChistesDocument5 pagesAdivinanzas Trabalenguas ChistesBeto Veliz BonillaPas encore d'évaluation
- Determinación - SO4Document12 pagesDeterminación - SO4Dany Roberto ALPas encore d'évaluation
- Acambaro Lugar de MagueyesDocument113 pagesAcambaro Lugar de MagueyesLuis Diaz100% (1)
- 12analisisdemaximasavenidas 161020053845Document72 pages12analisisdemaximasavenidas 161020053845Jhamil TarquiPas encore d'évaluation
- Matriz DofaDocument6 pagesMatriz DofaDaniel Mahecha MaciasPas encore d'évaluation
- 001 Estudio de Impacto Ambiental - TumanDocument85 pages001 Estudio de Impacto Ambiental - TumanJeampierre Qc100% (1)
- Matriz de Leopold TrabajoDocument29 pagesMatriz de Leopold TrabajoIsaí García CórdovaPas encore d'évaluation
- Actividad Sesión 7 FilosofiaDocument3 pagesActividad Sesión 7 Filosofiaraul enrique valdeiglesias abarcaPas encore d'évaluation
- FICHA #3 Relieve UruguayDocument6 pagesFICHA #3 Relieve UruguayAna BritosPas encore d'évaluation
- LA ENERGÍA - Renovable PDFDocument15 pagesLA ENERGÍA - Renovable PDFVictor GonzalezPas encore d'évaluation
- CATALOGO E Arevalo 2022Document189 pagesCATALOGO E Arevalo 2022Evelyn ValenciaPas encore d'évaluation
- Solicitud Auxiliar AlcaldeDocument4 pagesSolicitud Auxiliar AlcaldeDinora CarcamoPas encore d'évaluation
- Etica El AguaDocument10 pagesEtica El AguaSantiago SanchezPas encore d'évaluation
- Situacion Astronomic A y Geografica de Venezuela Tema 1Document26 pagesSituacion Astronomic A y Geografica de Venezuela Tema 1yetnifferPas encore d'évaluation
- Elaoracion de Filtro de Agua CaseroDocument20 pagesElaoracion de Filtro de Agua Caseroanon_389779294Pas encore d'évaluation
- Prot Los LagosDocument81 pagesProt Los LagosEduardo Mondaca MansillaPas encore d'évaluation
- Pm-Ga.3.74.91 Formato de Campo Permiso de Vertimientos.Document4 pagesPm-Ga.3.74.91 Formato de Campo Permiso de Vertimientos.paulaPas encore d'évaluation
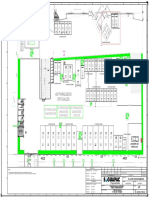
- Plano Parqueo Trasero - Replanteo de ParqueosDocument1 pagePlano Parqueo Trasero - Replanteo de ParqueosAlejandroPas encore d'évaluation
- Proyecto SondajeDocument14 pagesProyecto SondajeLeonardo Contreras GuajardoPas encore d'évaluation
- Procedimientos Operacionales Estandarizados de Sanitización Poes-HeladeriaDocument22 pagesProcedimientos Operacionales Estandarizados de Sanitización Poes-HeladeriaCinthiaLissetSantacruzSoto100% (1)
- Compañia Minera AurexDocument6 pagesCompañia Minera AurexAlejandro Sifuentes VillanuevaPas encore d'évaluation
- GeopresionesDocument42 pagesGeopresionesAle J Ch DPas encore d'évaluation
- Estudio de Optimización Valle de PutaendoDocument355 pagesEstudio de Optimización Valle de PutaendoEsteban JamettPas encore d'évaluation
- Impactos Ambientales Generados Por Los Procesos PirometalurgicosDocument11 pagesImpactos Ambientales Generados Por Los Procesos PirometalurgicosalcidaPas encore d'évaluation