Vous aimerez peut-être aussi
- Hic WM-24Document29 pagesHic WM-24SriramPas encore d'évaluation
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- What Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?Document4 pagesWhat Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?behzad mohammadiPas encore d'évaluation
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Cold Cracking of Welds SodelDocument2 pagesCold Cracking of Welds Sodelfaridshabani100% (1)
- Venkat's Preparation of CracksDocument4 pagesVenkat's Preparation of Cracksvineet chandra khanduriPas encore d'évaluation
- Welding Inspection: Weldability of Steels Course Reference WIS 5Document58 pagesWelding Inspection: Weldability of Steels Course Reference WIS 5Joerge Ryan MaramotPas encore d'évaluation
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- CSWIP NotesDocument6 pagesCSWIP Notestulasirao.nammiPas encore d'évaluation
- 17 Weldability of SteelsDocument54 pages17 Weldability of SteelsPraviBeetlesPas encore d'évaluation
- Hydrogen Induced Cracking: CracksDocument13 pagesHydrogen Induced Cracking: CracksSukmaSuciPas encore d'évaluation
- HAZ - Hydrogen Cracking - arc-welding-cracks-HAZDocument3 pagesHAZ - Hydrogen Cracking - arc-welding-cracks-HAZarjun prajapatiPas encore d'évaluation
- Stainless SteelsDocument16 pagesStainless SteelsGnobelPas encore d'évaluation
- Welding CS Bush PDFDocument8 pagesWelding CS Bush PDFNattapong PongbootPas encore d'évaluation
- Heat Treatment and The Effect of Welding: Week 2Document44 pagesHeat Treatment and The Effect of Welding: Week 2Arun SundarPas encore d'évaluation
- 1-2 Welding of SteelsDocument23 pages1-2 Welding of Steelsجعفر صادقPas encore d'évaluation
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi100% (1)
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi75% (4)
- Hydroprocessing Units CorrosionDocument49 pagesHydroprocessing Units CorrosionAvinawPas encore d'évaluation
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369Pas encore d'évaluation
- Welding of CS Materials For Use in Sour ServiceDocument8 pagesWelding of CS Materials For Use in Sour ServicetrpacPas encore d'évaluation
- High Temperature Effects On Vessel IntegrityDocument33 pagesHigh Temperature Effects On Vessel IntegrityImthiyaz H100% (1)
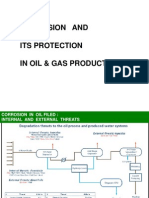
- Corrosion in Oil GasDocument108 pagesCorrosion in Oil Gaslaz_k100% (1)
- Welding, Brazing, Soldering, SurfacingDocument104 pagesWelding, Brazing, Soldering, SurfacingTanuj SharmaPas encore d'évaluation
- Welding Eithout Cold CracingDocument7 pagesWelding Eithout Cold CracingJanno RubenPas encore d'évaluation
- Prepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurDocument39 pagesPrepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurFaiz IshakPas encore d'évaluation
- Base Metals and Base-Metal Family Groups: Metallurgical ReactionsDocument114 pagesBase Metals and Base-Metal Family Groups: Metallurgical ReactionsYasa CossioPas encore d'évaluation
- Welding MetallurgyDocument30 pagesWelding MetallurgySamanthaPereraPas encore d'évaluation
- Welding MetallurgyDocument30 pagesWelding MetallurgySenakePas encore d'évaluation
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaPas encore d'évaluation
- Welding Carbon Steel in Sour ServiceDocument8 pagesWelding Carbon Steel in Sour ServiceSarah Shibu ThomasPas encore d'évaluation
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuPas encore d'évaluation
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDocument7 pagesCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Hydrogen HAZ Cracking and Solidification Cracking in Weld - GN - 6-04Document3 pagesHydrogen HAZ Cracking and Solidification Cracking in Weld - GN - 6-04arjun prajapatiPas encore d'évaluation
- Galvanic Corrosion PDFDocument16 pagesGalvanic Corrosion PDFdraj1875977Pas encore d'évaluation
- Hydrogen CrackinDocument5 pagesHydrogen CrackinrezaPas encore d'évaluation
- CorrosionDocument57 pagesCorrosionrahul72Pas encore d'évaluation
- Why Use Preheat and Post Weld Heat Treatments Brochure PDFDocument2 pagesWhy Use Preheat and Post Weld Heat Treatments Brochure PDFErick HoganPas encore d'évaluation
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamPas encore d'évaluation
- Materials For High Temperature High Pressure Applications andDocument28 pagesMaterials For High Temperature High Pressure Applications andDrVRKPas encore d'évaluation
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaPas encore d'évaluation
- Welding Metallurgy 2Document12 pagesWelding Metallurgy 2mmr315Pas encore d'évaluation
- 11-14%Cr IIW Document - Part 2Document21 pages11-14%Cr IIW Document - Part 2GagrigorePas encore d'évaluation
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarPas encore d'évaluation
- Hydrogen Embrittlement PDFDocument4 pagesHydrogen Embrittlement PDFVenu Prasad100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelPas encore d'évaluation
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantD'EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- High Temperature Corrosion: Fundamentals and EngineeringD'EverandHigh Temperature Corrosion: Fundamentals and EngineeringPas encore d'évaluation
- Corrosion: Corrosion ControlD'EverandCorrosion: Corrosion ControlL L ShreirÉvaluation : 5 sur 5 étoiles5/5 (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesD'EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesPas encore d'évaluation
- Part 185 Project Saves Time and Money For Amerada HessDocument1 pagePart 185 Project Saves Time and Money For Amerada Hessravindra_jivaniPas encore d'évaluation
- Part 177 BS en 287-1 and BS en Iso 9606-1 For Welder QualificationDocument2 pagesPart 177 BS en 287-1 and BS en Iso 9606-1 For Welder Qualificationravindra_jivaniPas encore d'évaluation
- Part 180 Ir and BCF Weld Differences For Thermoplastic PipingDocument1 pagePart 180 Ir and BCF Weld Differences For Thermoplastic Pipingravindra_jivaniPas encore d'évaluation
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDocument2 pagesPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniPas encore d'évaluation
- PART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I UseDocument2 pagesPART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I Useravindra_jivaniPas encore d'évaluation
- PART 161 Resistance and Mechanical JoiningDocument2 pagesPART 161 Resistance and Mechanical Joiningravindra_jivaniPas encore d'évaluation
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniPas encore d'évaluation
- PART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG WeldingDocument2 pagesPART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG Weldingravindra_jivaniPas encore d'évaluation
- PART 157 What Is Submerged Arc Welding ProcessDocument5 pagesPART 157 What Is Submerged Arc Welding Processravindra_jivaniPas encore d'évaluation
- PART 158 What Is Narrow Gap WeldingDocument1 pagePART 158 What Is Narrow Gap Weldingravindra_jivaniPas encore d'évaluation
- PART 149 What Is Fusion WeldingDocument2 pagesPART 149 What Is Fusion Weldingravindra_jivaniPas encore d'évaluation
- PART 142 What Is Corrosion - Definition and PreventionDocument3 pagesPART 142 What Is Corrosion - Definition and Preventionravindra_jivaniPas encore d'évaluation
- Biology Today and Tomorrow With Physiology 5th Edition Starr Test Bank DownloadDocument23 pagesBiology Today and Tomorrow With Physiology 5th Edition Starr Test Bank DownloadAnne Rolling100% (20)
- Đề Anh Kc Lần 2-2019 - Mã 210Document6 pagesĐề Anh Kc Lần 2-2019 - Mã 210Thinh LePas encore d'évaluation
- Problem 12-4 Gas Cap ExpansionDocument2 pagesProblem 12-4 Gas Cap Expansionmhuf89Pas encore d'évaluation
- Piense II Parte 5dDocument5 pagesPiense II Parte 5dji.gomezcalderaPas encore d'évaluation
- Alpha Purified Water Refilling StationDocument50 pagesAlpha Purified Water Refilling StationJong Dollente Jr.Pas encore d'évaluation
- 00-Reference Document On Best Available Techniques in The Large Volume Organic Chemical IndustryDocument478 pages00-Reference Document On Best Available Techniques in The Large Volume Organic Chemical IndustryAurelia Rivier SettonPas encore d'évaluation
- "The Journey Is The Destination." : Dan EldonDocument8 pages"The Journey Is The Destination." : Dan EldonAlok Reddy JakkulaPas encore d'évaluation
- Future of Irrigation in IndiaDocument354 pagesFuture of Irrigation in IndiaNitin S JogPas encore d'évaluation
- Canal IrrigationDocument132 pagesCanal Irrigationshrikanttekadeyahooc67% (3)
- Narrative Report World Toilet DayDocument2 pagesNarrative Report World Toilet DayBithao Daisy84% (19)
- Dunares PDFDocument8 pagesDunares PDFbelenPas encore d'évaluation
- Fair Poly LTD.: Machine Cleaning ProcedureDocument2 pagesFair Poly LTD.: Machine Cleaning ProcedurelatifPas encore d'évaluation
- Waste Seg EngDocument2 pagesWaste Seg Enganiya syoPas encore d'évaluation
- Lumina 17 A2 User GBDocument69 pagesLumina 17 A2 User GBAndrewPas encore d'évaluation
- Self Curing and Self Compacted ConcreteDocument64 pagesSelf Curing and Self Compacted ConcretedhwaniPas encore d'évaluation
- Iqra's Vocabulary Register: Word Dictionary Meaning Synonyms Antonyms Sample SentenceDocument4 pagesIqra's Vocabulary Register: Word Dictionary Meaning Synonyms Antonyms Sample SentenceiqraPas encore d'évaluation
- Borehole & Water Treatment Plant ServicesDocument10 pagesBorehole & Water Treatment Plant ServicesBobor Emmanuel OfovwePas encore d'évaluation
- Provo River PaperDocument8 pagesProvo River Paperapi-242430078Pas encore d'évaluation
- Fly Fishing in BosniaDocument20 pagesFly Fishing in BosniampodrugPas encore d'évaluation
- 1993 Utah Native Plant Society Annual CompliationsDocument63 pages1993 Utah Native Plant Society Annual CompliationsFriends of Utah Native Plant SocietyPas encore d'évaluation
- Presentation On Biodiversity Management, Forest Management, Water ManagementDocument30 pagesPresentation On Biodiversity Management, Forest Management, Water ManagementPuneet JindalPas encore d'évaluation
- Unit 1 EnvironmentDocument54 pagesUnit 1 EnvironmentRUSHIL SHAHPas encore d'évaluation
- Foreign Organic MatterDocument15 pagesForeign Organic MatterSunitha Katta100% (1)
- Disaster QPDocument2 pagesDisaster QPArul MuruganPas encore d'évaluation
- INTERCHANGE 3 Unit 1 8 TestDocument3 pagesINTERCHANGE 3 Unit 1 8 TestMariana Thawane da Costa BicalhoPas encore d'évaluation
- The Underground HighwayDocument80 pagesThe Underground HighwayseafloorianPas encore d'évaluation
- Jón Kristinsson: Edited by Andy Van Den DobbelsteenDocument17 pagesJón Kristinsson: Edited by Andy Van Den DobbelsteenWika NurikaPas encore d'évaluation
- Advanced Passive Pre Chamber Spark PlugDocument16 pagesAdvanced Passive Pre Chamber Spark Plugfaraz24Pas encore d'évaluation
- Method Statement For HydroseedingDocument3 pagesMethod Statement For HydroseedingSab Ri100% (2)
- Abhishek Roy SSPDocument65 pagesAbhishek Roy SSPNavneet Kumar SinghPas encore d'évaluation