Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Che 452 General Approach To Model Formulation and Problem SolvingDocument1 pageChe 452 General Approach To Model Formulation and Problem SolvingMujahid HaddadPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Mujahid v1904Document3 pagesMujahid v1904Mujahid HaddadPas encore d'évaluation
- ReactionDocument14 pagesReactionMujahid HaddadPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Chapter6 Material ScienceDocument12 pagesChapter6 Material ScienceMujahid HaddadPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Chapter 5 Leaching PDFDocument13 pagesChapter 5 Leaching PDFrosesahawnehPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Chapter Seven Water Cooling TowersDocument5 pagesChapter Seven Water Cooling TowersMujahid HaddadPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Modern Theory of CorrosionDocument98 pagesModern Theory of CorrosionMujahid HaddadPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- General Introduction: Chapter Four ExtractionDocument19 pagesGeneral Introduction: Chapter Four ExtractionMujahid HaddadPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
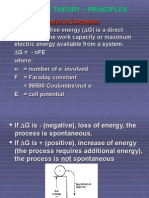
- Principles of CorrosionDocument15 pagesPrinciples of CorrosionMujahid HaddadPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Chapter1 - Introduction and Basic ConceptsDocument36 pagesChapter1 - Introduction and Basic ConceptsMujahid HaddadPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- LS - 0 - 2 - 2d3125 - 024d2f3562799-Bioinorganic (Previous Year)Document9 pagesLS - 0 - 2 - 2d3125 - 024d2f3562799-Bioinorganic (Previous Year)Hamit Rana100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Fulltext01 PDFDocument57 pagesFulltext01 PDFMURUGANPas encore d'évaluation
- Case-5 2Document10 pagesCase-5 2Junghoon YangPark100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Equivalent Concept PDFDocument49 pagesEquivalent Concept PDFrockingrazz100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Nov 2015Document54 pagesNov 2015dharshanaabPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Gce Chemistry ReviewDocument41 pagesGce Chemistry Review7a4374 hisPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- A Review On Real Time Embedded System For Asscessment of Potable Water QualityDocument4 pagesA Review On Real Time Embedded System For Asscessment of Potable Water QualityEditor IJRITCCPas encore d'évaluation
- G9 2017 2018Document9 pagesG9 2017 2018Fatima SlimPas encore d'évaluation
- Transition ElementsDocument31 pagesTransition ElementsAditya Bansal100% (2)
- Mark Scheme (Results) January 2020: Pearson Edexcel International GCSE in Chemistry (4CH1) Paper 1CDocument23 pagesMark Scheme (Results) January 2020: Pearson Edexcel International GCSE in Chemistry (4CH1) Paper 1Cmostafa barakat85% (13)
- Science Chapterwise Topicwise Important Points and Question BankDocument101 pagesScience Chapterwise Topicwise Important Points and Question BankAmarjeet kaur100% (1)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 12 Chemistry Impq CH03 Electro Chemistry 01 PDFDocument9 pages12 Chemistry Impq CH03 Electro Chemistry 01 PDFYamini ChandelPas encore d'évaluation
- Extracting Metals KS3Document9 pagesExtracting Metals KS3Audrey NahuriraPas encore d'évaluation
- 03 Moles WSDocument45 pages03 Moles WSAhsan SaleemPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- To Study Various Factors On Which The Internal Resistance/emf of A Cell DependsDocument12 pagesTo Study Various Factors On Which The Internal Resistance/emf of A Cell DependsRudraunsh Yadav80% (15)
- 9701 s14 QP 22Document12 pages9701 s14 QP 22Abhin SfPas encore d'évaluation
- 01-Principles of Blood Gas Measurement (D Nolte)Document12 pages01-Principles of Blood Gas Measurement (D Nolte)Sunila AkramPas encore d'évaluation
- Class 11 Physics Important QuestionsDocument4 pagesClass 11 Physics Important QuestionsIshar ravaniPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- INKOMPATIBILITAS 2017 - Pak Suprapto, AptDocument50 pagesINKOMPATIBILITAS 2017 - Pak Suprapto, Aptfaiza rahmaPas encore d'évaluation
- PHYS SCI 2024 National ANNUAL TEACHING PLAN GRADE 12Document8 pagesPHYS SCI 2024 National ANNUAL TEACHING PLAN GRADE 12masibulele641Pas encore d'évaluation
- Men's Muscle & Health - August 2015 AUDocument140 pagesMen's Muscle & Health - August 2015 AUZoltán DánPas encore d'évaluation
- Chem 131 Lesson 8Document5 pagesChem 131 Lesson 8Denampo Ivan MikhaelPas encore d'évaluation
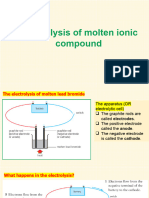
- Electrolysis of Molten Ionic CompoundDocument8 pagesElectrolysis of Molten Ionic CompoundAngel MulyadiPas encore d'évaluation
- 2 - Metals and Non-Metals Class 8Document16 pages2 - Metals and Non-Metals Class 8arjun swarnkarPas encore d'évaluation
- Report 1Document16 pagesReport 1Tuyết TrânPas encore d'évaluation
- 2013 YJC H2 Chem Prelim P3Document11 pages2013 YJC H2 Chem Prelim P3Chow Kim WanPas encore d'évaluation
- Difco ManualDocument860 pagesDifco ManualArpit BhargavaPas encore d'évaluation
- Examples of Homogeneous CatalysisDocument2 pagesExamples of Homogeneous Catalysisnitaariani160% (1)
- 1 s2.0 S1226086X12001566 MainDocument7 pages1 s2.0 S1226086X12001566 Mainrizanda93Pas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chemical Incompatibility Table and Storage RecommendationsDocument3 pagesChemical Incompatibility Table and Storage Recommendationsdjuerga77Pas encore d'évaluation