Vous aimerez peut-être aussi
- Chapter 12: Learning Objectives: - You Should Be Able ToDocument34 pagesChapter 12: Learning Objectives: - You Should Be Able Tochiji chzzzmeowPas encore d'évaluation
- MRPDocument34 pagesMRPPrashant KalaskarPas encore d'évaluation
- MRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La EmpresaDocument46 pagesMRP and Erp: Planeacion de Requerimientos de Materiales Y Planeacion de Recursos de La Empresaagustin6551Pas encore d'évaluation
- Clase MRP 2Document45 pagesClase MRP 2Raed DallaliPas encore d'évaluation
- MRP & Erp: Prof. Eloida C. DagumboyDocument22 pagesMRP & Erp: Prof. Eloida C. DagumboyRowena MalinaoPas encore d'évaluation
- OM Chapter 3Document28 pagesOM Chapter 3Tuấn TrườngPas encore d'évaluation
- Material Requirement PlanningDocument41 pagesMaterial Requirement Planningmaxz123Pas encore d'évaluation
- MRP ExercisesDocument19 pagesMRP ExercisesCesar Corzo DiazPas encore d'évaluation
- Material Requirements PlanningDocument38 pagesMaterial Requirements PlanningTanimPas encore d'évaluation
- MRP and ErpDocument25 pagesMRP and ErpTaranjeetPas encore d'évaluation
- Chapter 14 - : Planning (MRP and ERP)Document31 pagesChapter 14 - : Planning (MRP and ERP)Arnab GhoshPas encore d'évaluation
- Operations Management: Dr. HasanuzzamanDocument37 pagesOperations Management: Dr. HasanuzzamanNandini KumarPas encore d'évaluation
- HK222. CH - 04 - Material Requirement PlanningDocument35 pagesHK222. CH - 04 - Material Requirement PlanningHOÀNG PHẠM HUYPas encore d'évaluation
- MRP CjaDocument26 pagesMRP CjaRendy FranataPas encore d'évaluation
- MRPDocument31 pagesMRPRajyalakshmiPas encore d'évaluation
- MRP Part IDocument48 pagesMRP Part IDanielle David AbandoPas encore d'évaluation
- Material Requirement PlanningDocument32 pagesMaterial Requirement PlanningNaima RashidPas encore d'évaluation
- Material Requirements Planning & ERP PPT at BEC DOMSDocument44 pagesMaterial Requirements Planning & ERP PPT at BEC DOMSBabasab Patil (Karrisatte)Pas encore d'évaluation
- School of EngineeringDocument11 pagesSchool of EngineeringJoyce ChoyPas encore d'évaluation
- Chapter Four: Material Requirement PlanningDocument34 pagesChapter Four: Material Requirement PlanningEthiopian Ayele SeyfePas encore d'évaluation
- Rama MRPDocument79 pagesRama MRPSanchit MishraPas encore d'évaluation
- Inventory Control in PPCDocument33 pagesInventory Control in PPCGaurav Gangwar SuryaPas encore d'évaluation
- MRP Overview ScribdDocument50 pagesMRP Overview Scribdh_kobi76100% (1)
- Chapter 14 MRPDocument8 pagesChapter 14 MRPeiaPas encore d'évaluation
- CH 18 MRPDocument37 pagesCH 18 MRPEric F. IrawanPas encore d'évaluation
- Chapter14 MRPDocument8 pagesChapter14 MRPKim WooPas encore d'évaluation
- PP Training Presentation M&MDocument49 pagesPP Training Presentation M&MNikhil WaniPas encore d'évaluation
- Material Requirements Planning (MRP) (CHAPTER 12)Document53 pagesMaterial Requirements Planning (MRP) (CHAPTER 12)Sahil ChaudharyPas encore d'évaluation
- Lect 3Document38 pagesLect 3shashikantppediaPas encore d'évaluation
- Material Requirements PlanningDocument40 pagesMaterial Requirements Planningazharama0% (1)
- Material Requirements PlanningDocument36 pagesMaterial Requirements PlanningKave MathiPas encore d'évaluation
- Material Requirement Planning (MRP)Document21 pagesMaterial Requirement Planning (MRP)Ramesh GarikapatiPas encore d'évaluation
- MRP Lot For LotDocument43 pagesMRP Lot For LotAmin ShafanezhadPas encore d'évaluation
- MRPDocument43 pagesMRPsandeepPas encore d'évaluation
- 06 PPCDocument75 pages06 PPCizharkhan12345Pas encore d'évaluation
- Material Requirements Planning: Dr. Everette S. Gardner, JRDocument28 pagesMaterial Requirements Planning: Dr. Everette S. Gardner, JRSunil MalikPas encore d'évaluation
- Material Requirements Planning (MRP)Document34 pagesMaterial Requirements Planning (MRP)soorajPas encore d'évaluation
- Material Requirements Planning: by Amrendra KumarDocument21 pagesMaterial Requirements Planning: by Amrendra KumarrejingeoPas encore d'évaluation
- Materaials Requirement Planning (MRP) : Venkateswara Rao .KorasigaDocument43 pagesMateraials Requirement Planning (MRP) : Venkateswara Rao .KorasigaERRAMESH1989Pas encore d'évaluation
- Material Requirement Planning PresentationDocument32 pagesMaterial Requirement Planning PresentationAmol BhongadePas encore d'évaluation
- Master Production ScheduleDocument9 pagesMaster Production ScheduleglamboyzPas encore d'évaluation
- MRPDocument32 pagesMRPvictorPas encore d'évaluation
- Manufacturing Resources PlanningDocument5 pagesManufacturing Resources PlanningSachin SalvanikarPas encore d'évaluation
- Material Requirements Planning (MRP)Document14 pagesMaterial Requirements Planning (MRP)jauhari4Pas encore d'évaluation
- Sap PP Production Planning MRP OverviewDocument36 pagesSap PP Production Planning MRP OverviewsameePas encore d'évaluation
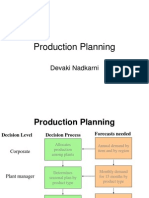
- Production Planning: Devaki NadkarniDocument29 pagesProduction Planning: Devaki Nadkarnidsathiya100% (1)
- Material Requirements PlanningDocument151 pagesMaterial Requirements PlanningVinod Kumar PatelPas encore d'évaluation
- Ln08 MRP and ErpDocument16 pagesLn08 MRP and ErpTioPas encore d'évaluation
- Chapter 4 - Controlling Material Flow FULLDocument50 pagesChapter 4 - Controlling Material Flow FULLmaingcduPas encore d'évaluation
- Ob 12Document15 pagesOb 12cool908Pas encore d'évaluation
- Material Requirement Planning PresentationDocument30 pagesMaterial Requirement Planning PresentationAnchal AgarwalPas encore d'évaluation
- Student Slides Chapter 14Document15 pagesStudent Slides Chapter 14Anthony RoyupaPas encore d'évaluation
- Supply Chain Management Ch.15 Summary: When To Use MRPDocument3 pagesSupply Chain Management Ch.15 Summary: When To Use MRPYousef ShroufPas encore d'évaluation
- ME 4050 Lecture 11 MRP1-2 and ERPDocument24 pagesME 4050 Lecture 11 MRP1-2 and ERPK ROHITH SINGH me12b031Pas encore d'évaluation
- Material Requirements PlanningDocument15 pagesMaterial Requirements PlanningRayeed AliPas encore d'évaluation
- Perencanaan Dan Pengendalian Produksi: Master Production SchedulingDocument13 pagesPerencanaan Dan Pengendalian Produksi: Master Production SchedulinguddindjmPas encore d'évaluation
- Erp & MRPDocument44 pagesErp & MRPsobithkcPas encore d'évaluation
- APICS Dictionary App, "Material Requirements Planning," Accessed 14 September 2020Document9 pagesAPICS Dictionary App, "Material Requirements Planning," Accessed 14 September 2020Vanessa MeloPas encore d'évaluation
- Integrated Cost and Schedule Control in Project ManagementD'EverandIntegrated Cost and Schedule Control in Project ManagementÉvaluation : 2 sur 5 étoiles2/5 (1)
- BCSNotts&Derby October 2005Document37 pagesBCSNotts&Derby October 2005DAPas encore d'évaluation
- Attitude and Job SatisfactionDocument12 pagesAttitude and Job SatisfactionDAPas encore d'évaluation
- Assertive BehaviourDocument22 pagesAssertive BehaviourDAPas encore d'évaluation
- Britannia IndustriesDocument26 pagesBritannia IndustriesDAPas encore d'évaluation
- Soft Skills Conf Assertive Intro 2011, PPTDocument35 pagesSoft Skills Conf Assertive Intro 2011, PPTDAPas encore d'évaluation
- Barometric and Dominant Price LeadershipDocument14 pagesBarometric and Dominant Price LeadershipDA50% (4)
- Water Treatment PDFDocument87 pagesWater Treatment PDFJubin KumarPas encore d'évaluation
- Bekele (2005) Urbanization and Urban SprawlDocument65 pagesBekele (2005) Urbanization and Urban Sprawlentbeard77100% (3)
- BSBINews 78Document96 pagesBSBINews 78Anonymous dEztzVuePas encore d'évaluation
- Happy Learn Haskell Tutorial Vol 1Document243 pagesHappy Learn Haskell Tutorial Vol 1joorcePas encore d'évaluation
- Linda Raschke's 50 Time-Tested Trading RulesDocument4 pagesLinda Raschke's 50 Time-Tested Trading RulesISB3 333100% (1)
- Modeling of Deepwater-Type Rectangular Tuned Liquid Damper With Submerged NetsDocument10 pagesModeling of Deepwater-Type Rectangular Tuned Liquid Damper With Submerged NetsDhirendra Kumar PandeyPas encore d'évaluation
- Command ReferenceDocument368 pagesCommand Referenceom007Pas encore d'évaluation
- EstratehiyaDocument2 pagesEstratehiyaMikaella AlvarezaPas encore d'évaluation
- Public Relations vs. Propaganda: Alexandru BASTIANDocument6 pagesPublic Relations vs. Propaganda: Alexandru BASTIANFatima AshrafPas encore d'évaluation
- AucomDocument10 pagesAucomAlberto Suazo BasaezPas encore d'évaluation
- 2 Sim Hydraulics ReferenceDocument430 pages2 Sim Hydraulics ReferenceEnrico GambiniPas encore d'évaluation
- Blake and MuttonDocument4 pagesBlake and Muttonmohitegaurv870% (1)
- WebSphere Application Server AMI Cheatsheet For DemoDocument2 pagesWebSphere Application Server AMI Cheatsheet For DemoYakura CoffeePas encore d'évaluation
- Bonus, Alexander Evan - The Metronomic Performance Practice - A History of Rhythm, Metronomes, and The Mechanization of MusicalityDocument597 pagesBonus, Alexander Evan - The Metronomic Performance Practice - A History of Rhythm, Metronomes, and The Mechanization of MusicalityNoMoPoMo576100% (2)
- Ventures Priamry Heritage-Social StudiesDocument128 pagesVentures Priamry Heritage-Social StudiesWryter Business100% (2)
- Establishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization MethodsDocument2 pagesEstablishment of A Design Methodology For High-Performance Circuits Based On Automatic Optimization Methodscatalin85Pas encore d'évaluation
- Kritika Pandey (Kaushambi)Document15 pagesKritika Pandey (Kaushambi)nishink9Pas encore d'évaluation
- Chapter 3 - Basic Statistical ConceptsDocument16 pagesChapter 3 - Basic Statistical ConceptsChristian Alfred VillenaPas encore d'évaluation
- Virtual Earth SurveyDocument11 pagesVirtual Earth SurveyWenkatWenkatPas encore d'évaluation
- MARVEL 6000 Series High Power Fiber Laser Cutting Machine - Laser Cutting Farley Laserlab, CNC Laser Cutting Machine, Plasma Cutting Machine, Fiber Laser Cutting Machine, Cutting Machine PriceDocument1 pageMARVEL 6000 Series High Power Fiber Laser Cutting Machine - Laser Cutting Farley Laserlab, CNC Laser Cutting Machine, Plasma Cutting Machine, Fiber Laser Cutting Machine, Cutting Machine PriceTradiyo ForexPas encore d'évaluation
- CSSMasterclassBook PDFDocument168 pagesCSSMasterclassBook PDFyankeePas encore d'évaluation
- Correspondence Option: Society of Cosmetic Chemists South Africa Tel:011 792-4531 Email:bridget@coschem - Co.zaDocument1 pageCorrespondence Option: Society of Cosmetic Chemists South Africa Tel:011 792-4531 Email:bridget@coschem - Co.zanblaksPas encore d'évaluation
- Online Web Chat Application DocumentDocument8 pagesOnline Web Chat Application DocumentENGINEER HEREPas encore d'évaluation
- TPS - Quick AssessmentDocument2 pagesTPS - Quick AssessmentcssIllinois100% (1)
- Ps1 GeneralDocument2 pagesPs1 Generalkulin123456Pas encore d'évaluation
- ELECTROSTATICSDocument21 pagesELECTROSTATICSHemanthPas encore d'évaluation
- Difficult Doctrine of The Love of GodDocument93 pagesDifficult Doctrine of The Love of GodRocio Pireyek100% (8)
- The Role of Lay People in The Production and Dissemination of Scientific KnowledgeDocument15 pagesThe Role of Lay People in The Production and Dissemination of Scientific KnowledgeanferrufoPas encore d'évaluation
- 21 Clever Ways To Make Him Chase YouDocument1 page21 Clever Ways To Make Him Chase YouMagdalena SekulovaPas encore d'évaluation
- MD Nastran R3 - Explicit Nonlinear SOL 700 User's Guide PDFDocument602 pagesMD Nastran R3 - Explicit Nonlinear SOL 700 User's Guide PDFpezz07Pas encore d'évaluation