Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- LRFD Design ExampleDocument698 pagesLRFD Design ExampleCesar RomeroPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Putzmeister Pump TrucksDocument17 pagesPutzmeister Pump Truckslwin_oo243575% (4)
- Cocoa Fermentation ManualDocument18 pagesCocoa Fermentation ManualJimena Rios100% (1)
- 2023-RegisterBook Version 202212Document95 pages2023-RegisterBook Version 202212Moin AltafPas encore d'évaluation
- Effects of Osteoarthritis and Fatigue On Proprioception of The Knee JointDocument5 pagesEffects of Osteoarthritis and Fatigue On Proprioception of The Knee JointRosaneLacerdaPas encore d'évaluation
- Educational Multimedia On Hydraulics and PneumaticsDocument89 pagesEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Aahan's BirthdayDocument22 pagesAahan's BirthdayDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Kaizan Presentation 11092012Document12 pagesKaizan Presentation 11092012DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Girls Hostel FormDocument1 pageGirls Hostel FormDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDocument6 pagesDipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Salary Slip - May 2014Document5 pagesSalary Slip - May 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Quality Circles For Vikramshila StudentsDocument22 pagesQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- New File ListDocument2 pagesNew File ListDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Document8 pages2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocument34 pagesQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Kirti Polytechnic Prospectus Part ADocument5 pagesKirti Polytechnic Prospectus Part ADIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Document4 pagesDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Boys Hostel FormDocument1 pageBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Equivalence of Discipline Praposed Draft For Tech InstitutesDocument14 pagesEquivalence of Discipline Praposed Draft For Tech InstitutesDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Prospectus For 14-15Document44 pagesProspectus For 14-15DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Pramod Naik's Letter Director MsbteDocument1 pagePramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Ad Draft Approved by MsbteDocument1 pageAd Draft Approved by MsbteDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Prospectus For 13-14Document42 pagesProspectus For 13-14DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Inplant TrainingDocument1 pageInplant TrainingDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Prospectus Data 2013-14Document12 pagesProspectus Data 2013-14DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Importance of Diploma Education For Rural StudentsnnDocument55 pagesImportance of Diploma Education For Rural Studentsnnvspd2010Pas encore d'évaluation
- Vikramshila Polytechnic DarapurDocument1 pageVikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Creativity & The Business IdeaDocument12 pagesCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Mobile Number of StudentsDocument4 pagesMobile Number of Studentsvspd2010Pas encore d'évaluation
- Performance ApprisalDocument12 pagesPerformance ApprisalDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Classification of EnterprenuersDocument12 pagesClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Vikramshila Poly Prospectus MarathiDocument29 pagesVikramshila Poly Prospectus MarathiDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Pragati Ahawal, 2010 11Document9 pagesPragati Ahawal, 2010 11DIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- METAL CLUSTER COMPLEXESDocument13 pagesMETAL CLUSTER COMPLEXESKeybatePas encore d'évaluation
- Chm580 Experiment 3Document9 pagesChm580 Experiment 3ohhiPas encore d'évaluation
- Project PPTDocument47 pagesProject PPTIshant KumawatPas encore d'évaluation
- Catalogue Inverseurs OTMDocument104 pagesCatalogue Inverseurs OTMchahbounnabil100% (1)
- Bayesian Network Approach To Root Cause DiagnosisDocument17 pagesBayesian Network Approach To Root Cause DiagnosisDhinesh GanesanPas encore d'évaluation
- Journal of King Saud University - Computer and Information SciencesDocument10 pagesJournal of King Saud University - Computer and Information SciencesArunima MaitraPas encore d'évaluation
- Two-, Three-, and Four-Atom Exchange Effects in bcc3 HeDocument3 pagesTwo-, Three-, and Four-Atom Exchange Effects in bcc3 HezittoxPas encore d'évaluation
- LEMBARAN KERJA BI TAHUN 4 (m7-10) PDPRDocument9 pagesLEMBARAN KERJA BI TAHUN 4 (m7-10) PDPRnurulwaznahPas encore d'évaluation
- LC 72322Document13 pagesLC 72322thecanislupusPas encore d'évaluation
- Pavan Kumar 1Document8 pagesPavan Kumar 1Anji ChPas encore d'évaluation
- Technical manual for Felt Compulsion mountain bike suspension systemDocument15 pagesTechnical manual for Felt Compulsion mountain bike suspension systemDiogo SilvaPas encore d'évaluation
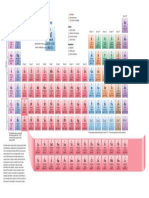
- Periodic TableDocument1 pagePeriodic TableChemist MookaPas encore d'évaluation
- Mathematical Investigation of Trigonometric FunctionsDocument12 pagesMathematical Investigation of Trigonometric FunctionsFirasco100% (13)
- Testing The AdapterDocument8 pagesTesting The AdapterrejnanPas encore d'évaluation
- Sabp G 007Document8 pagesSabp G 007Li PengPas encore d'évaluation
- Think Aloud Strategy Effective for Teaching Narrative Text ComprehensionDocument8 pagesThink Aloud Strategy Effective for Teaching Narrative Text ComprehensionOxtapianus TawarikPas encore d'évaluation
- Digital-To-Analog Converter ICs SB Vol11 Issue5Document12 pagesDigital-To-Analog Converter ICs SB Vol11 Issue5Hooman KaabiPas encore d'évaluation
- Chapter 5 Lennard Jones PotentialDocument6 pagesChapter 5 Lennard Jones PotentialMuhamad RayhanPas encore d'évaluation
- Queries With TableDocument14 pagesQueries With TableAkhileshPas encore d'évaluation
- Class - 8 PT3 - Portion 2023 24 - 1Document5 pagesClass - 8 PT3 - Portion 2023 24 - 1gurdeepbeniwal97Pas encore d'évaluation
- Raman BandsDocument2 pagesRaman Bandspreyas1Pas encore d'évaluation
- Rational Expectation TheoryDocument7 pagesRational Expectation TheoryIsmith PokhrelPas encore d'évaluation
- Discussion QuestionsDocument45 pagesDiscussion QuestionsSriRahayuPas encore d'évaluation
- Final Physics GCSE-EOU AssessmentDocument4 pagesFinal Physics GCSE-EOU AssessmentBehram QureshiPas encore d'évaluation
- Johannes KeplerDocument25 pagesJohannes KeplersigitPas encore d'évaluation