Vous aimerez peut-être aussi
- Productivity and Reliability-Based Maintenance Management, Second EditionD'EverandProductivity and Reliability-Based Maintenance Management, Second EditionPas encore d'évaluation
- Kanban: Presented byDocument12 pagesKanban: Presented byshrutesPas encore d'évaluation
- Lean and Green: Profit for Your Workplace and the EnvironmentD'EverandLean and Green: Profit for Your Workplace and the EnvironmentÉvaluation : 3 sur 5 étoiles3/5 (1)
- What Is Kanban?Document17 pagesWhat Is Kanban?Andrés AvilésPas encore d'évaluation
- Kanban AssignmentDocument12 pagesKanban AssignmentআশরাফুলইসলামPas encore d'évaluation
- KanbanDocument4 pagesKanbanAnonymous TXTpRqiPas encore d'évaluation
- Single-Minute Exchange of Die (SMED) State of Art Literature Review PDFDocument19 pagesSingle-Minute Exchange of Die (SMED) State of Art Literature Review PDFvoiceofmehmoodPas encore d'évaluation
- The 7 WastesDocument7 pagesThe 7 WastesAditya PrasharPas encore d'évaluation
- Cellular ManufacturingDocument8 pagesCellular ManufacturingsamimPas encore d'évaluation
- Project Report On Maynard Operation Sequence TechniqueDocument9 pagesProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDPas encore d'évaluation
- Ch15 IndirectStandDocument10 pagesCh15 IndirectStanddaPas encore d'évaluation
- 0-3-2 E-KanbanDocument33 pages0-3-2 E-Kanbanprasetyo ilhamPas encore d'évaluation
- Lean Manufacturing Quiz IIIDocument6 pagesLean Manufacturing Quiz IIITaiaa Lieuaa100% (1)
- Lean Manufacturing & TPMDocument2 pagesLean Manufacturing & TPMEdward GermánPas encore d'évaluation
- Lean Six Sigma CrosswordDocument1 pageLean Six Sigma CrosswordexamplecgPas encore d'évaluation
- JIT Operations Management Week 14Document37 pagesJIT Operations Management Week 14Muhammad Arsalan ChouhanPas encore d'évaluation
- 1 Lean GlossaryDocument7 pages1 Lean GlossaryHilalAldemirPas encore d'évaluation
- Value Stream Mapping Visualizes Production ProcessDocument41 pagesValue Stream Mapping Visualizes Production ProcessNOSHEEN MEHFOOZ100% (1)
- 2.0 Lean ProductionDocument54 pages2.0 Lean ProductionSheryll PascobilloPas encore d'évaluation
- Theory of Constraints: Drum Buffer RopeDocument29 pagesTheory of Constraints: Drum Buffer RopeMohit SrivastavaPas encore d'évaluation
- Opex VSM Training Module 100711001122 Phpapp02Document53 pagesOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroPas encore d'évaluation
- Lean Management AssignmentDocument14 pagesLean Management AssignmentNatala WillzPas encore d'évaluation
- Implementation of Just in Time Production Through Kanban SystemDocument11 pagesImplementation of Just in Time Production Through Kanban SystemAlexander DeckerPas encore d'évaluation
- Just in Time System (2) 10000Document24 pagesJust in Time System (2) 10000John GriffiesPas encore d'évaluation
- Lean ClassDocument425 pagesLean ClassElena Montero CarrascoPas encore d'évaluation
- Traditipn Production Planning and ControlDocument16 pagesTraditipn Production Planning and ControlpaulinePas encore d'évaluation
- Report KanbanDocument28 pagesReport KanbanNadaPas encore d'évaluation
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashPas encore d'évaluation
- Assembly Line Balancing Techniques and CalculationsDocument42 pagesAssembly Line Balancing Techniques and CalculationsLuis ValensPas encore d'évaluation
- Cellular ManufacturingDocument25 pagesCellular ManufacturingApoorv Mathur100% (1)
- Kanban Replenishment SystemDocument57 pagesKanban Replenishment SystemSaravananPas encore d'évaluation
- Copy of Lean Diagnostic ToolDocument7 pagesCopy of Lean Diagnostic ToolMohammad KamruzzamanPas encore d'évaluation
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocument80 pagesLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarPas encore d'évaluation
- Drum Buffer RopeDocument11 pagesDrum Buffer RopeGautam GoyalPas encore d'évaluation
- Starbucks Implements Lean Techniques to Speed Up OperationsDocument4 pagesStarbucks Implements Lean Techniques to Speed Up OperationsDiana Elena ChiribasaPas encore d'évaluation
- Problem Solving & 7qc Tools (Compatibility Mode)Document42 pagesProblem Solving & 7qc Tools (Compatibility Mode)Krunal PandyaPas encore d'évaluation
- Improving Manufacturing Productivity Through Lean TechniquesDocument4 pagesImproving Manufacturing Productivity Through Lean TechniquesVikas SuryavanshiPas encore d'évaluation
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302Pas encore d'évaluation
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDocument26 pagesFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamPas encore d'évaluation
- 10 Commandmens of KaikakuDocument3 pages10 Commandmens of Kaikakupolypro78Pas encore d'évaluation
- Implementing KANBANDocument6 pagesImplementing KANBANcyberabadPas encore d'évaluation
- Value Stream Mapping: Dr. Richard E. WhiteDocument19 pagesValue Stream Mapping: Dr. Richard E. WhiteSamir ChaudhariPas encore d'évaluation
- IE-L1-Presentation New - Work Study and Job DesignDocument93 pagesIE-L1-Presentation New - Work Study and Job Designsanjeewa herathPas encore d'évaluation
- Case Study - Applying Six Sigma To CricketDocument8 pagesCase Study - Applying Six Sigma To CricketAsel Juárez VitePas encore d'évaluation
- Facility Layout - AteneonlineDocument32 pagesFacility Layout - AteneonlineKashifgee6100% (1)
- Time Study of A Furniture Industry A Case StudyDocument5 pagesTime Study of A Furniture Industry A Case StudyKhalfi PipinPas encore d'évaluation
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyPas encore d'évaluation
- LEAN Manufacturing Quiz IIDocument7 pagesLEAN Manufacturing Quiz IITaiaa LieuaaPas encore d'évaluation
- CIM Conveyor 100731 ADocument2 pagesCIM Conveyor 100731 ADeiSantyPas encore d'évaluation
- Manufacturing Case StudyDocument8 pagesManufacturing Case Studyisabela_mincuPas encore d'évaluation
- Process Engineer Lean Manufacturing in Freeport TX Resume Douglas WilkinsDocument2 pagesProcess Engineer Lean Manufacturing in Freeport TX Resume Douglas WilkinsDouglasWilkinsPas encore d'évaluation
- Applying 6-Sigma at Advance Informatics for Error ReductionDocument15 pagesApplying 6-Sigma at Advance Informatics for Error Reductionprakhar singhPas encore d'évaluation
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorlivePas encore d'évaluation
- Five Steps To Improve ProductivityDocument2 pagesFive Steps To Improve ProductivityManojPas encore d'évaluation
- Using Lean Techniques to Improve Ready Wear EfficiencyDocument7 pagesUsing Lean Techniques to Improve Ready Wear Efficiencyhemlata2014Pas encore d'évaluation
- Six Sigma's Role in Motorola's SuccessDocument9 pagesSix Sigma's Role in Motorola's SuccessnidhiPas encore d'évaluation
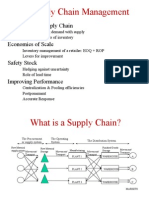
- Supply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceDocument58 pagesSupply Chain Management: Managing The Supply Chain Economies of Scale Safety Stock Improving PerformanceSumedh KakdePas encore d'évaluation
- Optimizing Production Processes Using SMED AnalysisDocument9 pagesOptimizing Production Processes Using SMED AnalysishajiPas encore d'évaluation
- Kanban InstructionsDocument17 pagesKanban InstructionsDũng TNPas encore d'évaluation
- Sheds PDFDocument9 pagesSheds PDFDick_Beninya100% (5)
- Design For Lean Six SigmaDocument73 pagesDesign For Lean Six SigmacristianpetriceanPas encore d'évaluation
- Impact Map: Very Very Difficult Ease EasyDocument1 pageImpact Map: Very Very Difficult Ease EasycristianpetriceanPas encore d'évaluation
- Tipptopp A2 2 FragmentDocument42 pagesTipptopp A2 2 FragmentcristianpetriceanPas encore d'évaluation
- 8 K 0 CM Os 0Document14 pages8 K 0 CM Os 0cristianpetriceanPas encore d'évaluation
- TQM Relationship of TQM and Business Performance With Mediators of SPC Lean Production and TPM 2012 Procedia Social and Behavioral SciencesDocument11 pagesTQM Relationship of TQM and Business Performance With Mediators of SPC Lean Production and TPM 2012 Procedia Social and Behavioral SciencescristianpetriceanPas encore d'évaluation
- Daily Management SystemDocument18 pagesDaily Management SystemcristianpetriceanPas encore d'évaluation
- Measure a factory's ability to meet production targets with OPRDocument10 pagesMeasure a factory's ability to meet production targets with OPRalbertoPas encore d'évaluation
- What Is Leader Standard WorkDocument5 pagesWhat Is Leader Standard WorkcristianpetriceanPas encore d'évaluation
- Relationship of TQM and Business Performance With Mediators of SPC, Lean Production and TPMDocument6 pagesRelationship of TQM and Business Performance With Mediators of SPC, Lean Production and TPMhjgajjarPas encore d'évaluation
- 5S 1 s2.0 S0925753515001149 MainDocument10 pages5S 1 s2.0 S0925753515001149 MaincristianpetriceanPas encore d'évaluation
- Lean Equipment Design Guide 2nd PrintDocument73 pagesLean Equipment Design Guide 2nd PrintcristianpetriceanPas encore d'évaluation
- VSM SMED s2.0 S2351978915000281 MainDocument6 pagesVSM SMED s2.0 S2351978915000281 MaincristianpetriceanPas encore d'évaluation
- Push Vspull - SlideSet9Document44 pagesPush Vspull - SlideSet9Jeffery MillefiorePas encore d'évaluation
- Art Smally On StandardizedworkDocument59 pagesArt Smally On StandardizedworkEdward_Dane_Bo_5933100% (1)
- How To Upgrade TP-LINK Wireless N Router (0.1&1.1)Document3 pagesHow To Upgrade TP-LINK Wireless N Router (0.1&1.1)ALEJANDROPas encore d'évaluation
- MSE507 Lean Manufacturing: Learning To See Parts I, II, IIIDocument65 pagesMSE507 Lean Manufacturing: Learning To See Parts I, II, IIIcristianpetriceanPas encore d'évaluation
- Emcm-001 AjDocument459 pagesEmcm-001 Ajcristianpetricean100% (2)
- Airbus Supply ChainDocument128 pagesAirbus Supply Chaincsuciava100% (2)
- Airbus Supply ChainDocument128 pagesAirbus Supply Chaincsuciava100% (2)
- The Process ConsultantDocument5 pagesThe Process ConsultantAnonymous zXWxWmgZEPas encore d'évaluation
- Compiled May 5, 2017 Case DigestDocument16 pagesCompiled May 5, 2017 Case DigestGrace CastilloPas encore d'évaluation
- Molly C. Dwyer Clerk of CourtDocument3 pagesMolly C. Dwyer Clerk of CourtL. A. PatersonPas encore d'évaluation
- Q3 Week 7 Day 2Document23 pagesQ3 Week 7 Day 2Ran MarPas encore d'évaluation
- Quatuor Pour SaxophonesDocument16 pagesQuatuor Pour Saxophoneslaura lopezPas encore d'évaluation
- The Principle of Subsidiarity and Catholic Ecclesiology - ImplicatDocument218 pagesThe Principle of Subsidiarity and Catholic Ecclesiology - ImplicatJonathanKiehlPas encore d'évaluation
- INDIA'S DEFENCE FORCESDocument3 pagesINDIA'S DEFENCE FORCESJanardhan ChakliPas encore d'évaluation
- Mechanics of Solids Unit - I: Chadalawada Ramanamma Engineering CollegeDocument1 pageMechanics of Solids Unit - I: Chadalawada Ramanamma Engineering CollegeMITTA NARESH BABUPas encore d'évaluation
- New Member OrientationDocument41 pagesNew Member OrientationM.NASIRPas encore d'évaluation
- Untitled Document 3Document10 pagesUntitled Document 3api-457501806Pas encore d'évaluation
- Wallace, 2009Document20 pagesWallace, 2009florPas encore d'évaluation
- BiblicalDocument413 pagesBiblicalMichael DiazPas encore d'évaluation
- 1 Minute Witness PDFDocument8 pages1 Minute Witness PDFMark Aldwin LopezPas encore d'évaluation
- Work, Energy and Power: Checkpoint 1 (p.194)Document12 pagesWork, Energy and Power: Checkpoint 1 (p.194)U KILLED MY DOGPas encore d'évaluation
- SubjectivityinArtHistoryandArt CriticismDocument12 pagesSubjectivityinArtHistoryandArt CriticismMohammad SalauddinPas encore d'évaluation
- Grimoire of Baphomet A-Z EditionDocument18 pagesGrimoire of Baphomet A-Z EditionTheK1nGp1N100% (1)
- Terrestrial EcosystemDocument13 pagesTerrestrial Ecosystemailene burcePas encore d'évaluation
- Community ResourcesDocument30 pagesCommunity Resourcesapi-242881060Pas encore d'évaluation
- Magnetic Suspension System With Electricity Generation Ijariie5381Document11 pagesMagnetic Suspension System With Electricity Generation Ijariie5381Jahnavi ChinnuPas encore d'évaluation
- Instafin LogbookDocument4 pagesInstafin LogbookAnonymous gV9BmXXHPas encore d'évaluation
- Sikkim Public Works Liability of Government and Contractor Act 1983Document11 pagesSikkim Public Works Liability of Government and Contractor Act 1983Latest Laws TeamPas encore d'évaluation
- Fundamentals of Analytics in Practice /TITLEDocument43 pagesFundamentals of Analytics in Practice /TITLEAcad ProgrammerPas encore d'évaluation
- AdmitCard 1688037Document1 pageAdmitCard 1688037P.Supreeth ReddyPas encore d'évaluation
- Master ListDocument26 pagesMaster ListNikhil BansalPas encore d'évaluation
- Size, Scale and Overall Proportion of Form, Basic Understanding of Various Shapes, Inter-Relationship of Visual FormsDocument17 pagesSize, Scale and Overall Proportion of Form, Basic Understanding of Various Shapes, Inter-Relationship of Visual FormsJabbar AljanabyPas encore d'évaluation
- Understanding Malaysian Property TaxationDocument68 pagesUnderstanding Malaysian Property TaxationLee Chee KheongPas encore d'évaluation
- 6-Modul - PTI412 - IoT-1-2020Document17 pages6-Modul - PTI412 - IoT-1-202020200801015 Joko SulistyoPas encore d'évaluation
- Symphonological Bioethical Theory: Gladys L. Husted and James H. HustedDocument13 pagesSymphonological Bioethical Theory: Gladys L. Husted and James H. HustedYuvi Rociandel Luardo100% (1)
- Young Man Seeks Book to Contact Girl He MetDocument1 pageYoung Man Seeks Book to Contact Girl He MetJessie WattsPas encore d'évaluation
- Analysis of Cocoyam Utilisation by Rural Households in Owerri West Local Government Area of Imo StateDocument11 pagesAnalysis of Cocoyam Utilisation by Rural Households in Owerri West Local Government Area of Imo StatePORI ENTERPRISESPas encore d'évaluation
- Grade 4 Science Quiz Bee QuestionsDocument3 pagesGrade 4 Science Quiz Bee QuestionsCecille Guillermo78% (9)