Vous aimerez peut-être aussi
- Ajustes e ToleranciasDocument29 pagesAjustes e ToleranciasElenildo BastosPas encore d'évaluation
- Apostila EletroPneumaticaDocument38 pagesApostila EletroPneumaticaElenildo Bastos50% (2)
- Aula Bomba CentrífugaDocument30 pagesAula Bomba CentrífugaElenildo Bastos100% (1)
- Manifestações Patológicas Na Impermeabilização de Estruturas de Concreto em SaneamentoDocument8 pagesManifestações Patológicas Na Impermeabilização de Estruturas de Concreto em SaneamentoElenildo BastosPas encore d'évaluation
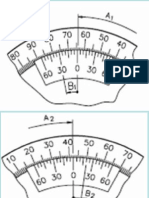
- Apresentação Aula 16 GoniometroDocument5 pagesApresentação Aula 16 GoniometroElenildo BastosPas encore d'évaluation
- Guia Prático de SoldagemDocument4 pagesGuia Prático de SoldagemElenildo BastosPas encore d'évaluation
- OXICORTEDocument18 pagesOXICORTEElenildo BastosPas encore d'évaluation
- Exercicios Manutenção IndustrialDocument24 pagesExercicios Manutenção IndustrialElenildo Bastos100% (1)
- Resumo - Solidos GeometricosDocument6 pagesResumo - Solidos GeometricosTelma Castro Silva100% (1)
- Aula 1 Instalações Prediais - Agua FriaDocument58 pagesAula 1 Instalações Prediais - Agua FriaElenildo BastosPas encore d'évaluation
- CorreiasDocument17 pagesCorreiasElenildo BastosPas encore d'évaluation
- Apostila Correia TransportadoraDocument38 pagesApostila Correia TransportadoraElenildo Bastos63% (8)
- A Importância Da Calibração Na IndústriaDocument2 pagesA Importância Da Calibração Na IndústriaElenildo BastosPas encore d'évaluation
- A Viúva e o PapagaioDocument7 pagesA Viúva e o PapagaioPaula Gonçalves100% (1)
- PGR Bemisa 2023Document36 pagesPGR Bemisa 2023Vitor Eleutherio100% (1)
- 7º Ano - Brasil - RegionalizaçãoDocument1 page7º Ano - Brasil - RegionalizaçãoKdu Dourado50% (2)
- Projeto de Moldes para PlásticosDocument110 pagesProjeto de Moldes para PlásticosLucas Tavares100% (6)
- Monstros SA Di3f7x PDFDocument19 pagesMonstros SA Di3f7x PDFAna Cristina100% (3)
- CÁLCULO DO IRBES - Índice de Retorno de Bem Estar À Sociedade - Estudo Sobre A Carga Tributária-PIB X IDHDocument6 pagesCÁLCULO DO IRBES - Índice de Retorno de Bem Estar À Sociedade - Estudo Sobre A Carga Tributária-PIB X IDHMarcus Vinicius LeitePas encore d'évaluation
- Tabela de Erros Lava e Seca BrastempDocument4 pagesTabela de Erros Lava e Seca Brastemprenato94% (18)
- APOSTILACURSO LUBRIFICANTESILSAC GF 6 e API SPDocument32 pagesAPOSTILACURSO LUBRIFICANTESILSAC GF 6 e API SPMario SimõesPas encore d'évaluation
- SociologiaDocument40 pagesSociologiaQuezia barbosaPas encore d'évaluation
- AstroPay PDFDocument1 pageAstroPay PDFYago IlaydaPas encore d'évaluation
- Checklist De-Caminhão BetoneiraDocument2 pagesChecklist De-Caminhão BetoneiraRicardo SantosPas encore d'évaluation
- Lição 2 - A Provisão de Deus em Tempos DifíceisDocument37 pagesLição 2 - A Provisão de Deus em Tempos Difíceisedson rogeri de abreu100% (1)
- Resposta Do Exercicio de Java 01Document7 pagesResposta Do Exercicio de Java 01Bruno De OliveiraPas encore d'évaluation
- Direito Do Trabalho Av1Document5 pagesDireito Do Trabalho Av1Monique MarquesPas encore d'évaluation
- 02 Normas e InstrucoesDocument5 pages02 Normas e InstrucoesRonald AlbertsPas encore d'évaluation
- Contrato Condomínio AgropecuarioDocument8 pagesContrato Condomínio AgropecuarioAlessandre Reis de FreitasPas encore d'évaluation
- Pet 1 Ensino Medio - História 2 AnoDocument12 pagesPet 1 Ensino Medio - História 2 AnoVinícius VasconcelosPas encore d'évaluation
- 05 SJSP Anexo Viii Maio 2022Document83 pages05 SJSP Anexo Viii Maio 2022Thiago Souza VbsPas encore d'évaluation
- Atego 3026 Ficha TecnicaDocument2 pagesAtego 3026 Ficha TecnicaFilip FaustPas encore d'évaluation
- Climatizador Philco ManualDocument12 pagesClimatizador Philco ManualPTC man0% (2)
- Nor - Distribu-Enge-0023 - Fornecimento de Energia Elétrica em Média Tensão de Distribuição À Edificação IndividualDocument87 pagesNor - Distribu-Enge-0023 - Fornecimento de Energia Elétrica em Média Tensão de Distribuição À Edificação IndividualJoão BispoPas encore d'évaluation
- Experimento 2 AnalogicaDocument13 pagesExperimento 2 AnalogicaRobson LuizPas encore d'évaluation
- Aprovisionamento e Logística No Desporto - Módulo 7265Document28 pagesAprovisionamento e Logística No Desporto - Módulo 7265Catarina GomesPas encore d'évaluation
- TicDocument11 pagesTicRicardo FontesPas encore d'évaluation
- Quadro Comparativo - Contratos Administrativos PDFDocument2 pagesQuadro Comparativo - Contratos Administrativos PDFfrankirkPas encore d'évaluation
- BKN Bombas de VacioDocument2 pagesBKN Bombas de VacioJhonny AlvarezPas encore d'évaluation
- Licitações e Contratos Nova Lei 14133Document69 pagesLicitações e Contratos Nova Lei 14133carina marquesPas encore d'évaluation
- PGR23Document27 pagesPGR23Adeilton Vieira AraujoPas encore d'évaluation
- Proposta Blutrafos Nº BT 56559 - 01Document23 pagesProposta Blutrafos Nº BT 56559 - 01Guido PortellaPas encore d'évaluation