Vous aimerez peut-être aussi
- Safety in Gas Welding & Cutting Process PDFDocument11 pagesSafety in Gas Welding & Cutting Process PDFviswamanojPas encore d'évaluation
- Welding SafetyDocument58 pagesWelding SafetyAntonio Jose De Jesus100% (1)
- Gas Welding ReportDocument18 pagesGas Welding ReportAkmal AzaliPas encore d'évaluation
- #1 Welding SafetyDocument78 pages#1 Welding SafetyHakim Yahiaoui100% (1)
- Welding & Hotwork Safety-JackieDocument43 pagesWelding & Hotwork Safety-JackieNinia GannabanPas encore d'évaluation
- Confined Space HazardsDocument29 pagesConfined Space HazardskishorsinghPas encore d'évaluation
- Gas Welding ComponentsDocument57 pagesGas Welding ComponentsJoseph Magbanua Dato-onPas encore d'évaluation
- Compressed Gas Cylinder SafetyDocument36 pagesCompressed Gas Cylinder SafetySajjad AfzalPas encore d'évaluation
- Extinguisher: Fire Safety & Fire Extinguisher UseDocument21 pagesExtinguisher: Fire Safety & Fire Extinguisher UseVelibor KaranovicPas encore d'évaluation
- Welding Safety: 29 CFR 1926.350-354 Subpart JDocument53 pagesWelding Safety: 29 CFR 1926.350-354 Subpart JDharmendra RajanPas encore d'évaluation
- Gas Welding and Cutting Safety PDFDocument55 pagesGas Welding and Cutting Safety PDFGnanasekaran MPas encore d'évaluation
- Personal Protective Equipment EssentialsDocument23 pagesPersonal Protective Equipment EssentialsAjit BhosalePas encore d'évaluation
- Angle GrindersDocument11 pagesAngle GrindersMuhammed Mohsin100% (1)
- Easy flux-free brazing of copperDocument2 pagesEasy flux-free brazing of copperKarin Aca OviPas encore d'évaluation
- Unit - IIDocument143 pagesUnit - IIjyothiPas encore d'évaluation
- Welding & Hotwork Safety-JackieDocument43 pagesWelding & Hotwork Safety-JackieSalve Ignacio100% (1)
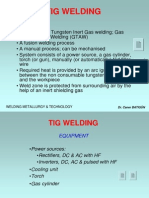
- Tig WeldingDocument12 pagesTig WeldingSridhar ChowdaryPas encore d'évaluation
- Permit To Work: Principle and Format BY Agada, E.LDocument28 pagesPermit To Work: Principle and Format BY Agada, E.LLawrence AgadaPas encore d'évaluation
- OSHA 1994 Chapter SummaryDocument25 pagesOSHA 1994 Chapter SummaryalisyaPas encore d'évaluation
- 2.5-Hand and PowerTools Safety-35 Slides PDFDocument35 pages2.5-Hand and PowerTools Safety-35 Slides PDFᜇᜒᜌᜓᜈᜎ᜔ᜇ᜔ ᜊᜒᜇᜓᜌ᜔Pas encore d'évaluation
- Welding Safety PrecautionsDocument64 pagesWelding Safety PrecautionsSunil SavalagiPas encore d'évaluation
- Gas Cutting & WeldingDocument71 pagesGas Cutting & WeldingSUDIPTA BHATTACHARJEE100% (1)
- Hand - Power Tools SafetyDocument49 pagesHand - Power Tools SafetySanjana Ganesh100% (3)
- Gas Cutting & WeldingDocument37 pagesGas Cutting & WeldingSahil SheikhPas encore d'évaluation
- Job Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingDocument1 pageJob Hazard Analysis Welding & Cutting Operations: Reference: OSHA Standard 29 CFR 1926.350, Subpart J, Welding & CuttingRio de MarioPas encore d'évaluation
- Fire Safety PrinciplesDocument45 pagesFire Safety PrinciplesCollenne Kaye-Lie Garcia UyPas encore d'évaluation
- Safe Use of Power Tools Rev0Document92 pagesSafe Use of Power Tools Rev0Vaibhav Vithoba NaikPas encore d'évaluation
- Compressed Gas SafetyDocument28 pagesCompressed Gas SafetyDiaa Gab-AllahPas encore d'évaluation
- Safety and Fire Extinguisher: Edited byDocument32 pagesSafety and Fire Extinguisher: Edited byZia Ur RehmanPas encore d'évaluation
- 09 Electrical Safety SOS (14!08!2013)Document40 pages09 Electrical Safety SOS (14!08!2013)abaidurrehman100% (1)
- Cable Design PPT LatestDocument18 pagesCable Design PPT LatestjishnusajiPas encore d'évaluation
- Extinguisher: Fire Safety & Fire Extinguisher UseDocument21 pagesExtinguisher: Fire Safety & Fire Extinguisher Usejraz141Pas encore d'évaluation
- TBTDocument10 pagesTBTSayed Saad ShehataPas encore d'évaluation
- Electrical Safety in Industry & Home-11-12-08Document18 pagesElectrical Safety in Industry & Home-11-12-08narasimhamurthy414Pas encore d'évaluation
- Safety Instrumentation Lecture - 1: DR V S Krushnasamy Associate ProfessorDocument160 pagesSafety Instrumentation Lecture - 1: DR V S Krushnasamy Associate Professorkrushnasamy subramaniyan100% (1)
- Dry Chemical Powder Type Fire ExtinguisherDocument2 pagesDry Chemical Powder Type Fire Extinguishervivekvpsfe100% (2)
- Types of Welding JointsDocument20 pagesTypes of Welding Jointssuresh rajendranPas encore d'évaluation
- Hand Tools AND Portable Power Tools SafetyDocument40 pagesHand Tools AND Portable Power Tools SafetyBernadeth-beneth Salenga100% (1)
- Safety Audit.Document41 pagesSafety Audit.mansoor hussainPas encore d'évaluation
- Hand Power Tool TrainingDocument29 pagesHand Power Tool TrainingSobit ThapaPas encore d'évaluation
- 10 Basic Concepts & Behaviour of FireDocument35 pages10 Basic Concepts & Behaviour of FireHamdi RafiekPas encore d'évaluation
- Plant Safety Regulations.Document29 pagesPlant Safety Regulations.jonathanelaine100% (5)
- Presented By: Ajatshatru Sharma Anita Sharma Sakshi Arora Mba 3 SemDocument18 pagesPresented By: Ajatshatru Sharma Anita Sharma Sakshi Arora Mba 3 SemAnita SharmaPas encore d'évaluation
- Osha Niosh Heat Illness InfosheetDocument3 pagesOsha Niosh Heat Illness InfosheetUsman RajputPas encore d'évaluation
- Fixed Air Compressor: Do NotDocument1 pageFixed Air Compressor: Do NothainguyenbkvhvPas encore d'évaluation
- Shaping MachineDocument1 pageShaping MachineUmashankar DebBarmaPas encore d'évaluation
- Hot Work Safety Training (1122)Document15 pagesHot Work Safety Training (1122)Rosano D. Manamtam100% (1)
- Welding An Its TypesDocument54 pagesWelding An Its TypesChaithu ChandrasekaranPas encore d'évaluation
- Industy Code of Practice For Safe Working in A Confined Space 2010Document80 pagesIndusty Code of Practice For Safe Working in A Confined Space 2010Abd Rahim100% (2)
- Welding and Cutting SafetyDocument22 pagesWelding and Cutting SafetyyawarhassanPas encore d'évaluation
- Welding_&_Cutting_1Document14 pagesWelding_&_Cutting_1Engr. Saruar J. ShourovPas encore d'évaluation
- Safety About Arc Welding Operation: Basic InformationDocument0 pageSafety About Arc Welding Operation: Basic InformationAnonymous NpiKhs5bPas encore d'évaluation
- Installation and Maintenance of ServicesDocument68 pagesInstallation and Maintenance of Servicesgodson.jacksonPas encore d'évaluation
- Apm Et13e Chapter 22 Welding and CuttingDocument30 pagesApm Et13e Chapter 22 Welding and CuttingBhakti SagarPas encore d'évaluation
- Electric Arc Weldin SafetyDocument5 pagesElectric Arc Weldin SafetynickurfriendPas encore d'évaluation
- WeldingDocument66 pagesWeldingNilton LuisPas encore d'évaluation
- Safety in Metallizing: Presentation By, A.Mohan RajDocument10 pagesSafety in Metallizing: Presentation By, A.Mohan RajMohan RajPas encore d'évaluation
- Welding: Subpart QDocument65 pagesWelding: Subpart QRathnakrajaPas encore d'évaluation
- Welding Safety ProceduresDocument8 pagesWelding Safety ProceduresSantiago Medina OrtegaPas encore d'évaluation
- Welding Safety GeneralDocument9 pagesWelding Safety GeneralTuna1961Pas encore d'évaluation
- Meeting Every ChallengeDocument1 pageMeeting Every ChallengecfcshakerPas encore d'évaluation
- Welding, Cutting, and BrazingDocument42 pagesWelding, Cutting, and BrazingcfcshakerPas encore d'évaluation
- Introduction To WeldingDocument16 pagesIntroduction To WeldingcfcshakerPas encore d'évaluation
- Welding DefectsDocument12 pagesWelding DefectsMOhammad AzHarPas encore d'évaluation
- Tech Connect Welding: Calculations 2Document34 pagesTech Connect Welding: Calculations 2cfcshakerPas encore d'évaluation
- Weld DefectsDocument78 pagesWeld DefectsjobsjamesPas encore d'évaluation
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlPas encore d'évaluation
- Welding PresentationDocument26 pagesWelding PresentationcfcshakerPas encore d'évaluation
- ME 328.3 E5 - Welding MetallurgyDocument41 pagesME 328.3 E5 - Welding Metallurgytbmari100% (1)
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlPas encore d'évaluation
- Welding Symbols 3Document8 pagesWelding Symbols 3cfcshakerPas encore d'évaluation
- Welding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachiDocument12 pagesWelding Defects: Engr Muhammad Hussain Inspection Engineer Global NDE Services Pvt. LTD KarachicfcshakerPas encore d'évaluation
- Welding DefectsDocument12 pagesWelding DefectsMOhammad AzHarPas encore d'évaluation
- Weld DefectsDocument78 pagesWeld DefectsjobsjamesPas encore d'évaluation
- Welding DetailDocument20 pagesWelding DetailcfcshakerPas encore d'évaluation
- 000631Document42 pages000631Satya GajapathiPas encore d'évaluation
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologyShahid HussainPas encore d'évaluation
- Oxy-Acetylene Welding and Distortion Control TechniquesDocument23 pagesOxy-Acetylene Welding and Distortion Control Techniquescfcshaker100% (1)
- Introduction To Arc WeldingDocument36 pagesIntroduction To Arc WeldingcfcshakerPas encore d'évaluation
- Solid-State Welding ProcessesDocument17 pagesSolid-State Welding ProcessescfcshakerPas encore d'évaluation
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerPas encore d'évaluation
- Welding Technology EducationDocument33 pagesWelding Technology EducationcfcshakerPas encore d'évaluation
- Welding Outline &applicationsDocument17 pagesWelding Outline &applicationscfcshakerPas encore d'évaluation
- Baldev 5Document62 pagesBaldev 5Adnan RanaPas encore d'évaluation
- Welding Outline &applicationsDocument17 pagesWelding Outline &applicationscfcshakerPas encore d'évaluation
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 pagesWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerPas encore d'évaluation
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 pagesDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerPas encore d'évaluation
- Weld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtcDocument15 pagesWeld Joint Geometry and Welding Symbols: Basic Weld Joints Welding Technology Lee Co. AtccfcshakerPas encore d'évaluation
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerPas encore d'évaluation
- 2020 SAJC H2 Prelim Paper 3 (QP)Document37 pages2020 SAJC H2 Prelim Paper 3 (QP)clarissa yeoPas encore d'évaluation
- Introduction To BiopharmaceuticsDocument106 pagesIntroduction To BiopharmaceuticsHely Patel100% (1)
- Pep PT T5 2015Document4 pagesPep PT T5 2015Siva Guru100% (2)
- Stability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"Document4 pagesStability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"radoslavoffPas encore d'évaluation
- US5490887 Water Gel ExplosiveDocument5 pagesUS5490887 Water Gel Explosiveteleson eliasPas encore d'évaluation
- Almaguer Et Al-2014-Journal of The Institute of BrewingDocument26 pagesAlmaguer Et Al-2014-Journal of The Institute of BrewingAngelo OliveiraPas encore d'évaluation
- Half-Yearly Chemistry Exam Question PaperDocument9 pagesHalf-Yearly Chemistry Exam Question Paperkumar shivamPas encore d'évaluation
- Lower Yatta District Form Four Evaluation Test Chemistry Paper 3 Marking SchemeDocument3 pagesLower Yatta District Form Four Evaluation Test Chemistry Paper 3 Marking SchemeKaroki Francis KagombePas encore d'évaluation
- Recipes For MilletsDocument20 pagesRecipes For MilletsRavi TejaPas encore d'évaluation
- REDOX EQUILIBRIUM (Teacher's Copy)Document34 pagesREDOX EQUILIBRIUM (Teacher's Copy)jiaPas encore d'évaluation
- Chrome Yellow Experiment-1Document3 pagesChrome Yellow Experiment-1Roushan RoyPas encore d'évaluation
- CBSE Class-12 Chemistry Quick Revision Notes on AminesDocument8 pagesCBSE Class-12 Chemistry Quick Revision Notes on AminesAryan MeenaPas encore d'évaluation
- Srinadh18560-ES312 Assignment 1Document10 pagesSrinadh18560-ES312 Assignment 1Jammigumpula PriyankaPas encore d'évaluation
- Chemolube H - Product DescriptionDocument6 pagesChemolube H - Product DescriptionJulio VargasPas encore d'évaluation
- Polypropylene RecycleDocument1 pagePolypropylene RecyclealaneeeedPas encore d'évaluation
- Chapter - Vii: Moringa Oleifera Seed PowderDocument18 pagesChapter - Vii: Moringa Oleifera Seed PowderDrVishwanatha HNPas encore d'évaluation
- Enzymatic Desizing of Cotton FabricsDocument7 pagesEnzymatic Desizing of Cotton Fabricseshaniqbal100% (1)
- Pentose Phosphate PathwayDocument2 pagesPentose Phosphate PathwayIshita SinghPas encore d'évaluation
- Thermal PropertiesDocument14 pagesThermal PropertiesLivian TeddyPas encore d'évaluation
- Wiki ZirconiumDocument9 pagesWiki Zirconiumtruth.sayerPas encore d'évaluation
- Pre-Medical: Chemistry Allen: Carbonyl Compounds, Acids and It'S Derivatives Carbonyl CompoundsDocument18 pagesPre-Medical: Chemistry Allen: Carbonyl Compounds, Acids and It'S Derivatives Carbonyl CompoundsJK JHAPas encore d'évaluation
- Techno-Economic Assessment About PropanediolDocument3 pagesTechno-Economic Assessment About PropanediolIntratec SolutionsPas encore d'évaluation
- PET PatentDocument17 pagesPET PatentRiza Shinta RPas encore d'évaluation
- Form 1 Science - Unit 3.3: The Concept of DensityDocument1 pageForm 1 Science - Unit 3.3: The Concept of DensitySuhaila SaniPas encore d'évaluation
- Anderol General BrochureDocument12 pagesAnderol General BrochureepesanoPas encore d'évaluation
- Bio Polishing EnzymeDocument3 pagesBio Polishing Enzymefebry_yulindraPas encore d'évaluation
- Alkane: General Methods of Preparation: (1) by Catalytic Reduction of Alkenes and AlkynesDocument11 pagesAlkane: General Methods of Preparation: (1) by Catalytic Reduction of Alkenes and AlkynesaashishPas encore d'évaluation
- The Periodic Table Its Story and Its SignificanceDocument3 pagesThe Periodic Table Its Story and Its SignificanceJason Vinluan CarinanPas encore d'évaluation
- Mp4f01 Ceramics 1 Khor 2011Document40 pagesMp4f01 Ceramics 1 Khor 2011Vincent KohPas encore d'évaluation
- Tutorial Week 7 - QUESTION - DEC2017Document1 pageTutorial Week 7 - QUESTION - DEC2017Shazlen AmranPas encore d'évaluation