Vous aimerez peut-être aussi
- Cold Cracking in Weldments of Steel S 690 QTDocument10 pagesCold Cracking in Weldments of Steel S 690 QTNormix FlowersPas encore d'évaluation
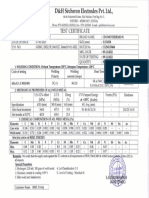
- S6cheron Electrodes PVT.: CertificateDocument1 pageS6cheron Electrodes PVT.: CertificateMetal EraPas encore d'évaluation
- HASTELLOY® C-22HS™alloyDocument16 pagesHASTELLOY® C-22HS™alloyYudha SatriaPas encore d'évaluation
- Ca 89748 - Iccp Installation Manual - MV TransshelfDocument107 pagesCa 89748 - Iccp Installation Manual - MV TransshelfTRANSSHELFPas encore d'évaluation
- Filler WeltenDocument5 pagesFiller WeltenEduard Gonzalo Rojas CervantesPas encore d'évaluation
- Duplex MetrodeDocument6 pagesDuplex Metrodeandresrojas25Pas encore d'évaluation
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliPas encore d'évaluation
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoPas encore d'évaluation
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaPas encore d'évaluation
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGPas encore d'évaluation
- Mishakin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 709 - 033060Document8 pagesMishakin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 709 - 033060Ming ChenPas encore d'évaluation
- Pipe WeldingDocument9 pagesPipe WeldingKailas GophanePas encore d'évaluation
- Cathelco Evac ICPP ManualDocument85 pagesCathelco Evac ICPP ManualВладимир ПетрукPas encore d'évaluation
- Welding of Hydrogen-Charged Steel For Modification or RepairDocument9 pagesWelding of Hydrogen-Charged Steel For Modification or Repairramadoss_alwar7307Pas encore d'évaluation
- Supercore D 81Document1 pageSupercore D 81camelod555Pas encore d'évaluation
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDocument7 pagesFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelSachin SharmaPas encore d'évaluation
- MQP 2Document10 pagesMQP 2prithvirajd20Pas encore d'évaluation
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajPas encore d'évaluation
- P91 - Modified 9crmo: Data SheetDocument7 pagesP91 - Modified 9crmo: Data SheetpbanerjeePas encore d'évaluation
- Ilmu Wireline BaruDocument30 pagesIlmu Wireline BaruIchalroz AudioDefect100% (1)
- Corrosion Lecture ManchesterDocument88 pagesCorrosion Lecture ManchesterAli AbbasovPas encore d'évaluation
- C0G Dielectric, 10Vdc-200Vdc (Automotive Grade) : Surface Mount Multilayer Ceramic Chip Capacitors (SMD MLCCS)Document18 pagesC0G Dielectric, 10Vdc-200Vdc (Automotive Grade) : Surface Mount Multilayer Ceramic Chip Capacitors (SMD MLCCS)dovesnest_inPas encore d'évaluation
- The Welding of Structural Steels Without PreheatDocument10 pagesThe Welding of Structural Steels Without PreheatHouman HatamianPas encore d'évaluation
- Failure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-ReviewedDocument9 pagesFailure Analysis of Insulator Iron Cap in Low Stress State: Technicalarticle-Peer-Reviewedsamar209Pas encore d'évaluation
- F-050 Impressed Current SystemDocument80 pagesF-050 Impressed Current SystemВасиль Гудзь100% (1)
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDocument14 pagesFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhPas encore d'évaluation
- Alloy Solution To Marine Fastener ProblemsDocument10 pagesAlloy Solution To Marine Fastener ProblemsBackia LakshmiPas encore d'évaluation
- ALLOY-20 - FI - US - EN Very Good All AboutDocument55 pagesALLOY-20 - FI - US - EN Very Good All Aboutmahmoud_allam3Pas encore d'évaluation
- WJ 1982 07 s222 Chevron CrackingDocument7 pagesWJ 1982 07 s222 Chevron CrackingamitPas encore d'évaluation
- Cathelco: C-Shield IccpDocument75 pagesCathelco: C-Shield IccpJuan Carlos ZavalaPas encore d'évaluation
- Woollin2007woollin, P. (2007) - Postweld Heat Treatment To Avoid Intergranular Stress Corrosion Cracking of Supermartensitic Stainless Steels.Document10 pagesWoollin2007woollin, P. (2007) - Postweld Heat Treatment To Avoid Intergranular Stress Corrosion Cracking of Supermartensitic Stainless Steels.oozdemirPas encore d'évaluation
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaPas encore d'évaluation
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaPas encore d'évaluation
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Metal-Cored: Gmaw-CDocument16 pagesMetal-Cored: Gmaw-CChandrajeet ShelkePas encore d'évaluation
- Flux Cored Wires PDFDocument71 pagesFlux Cored Wires PDFCristian Camilo QuirogaPas encore d'évaluation
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamPas encore d'évaluation
- Shield Bright 309L-1Document1 pageShield Bright 309L-1adanmeneses1Pas encore d'évaluation
- Chromium PlatingDocument66 pagesChromium PlatingManikandan SudharsanPas encore d'évaluation
- Analysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentDocument8 pagesAnalysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentMahsaPas encore d'évaluation
- CA110061 - NB906 - ICCP ManualDocument74 pagesCA110061 - NB906 - ICCP ManualBùi Công Lộc100% (1)
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysD'EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysÉvaluation : 1 sur 5 étoiles1/5 (1)
- B-62 2507 Rev 06Document5 pagesB-62 2507 Rev 06Shaik ShahPas encore d'évaluation
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00Pas encore d'évaluation
- MSF 618-619 591Document4 pagesMSF 618-619 591Barak VinklerPas encore d'évaluation
- Fatigue Crack Growth Behavior of JIS SCM440 Steel N 2017 International JournDocument13 pagesFatigue Crack Growth Behavior of JIS SCM440 Steel N 2017 International JournSunny SinghPas encore d'évaluation
- Cathelco Iccp Lila NolaDocument84 pagesCathelco Iccp Lila NolasridharsharmaPas encore d'évaluation
- Welding Rods InfoDocument9 pagesWelding Rods InfoSeju CherianPas encore d'évaluation
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermePas encore d'évaluation
- ST 12 - Echivalenta DC01Document12 pagesST 12 - Echivalenta DC01mariussinhoPas encore d'évaluation
- Chapter 9Document10 pagesChapter 9dervis berk congerPas encore d'évaluation
- CPWI 4 of 4Document17 pagesCPWI 4 of 4Jorge SobrevillaPas encore d'évaluation
- Temper Bead Welding of S460N Steel in Wet Welding ConditionsDocument10 pagesTemper Bead Welding of S460N Steel in Wet Welding ConditionsNickesh ShahPas encore d'évaluation
- CMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportDocument5 pagesCMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportAshishPas encore d'évaluation
- On The Time-Dependent Material Fracture Toughness at High TemperatureDocument9 pagesOn The Time-Dependent Material Fracture Toughness at High TemperatureSiis IngenieriaPas encore d'évaluation
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesD'EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášPas encore d'évaluation
- Materials Data for Cyclic Loading: Low-Alloy SteelsD'EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsÉvaluation : 5 sur 5 étoiles5/5 (2)
- CAD, CAM, CAE Training Centre in Anna NagarDocument8 pagesCAD, CAM, CAE Training Centre in Anna NagarCadd Centre100% (1)
- K-PRIX Means The Combination of Quality, Cost and Service..Document10 pagesK-PRIX Means The Combination of Quality, Cost and Service..M. AguiarPas encore d'évaluation
- CPP MSDSDocument4 pagesCPP MSDSevyPas encore d'évaluation
- Vapour Pressure DataDocument44 pagesVapour Pressure Dataramsrivatsan50% (2)
- p1475 MisumiDocument1 pagep1475 MisumidmalfazPas encore d'évaluation
- PALIMEX R - 855 Product Information PR00331304Document2 pagesPALIMEX R - 855 Product Information PR00331304Muhammad ThohirPas encore d'évaluation
- Septic TankDocument1 pageSeptic TankAnonymous 2a0rZk7Pas encore d'évaluation
- Ecological and Energetic Assessment of Re-Refining Used Oils To Base OilsDocument104 pagesEcological and Energetic Assessment of Re-Refining Used Oils To Base OilsFernando SImonelliPas encore d'évaluation
- Ocean Cable Engineering Handbook Vol7 Compiled by Ian S. CooteDocument188 pagesOcean Cable Engineering Handbook Vol7 Compiled by Ian S. Cootemannydesousa52Pas encore d'évaluation
- CALOR EMAG Bag.1 PDFDocument10 pagesCALOR EMAG Bag.1 PDFAditya AgasiPas encore d'évaluation
- Improved Chulhas - Final-1Document60 pagesImproved Chulhas - Final-1erkiruthirajPas encore d'évaluation
- Robotics SyllabusDocument1 pageRobotics SyllabusdsathiyaPas encore d'évaluation
- A 488A 488M - 01 Welding, Qualifications of Procedures and PersonnelDocument16 pagesA 488A 488M - 01 Welding, Qualifications of Procedures and Personnelamitanshu01482100% (1)
- Type of Earthing SystemDocument6 pagesType of Earthing SystemMokr AchourPas encore d'évaluation
- Aade 10 DF Ho 26Document9 pagesAade 10 DF Ho 26Trần Anh ĐứcPas encore d'évaluation
- PowerCoil Wire Thread Inserts & KitsDocument103 pagesPowerCoil Wire Thread Inserts & KitsThor InternationalPas encore d'évaluation
- Help CarlosDocument141 pagesHelp Carloszarzosa rabanalPas encore d'évaluation
- Espa - VE 94Document1 pageEspa - VE 94Debora MaryantiPas encore d'évaluation
- Handbook of Lost Wax or Investment Casting Sopcak TextDocument34 pagesHandbook of Lost Wax or Investment Casting Sopcak TextAttila FischerPas encore d'évaluation
- Creamery Juice HACCP PlanDocument27 pagesCreamery Juice HACCP PlanDavid ChanPas encore d'évaluation
- Re17047 2003-11Document8 pagesRe17047 2003-11Oscar CruzPas encore d'évaluation
- IRIS IR Inline SeparatorDocument6 pagesIRIS IR Inline SeparatorNistha ChakrabortyPas encore d'évaluation
- Instructions For Use Tau Clave 3000 Vacuum: Tau Steril S.N.C Via Gorizia, 6/a Fino Mornasco (CO)Document14 pagesInstructions For Use Tau Clave 3000 Vacuum: Tau Steril S.N.C Via Gorizia, 6/a Fino Mornasco (CO)soufianePas encore d'évaluation
- Nina ClubhouseDocument24 pagesNina ClubhousenagulshareefPas encore d'évaluation
- Limitations and Quality Upgrading Techniques For Utilization of MSW Incineration Bottom Ash in Engineering Applications - A ReviewDocument12 pagesLimitations and Quality Upgrading Techniques For Utilization of MSW Incineration Bottom Ash in Engineering Applications - A Reviewvitor_alberto_7Pas encore d'évaluation
- Grade 6 Lesson 4Document21 pagesGrade 6 Lesson 4Feljan Robert OriendoPas encore d'évaluation
- API 570 Piping InspectionDocument35 pagesAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Aliplast Katalog enDocument140 pagesAliplast Katalog enJelena GraovčevićPas encore d'évaluation
- Technicalinfo 6066670Document2 pagesTechnicalinfo 6066670petriPas encore d'évaluation
- Motorreductores BaldorDocument52 pagesMotorreductores BaldorADRIAN MENDEZ RICARIOPas encore d'évaluation