Vous aimerez peut-être aussi
- Introduction To MetrologyDocument55 pagesIntroduction To MetrologyAnand RamkumarPas encore d'évaluation
- Productivity and Reliability-Based Maintenance Management, Second EditionD'EverandProductivity and Reliability-Based Maintenance Management, Second EditionPas encore d'évaluation
- Module Number 8 - Production Management - TQMDocument6 pagesModule Number 8 - Production Management - TQMEden Dela Cruz100% (1)
- 06 POM Materials HandlingDocument28 pages06 POM Materials HandlingHimanshu KumarPas encore d'évaluation
- Westover Case StudyDocument2 pagesWestover Case StudyMohamad ELyas100% (2)
- Work Design and MeasurementDocument22 pagesWork Design and MeasurementJanysse CalderonPas encore d'évaluation
- Variable and Types of Statistical VariablesDocument9 pagesVariable and Types of Statistical VariablesRaul Esperanza100% (1)
- Contents msp1, DocxDocument47 pagesContents msp1, DocxJohn MarkPas encore d'évaluation
- FORECASTING - IntroductionDocument29 pagesFORECASTING - IntroductionJamal FarahPas encore d'évaluation
- Course Syllabus-Internal AuditingDocument4 pagesCourse Syllabus-Internal AuditingMishbah Yaser50% (2)
- The Learning CurveDocument17 pagesThe Learning CurvemohitkripalaniPas encore d'évaluation
- Manpri Case01 ConsolidatedAutomobileCaseAnalysisDocument3 pagesManpri Case01 ConsolidatedAutomobileCaseAnalysisFrancisco Marvin100% (1)
- Capacity Planning: Supplement 7Document20 pagesCapacity Planning: Supplement 7Kylie TarnatePas encore d'évaluation
- Time StudyDocument40 pagesTime StudySazid Rahman100% (1)
- Modern Cost Accounting Is Often Called Management AccountingDocument2 pagesModern Cost Accounting Is Often Called Management AccountingcemungudhPas encore d'évaluation
- Chapter 4: Engagement Process and PlanningDocument20 pagesChapter 4: Engagement Process and Planningdaniel100% (2)
- Chapter 9 Inventory FundamentalsDocument5 pagesChapter 9 Inventory FundamentalsKamble Abhijit100% (1)
- Work Measurement Practice ProblemsDocument3 pagesWork Measurement Practice Problemspremendra maniPas encore d'évaluation
- Module 1 - Introduction and Management Decision Making - Homework SolutionsDocument4 pagesModule 1 - Introduction and Management Decision Making - Homework SolutionsAbelPas encore d'évaluation
- Operations Mangement 1 - Chapter 16 - Handout 1Document8 pagesOperations Mangement 1 - Chapter 16 - Handout 1Jessica NgobeniPas encore d'évaluation
- Introduction To Cost AccountingDocument4 pagesIntroduction To Cost AccountingNeelabh KumarPas encore d'évaluation
- Stevenson 13e Chapter 4Document28 pagesStevenson 13e Chapter 4----Pas encore d'évaluation
- Quality Standards: Presented by Rakesh.D Rakesh.ADocument15 pagesQuality Standards: Presented by Rakesh.D Rakesh.ARakesh SharmaPas encore d'évaluation
- An Ergonomic Study On The TSU Shuttle Driver's Workspace (Manalo-Iscat)Document31 pagesAn Ergonomic Study On The TSU Shuttle Driver's Workspace (Manalo-Iscat)Jensen ManaloPas encore d'évaluation
- Activity Based Costing ExampleDocument3 pagesActivity Based Costing ExampleViji LakshmiPas encore d'évaluation
- List Three (3) Products Per Type, and Explain Why You Think Each Product Belongs in That Specific TypeDocument2 pagesList Three (3) Products Per Type, and Explain Why You Think Each Product Belongs in That Specific TypeJennyca Sison100% (1)
- Module - IsA 620Document6 pagesModule - IsA 620Atif Rehman0% (1)
- Humms 12A Entrepreneurship - Strategic Planning and Business DevelopmentDocument7 pagesHumms 12A Entrepreneurship - Strategic Planning and Business DevelopmentChristian RiveraPas encore d'évaluation
- Certified Internal Certified Internal Certified Internal Certified Internal Auditor Exam Auditor Exam Auditor Exam Auditor ExamDocument29 pagesCertified Internal Certified Internal Certified Internal Certified Internal Auditor Exam Auditor Exam Auditor Exam Auditor ExamRichard ClarksonPas encore d'évaluation
- Foundation of Internal AuditingDocument2 pagesFoundation of Internal AuditingChristine PanjaitanPas encore d'évaluation
- Lesson 26-27-28 Quality ManagementDocument7 pagesLesson 26-27-28 Quality ManagementChaqib SultanPas encore d'évaluation
- Audit SeminarDocument5 pagesAudit SeminarHARI HARA RAO GUJJAR100% (1)
- Quiz 2Document6 pagesQuiz 2alaissa cagubcob0% (1)
- Chapter 5 Stochastic SchedulingDocument21 pagesChapter 5 Stochastic Schedulingabdicasis rashidPas encore d'évaluation
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitPas encore d'évaluation
- Lecture Notes On Time Series Analysis by Dr. AjijolaDocument31 pagesLecture Notes On Time Series Analysis by Dr. Ajijolafaith ola100% (1)
- Assignment Ch#6-1-1Document6 pagesAssignment Ch#6-1-1Riaz Ahmad100% (1)
- Define Internal Control.: Activity Sheet - Module 6Document9 pagesDefine Internal Control.: Activity Sheet - Module 6Chris JacksonPas encore d'évaluation
- CORELAP (Computerized Relationship Layout Planning) Algorithm Input RequirementsDocument6 pagesCORELAP (Computerized Relationship Layout Planning) Algorithm Input RequirementsSahil KumarPas encore d'évaluation
- Fault Tolerance MetricsDocument8 pagesFault Tolerance MetricsctorreshhPas encore d'évaluation
- Assignment 4Document4 pagesAssignment 4syed aliPas encore d'évaluation
- Chapter 3Document37 pagesChapter 3Clarisse Joyce Nava Abregoso100% (1)
- Prelims in NSTPDocument2 pagesPrelims in NSTPJanine Alexis TividadPas encore d'évaluation
- UP DIE/OR IE 231 First Semester 2013-2014 Syllabus-1Document10 pagesUP DIE/OR IE 231 First Semester 2013-2014 Syllabus-1rads27Pas encore d'évaluation
- CHAPTER-6 FORECASTING TECHNIQUES - Formatted PDFDocument55 pagesCHAPTER-6 FORECASTING TECHNIQUES - Formatted PDFsamsungloverPas encore d'évaluation
- Lesson 6 - Material ManagementDocument30 pagesLesson 6 - Material ManagementFranzil Shannen Pastor100% (1)
- Biodata BioconDocument9 pagesBiodata BioconNoor ZarifPas encore d'évaluation
- Assignment A PCIDocument20 pagesAssignment A PCISanjay SundaralingamPas encore d'évaluation
- Midterm Exam 522Document5 pagesMidterm Exam 522Ghulam AliPas encore d'évaluation
- How To Implement 5sDocument10 pagesHow To Implement 5sAnnette Evelyn KanyunyuziPas encore d'évaluation
- Pns+bafs+233 2018Document64 pagesPns+bafs+233 2018jeffrey sarolPas encore d'évaluation
- Production and Operations Management Chapter 2 Plant Location and LayoutDocument43 pagesProduction and Operations Management Chapter 2 Plant Location and LayoutAce LaliconPas encore d'évaluation
- Case Study Hal Inc.Document5 pagesCase Study Hal Inc.Jerome Bayocboc100% (2)
- Internal Auditing2017 (1s)Document22 pagesInternal Auditing2017 (1s)Leonardo Lelis GonçalvesPas encore d'évaluation
- EIM PPT 1Document17 pagesEIM PPT 1rahul0% (1)
- Introduction To MetrologyDocument54 pagesIntroduction To MetrologydspPas encore d'évaluation
- Metrology and MeasurementsDocument140 pagesMetrology and MeasurementsVivekanand SriramPas encore d'évaluation
- MMM Module 1 NotesDocument31 pagesMMM Module 1 NotesSam prabhakar100% (1)
- Engineering MetrologyDocument123 pagesEngineering MetrologyKunduru Srinivasulu Reddy100% (3)
- Venky Unit-IVDocument5 pagesVenky Unit-IVVenkateshYadavCivarlaPas encore d'évaluation
- Ieee-Pc57 12 80-2002Document4 pagesIeee-Pc57 12 80-2002Dioven A. CadungogPas encore d'évaluation
- Siwes Report CHISOM SAM ORJIDocument41 pagesSiwes Report CHISOM SAM ORJISOMSKI1100% (2)
- Acceleration Unit Plan 1Document3 pagesAcceleration Unit Plan 1api-3954318210% (1)
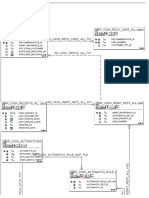
- r121 Auto Cash App ErdDocument2 pagesr121 Auto Cash App ErdLam TranPas encore d'évaluation
- P6 Set Up Performance %Document10 pagesP6 Set Up Performance %Bryan JacksonPas encore d'évaluation
- Release Notes: 2288H V5&1288H V5&2288C V5&5288 V5 CPLD V212Document6 pagesRelease Notes: 2288H V5&1288H V5&2288C V5&5288 V5 CPLD V212LTI MaintenancePas encore d'évaluation
- PAM For Informatica MDM Multidomain Edition 10.1Document2 pagesPAM For Informatica MDM Multidomain Edition 10.1Sourajit MitraPas encore d'évaluation
- MusixtexDocument121 pagesMusixtexmoretalePas encore d'évaluation
- American Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182Document5 pagesAmerican Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182JijoPas encore d'évaluation
- Quality Procedures and Forms 2016Document30 pagesQuality Procedures and Forms 2016Mohammed Musa100% (9)
- An Effective Cover LetterDocument4 pagesAn Effective Cover LetterbernmamPas encore d'évaluation
- Keys 2 Cognition - Cognitive ProcessesDocument2 pagesKeys 2 Cognition - Cognitive Processesripple9696Pas encore d'évaluation
- чек лист IELTS speaking September-December 2021Document2 pagesчек лист IELTS speaking September-December 2021Елена КуликоваPas encore d'évaluation
- Value of LifeDocument53 pagesValue of LifeTu Phu Hoang LePas encore d'évaluation
- Elementary Statistics A Step by Step Approach 7th Edition Bluman Test BankDocument14 pagesElementary Statistics A Step by Step Approach 7th Edition Bluman Test Bankfelicitycurtis9fhmt7100% (33)
- GAIN - Flight Safety HandbookDocument180 pagesGAIN - Flight Safety HandbookDennis Groves100% (4)
- Summer Training Emp. SatisfactionDocument34 pagesSummer Training Emp. SatisfactionAkash DixitPas encore d'évaluation
- SphitDocument4 pagesSphitWild LocketPas encore d'évaluation
- Lesson Plan 6 ReflectionDocument4 pagesLesson Plan 6 Reflectionapi-295690946Pas encore d'évaluation
- 2016/2017 Master Timetable (Tentative) : Published: May 2016Document19 pages2016/2017 Master Timetable (Tentative) : Published: May 2016Ken StaynerPas encore d'évaluation
- New Maths Frameworking: Matches The Revised KS3 FrameworkDocument232 pagesNew Maths Frameworking: Matches The Revised KS3 FrameworkMerihane Naguib100% (2)
- Bca 3rd Sem Data St.Document40 pagesBca 3rd Sem Data St.TECHKNOWLOZY MOHITjiPas encore d'évaluation
- Master Syllabus Fix TOM-JAN2019-BOED PDFDocument4 pagesMaster Syllabus Fix TOM-JAN2019-BOED PDFBogiPas encore d'évaluation
- VTU 7 Sem B.E (CSE/ISE) : Java/ J2EeDocument57 pagesVTU 7 Sem B.E (CSE/ISE) : Java/ J2EeNikhilGuptaPas encore d'évaluation
- Keshav Mohaneesh Aumeer 16549793 Assignment 2 Case Study Managing Change 3002Document12 pagesKeshav Mohaneesh Aumeer 16549793 Assignment 2 Case Study Managing Change 3002pri demonPas encore d'évaluation
- Safety Training For The Oil and Gas Worker: WhitepaperDocument6 pagesSafety Training For The Oil and Gas Worker: WhitepaperfahdPas encore d'évaluation
- Arduino Robot KitDocument12 pagesArduino Robot KitRohit Vaishampayan100% (1)
- Status Report Cbms 2020Document20 pagesStatus Report Cbms 2020Lilian Belen Dela CruzPas encore d'évaluation
- 2nd Summative Test - Org'n & Mgt. 2nd SemesterDocument4 pages2nd Summative Test - Org'n & Mgt. 2nd SemesterDo FernanPas encore d'évaluation
- Course Outline BA301-2Document4 pagesCourse Outline BA301-2drugs_182Pas encore d'évaluation