Vous aimerez peut-être aussi
- Aws A 5.10Document38 pagesAws A 5.10বিপ্লব পালPas encore d'évaluation
- Procedure For WeldingDocument7 pagesProcedure For WeldingMecon Hyderabad100% (1)
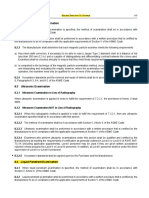
- Ultrasonic Testing of Materials at Level 2Document278 pagesUltrasonic Testing of Materials at Level 2albertzaldivia87% (15)
- 23 Application and Control of Pre-HeatDocument18 pages23 Application and Control of Pre-HeatAdhanom G.Pas encore d'évaluation
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanPas encore d'évaluation
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaPas encore d'évaluation
- A320 Basic Edition Flight TutorialDocument50 pagesA320 Basic Edition Flight TutorialOrlando CuestaPas encore d'évaluation
- Welding An Its TypesDocument54 pagesWelding An Its TypesChaithu ChandrasekaranPas encore d'évaluation
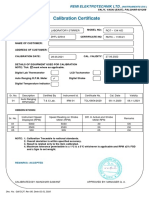
- Calibration CertificateDocument1 pageCalibration CertificateSales GoldClassPas encore d'évaluation
- National Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedureDocument9 pagesNational Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedurewiPas encore d'évaluation
- AWS List of Welding CodesDocument16 pagesAWS List of Welding CodesLee Chong EePas encore d'évaluation
- SMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFDocument24 pagesSMS - 603 - UTZ - 001 - Sulzer SPEKTRA Rev.00.pdf (TTD) PDFRosyidi danangPas encore d'évaluation
- PC210 8M0Document8 pagesPC210 8M0Vamshidhar Reddy KundurPas encore d'évaluation
- Familiarization With Apparatus and Equipment Used in Testing of MaterialsDocument5 pagesFamiliarization With Apparatus and Equipment Used in Testing of MaterialsEmanoAce33% (6)
- CSWIP 3.1-2010 The Welding Inspection of SteelDocument317 pagesCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoPas encore d'évaluation
- Welding Terminology Dan Welding Positions PDFDocument52 pagesWelding Terminology Dan Welding Positions PDFRama TamaPas encore d'évaluation
- Module 5 Data Collection Presentation and AnalysisDocument63 pagesModule 5 Data Collection Presentation and AnalysisAngel Vera CastardoPas encore d'évaluation
- Astm A123 PDFDocument2 pagesAstm A123 PDFবিপ্লব পাল67% (6)
- CV FormateDocument8 pagesCV Formatetariq_hussain_20Pas encore d'évaluation
- Piping Inspection Basics For The BeginnersDocument6 pagesPiping Inspection Basics For The Beginnersramyatan SinghPas encore d'évaluation
- Metropolitan Pipe Catalog 2012-P1Document696 pagesMetropolitan Pipe Catalog 2012-P1MetropolitanPipe0% (1)
- Welding TerminologyDocument18 pagesWelding Terminologymahi1437100% (1)
- Welding Procedure Preparation1Document6 pagesWelding Procedure Preparation1Rajeshwar KumdalePas encore d'évaluation
- Paper 9Document14 pagesPaper 9UmaibalanPas encore d'évaluation
- Configuring Master Data Governance For Customer - SAP DocumentationDocument17 pagesConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoPas encore d'évaluation
- TENARIS Pipes-For-Civil-Industrial-InstallationDocument28 pagesTENARIS Pipes-For-Civil-Industrial-InstallationNîakâm UshuaiaPas encore d'évaluation
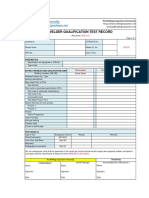
- Welder Qualification Test Record: Base MetalsDocument1 pageWelder Qualification Test Record: Base Metalsmurshid badshahPas encore d'évaluation
- Part 02 - Review of PWPS and WPSDocument9 pagesPart 02 - Review of PWPS and WPSYan FerizalPas encore d'évaluation
- Weld RepairsDocument8 pagesWeld RepairsAhmedAleshiPas encore d'évaluation
- MPS Itp Api 5CT K55 PSL 1 - Khi R0Document22 pagesMPS Itp Api 5CT K55 PSL 1 - Khi R0Alfian ImaduddinPas encore d'évaluation
- Floor Oven Fe50 Fe1000msss NewDocument1 pageFloor Oven Fe50 Fe1000msss Newtekstep7Pas encore d'évaluation
- Welding Prosedur Specification Wps Pre QualifiedDocument8 pagesWelding Prosedur Specification Wps Pre QualifiedryanonedPas encore d'évaluation
- WPS Vs PQRDocument3 pagesWPS Vs PQRIbrahim BashaPas encore d'évaluation
- Safety and Operating Manual: Pipe Threading MachineDocument19 pagesSafety and Operating Manual: Pipe Threading MachineNalina S. Bala KumarPas encore d'évaluation
- OCTGDocument1 pageOCTGMurugananthamParamasivam100% (1)
- API Acceptance CriteriaDocument1 pageAPI Acceptance CriteriaravigurajapuPas encore d'évaluation
- SMAW InstructionDocument20 pagesSMAW InstructionSun Sun100% (1)
- What Is Retrofit in Solution Manager 7.2Document17 pagesWhat Is Retrofit in Solution Manager 7.2PILLINAGARAJUPas encore d'évaluation
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02Pas encore d'évaluation
- MEM661 Welding Project Instruction & Marks (20%) PDFDocument1 pageMEM661 Welding Project Instruction & Marks (20%) PDFIddin NorazliPas encore d'évaluation
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarPas encore d'évaluation
- Welding in Pipelines - PV - StructureDocument6 pagesWelding in Pipelines - PV - StructureanshumanPas encore d'évaluation
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluPas encore d'évaluation
- Acceptance Criteria Asme B31.3 PDFDocument1 pageAcceptance Criteria Asme B31.3 PDFAhmad Rizki100% (1)
- Critére D'acceptation PT API 650 ASME VIIIDocument4 pagesCritére D'acceptation PT API 650 ASME VIIITahar DabbarPas encore d'évaluation
- Weld GaugesDocument15 pagesWeld GaugessojeckPas encore d'évaluation
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaPas encore d'évaluation
- Guard House Monkey Ladder 01Document5 pagesGuard House Monkey Ladder 01razi khanPas encore d'évaluation
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
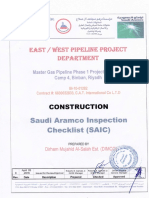
- Saudi Sadara Inspection Checklist CoverDocument1 pageSaudi Sadara Inspection Checklist CoverArshad MahmoodPas encore d'évaluation
- WPS FormatDocument7 pagesWPS FormatPradip SalunkhePas encore d'évaluation
- GMAWDocument12 pagesGMAWsushant47Pas encore d'évaluation
- AISI 4145 HT (Oiled Spec.) : Sin Thai Special Steel Co., LTDDocument1 pageAISI 4145 HT (Oiled Spec.) : Sin Thai Special Steel Co., LTDl_aguilar_mPas encore d'évaluation
- Aramco Balance Material Site IssuesDocument12 pagesAramco Balance Material Site IssuesVinay Yadav100% (1)
- RFI RecordDocument16 pagesRFI RecordmyraPas encore d'évaluation
- Transformer-WPS OfficeDocument19 pagesTransformer-WPS OfficeVinaya kumar BGPas encore d'évaluation
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriquePas encore d'évaluation
- API 570 Piping Inspector HANDALDocument2 pagesAPI 570 Piping Inspector HANDALBidari MediPas encore d'évaluation
- Welder Qualification Test RecordDocument2 pagesWelder Qualification Test RecordEngr Saeed AnwarPas encore d'évaluation
- Visual Inspection of Weld Joints Welding and NDTDocument7 pagesVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- 06-Densitometer CalibrationDocument3 pages06-Densitometer Calibrationrohit singhPas encore d'évaluation
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityPas encore d'évaluation
- Piping InspectionDocument25 pagesPiping InspectionvinothPas encore d'évaluation
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- QC Weld PDFDocument13 pagesQC Weld PDFSATHAM HUSSAINPas encore d'évaluation
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfDocument7 pagesQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalPas encore d'évaluation
- Rfi FormatDocument1 pageRfi FormatSajjadPervaizPas encore d'évaluation
- WeldingDocument23 pagesWeldingBilal TayyabPas encore d'évaluation
- Welding PDFDocument74 pagesWelding PDFRachnaPas encore d'évaluation
- Csi CalculationDocument16 pagesCsi Calculationবিপ্লব পালPas encore d'évaluation
- 01 Samss 042Document38 pages01 Samss 042বিপ্লব পালPas encore d'évaluation
- QCS For Insulation.Document1 pageQCS For Insulation.বিপ্লব পালPas encore d'évaluation
- D ManualDocument87 pagesD Manualবিপ্লব পালPas encore d'évaluation
- SAIC-G-2017 Rev 0 - Mechanical & Chemical Cleaning of Lube Andor Seal Oil SystemDocument3 pagesSAIC-G-2017 Rev 0 - Mechanical & Chemical Cleaning of Lube Andor Seal Oil Systemবিপ্লব পালPas encore d'évaluation
- The Beauty of Mathematics and The Love of GodDocument6 pagesThe Beauty of Mathematics and The Love of Godবিপ্লব পালPas encore d'évaluation
- Saep 1150Document50 pagesSaep 1150বিপ্লব পালPas encore d'évaluation
- Ss 7 Unit 2 and 3 French and British in North AmericaDocument147 pagesSs 7 Unit 2 and 3 French and British in North Americaapi-530453982Pas encore d'évaluation
- Tradingview ShortcutsDocument2 pagesTradingview Shortcutsrprasannaa2002Pas encore d'évaluation
- CoDocument80 pagesCogdayanand4uPas encore d'évaluation
- Brand Positioning of PepsiCoDocument9 pagesBrand Positioning of PepsiCoAbhishek DhawanPas encore d'évaluation
- Building and Other Construction Workers Act 1996Document151 pagesBuilding and Other Construction Workers Act 1996Rajesh KodavatiPas encore d'évaluation
- Asphalt Plant Technical SpecificationsDocument5 pagesAsphalt Plant Technical SpecificationsEljoy AgsamosamPas encore d'évaluation
- Role of The Government in HealthDocument6 pagesRole of The Government in Healthptv7105Pas encore d'évaluation
- XgxyDocument22 pagesXgxyLïkïth RäjPas encore d'évaluation
- Powerpoint Presentation: Calcium Sulphate in Cement ManufactureDocument7 pagesPowerpoint Presentation: Calcium Sulphate in Cement ManufactureDhruv PrajapatiPas encore d'évaluation
- PFI High Flow Series Single Cartridge Filter Housing For CleaningDocument2 pagesPFI High Flow Series Single Cartridge Filter Housing For Cleaningbennypartono407Pas encore d'évaluation
- 7 TariffDocument22 pages7 TariffParvathy SureshPas encore d'évaluation
- Cdi 2 Traffic Management and Accident InvestigationDocument22 pagesCdi 2 Traffic Management and Accident InvestigationCasanaan Romer BrylePas encore d'évaluation
- Accomplishment ReportDocument1 pageAccomplishment ReportMaria MiguelPas encore d'évaluation
- IPO Ordinance 2005Document13 pagesIPO Ordinance 2005Altaf SheikhPas encore d'évaluation
- Environmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsDocument8 pagesEnvironmental Auditing For Building Construction: Energy and Air Pollution Indices For Building MaterialsAhmad Zubair Hj YahayaPas encore d'évaluation
- MSDS - Tuff-Krete HD - Part DDocument6 pagesMSDS - Tuff-Krete HD - Part DAl GuinitaranPas encore d'évaluation
- BSCSE at UIUDocument110 pagesBSCSE at UIUshamir mahmudPas encore d'évaluation
- CS321 Computer ArchitectureDocument160 pagesCS321 Computer ArchitectureAnurag kumarPas encore d'évaluation
- Building New Boxes WorkbookDocument8 pagesBuilding New Boxes Workbookakhileshkm786Pas encore d'évaluation
- Working Capital ManagementDocument39 pagesWorking Capital ManagementRebelliousRascalPas encore d'évaluation
- Urun Katalogu 4Document112 pagesUrun Katalogu 4Jose Luis AcevedoPas encore d'évaluation
- DC Servo MotorDocument6 pagesDC Servo MotortaindiPas encore d'évaluation
- Low Cost Building ConstructionDocument15 pagesLow Cost Building ConstructionAtta RehmanPas encore d'évaluation