Vous aimerez peut-être aussi
- NUMBER OF CAVITIES CALCULATIONDocument40 pagesNUMBER OF CAVITIES CALCULATIONStelwin Fernandez80% (5)
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KalePas encore d'évaluation
- Formulas Tool & DieDocument62 pagesFormulas Tool & Dievinayak100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1D'EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Évaluation : 5 sur 5 étoiles5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3D'EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Pas encore d'évaluation
- Mold CalculationDocument2 pagesMold CalculationMohammed Khatib100% (1)
- Troubleshooting Injection Moulding Process ProblemsDocument24 pagesTroubleshooting Injection Moulding Process ProblemsKaixin Go50% (2)
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuPas encore d'évaluation
- Moulding Process GuideDocument35 pagesMoulding Process GuideArunava Bala75% (4)
- Injection Mold Design: Dr. Naresh BhatnagarDocument65 pagesInjection Mold Design: Dr. Naresh BhatnagarAnkit Bansal88% (8)
- Mould ElementsDocument72 pagesMould Elementsvinayak100% (4)
- Plastic Injection Training ReportDocument31 pagesPlastic Injection Training ReportsazmsPas encore d'évaluation
- MOULD TOOL DESIGN PRESENTATIONDocument64 pagesMOULD TOOL DESIGN PRESENTATIONskumaranspPas encore d'évaluation
- Mold Design Fundamental Calculation BATTERY COVERDocument10 pagesMold Design Fundamental Calculation BATTERY COVERBoby SaputraPas encore d'évaluation
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflamePas encore d'évaluation
- Resolve Warpage in Plastic Parts with Moldflow SimulationDocument20 pagesResolve Warpage in Plastic Parts with Moldflow SimulationGuyPas encore d'évaluation
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1Pas encore d'évaluation
- PS Injection Mold Tool StandardsDocument107 pagesPS Injection Mold Tool StandardsНикола МедићPas encore d'évaluation
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniPas encore d'évaluation
- Basic of Mould DesignDocument79 pagesBasic of Mould DesignKamal Krishna Kashyap100% (4)
- Mould Design Part OneDocument15 pagesMould Design Part Oneazizmaarof100% (3)
- MPI Fill Analysis of 3D CAD ModelDocument21 pagesMPI Fill Analysis of 3D CAD ModelArmando JimPas encore d'évaluation
- Plastic Mould Technology Course 30 DaysDocument14 pagesPlastic Mould Technology Course 30 DaysAnkit NaphadePas encore d'évaluation
- Injection Molding Defects Causes RemediesDocument60 pagesInjection Molding Defects Causes Remediesfriedman2013100% (1)
- Hot Runner SystemsDocument17 pagesHot Runner SystemsAkash Shettannavar50% (2)
- Injection MouldDocument256 pagesInjection Mouldsandokan_mc1100% (1)
- Theory of Moulds - ContentsDocument9 pagesTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Injection Moulding MachineDocument35 pagesInjection Moulding MachineRajesh Kumar88% (8)
- MLD TheoryDocument96 pagesMLD TheorySheik Abdullah100% (1)
- A Processing Guide For Injection Molding (Bayer)Document60 pagesA Processing Guide For Injection Molding (Bayer)Fabian Moffa100% (1)
- Hot RunnerDocument98 pagesHot RunnerSree Raj67% (3)
- Useful Data On Plastic Injection MouldingDocument71 pagesUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Runner & Gate CalculationDocument23 pagesRunner & Gate CalculationArunava Bala100% (4)
- Design MoldDocument48 pagesDesign Moldjohnquest75% (4)
- Injection Molding GuideDocument33 pagesInjection Molding Guidethangkhungpro0% (1)
- Injection Mould DesignDocument88 pagesInjection Mould Designfuzi00Pas encore d'évaluation
- How To Select Plastic Injection Moulding MachineDocument48 pagesHow To Select Plastic Injection Moulding MachineDiego Sáchica60% (5)
- Injection Molding:: The Art of Making Plastic PartsDocument22 pagesInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)
- Mold and Die - PPTDocument110 pagesMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Advanced Injection Mould Split Design TechniquesDocument175 pagesAdvanced Injection Mould Split Design TechniquesŠetkić SemirPas encore d'évaluation
- Injection Mold Design Engineering Complete Self-Assessment GuideD'EverandInjection Mold Design Engineering Complete Self-Assessment GuidePas encore d'évaluation
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2D'EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Pas encore d'évaluation
- Injection moulding machine specificationsDocument4 pagesInjection moulding machine specificationsNIKHIL PATHADEPas encore d'évaluation
- Taller MaterialesDocument11 pagesTaller MaterialesJulian Rolando Sierra RodriguezPas encore d'évaluation
- What Is An Injection Moulding MachineDocument3 pagesWhat Is An Injection Moulding MachineNIKHIL PATHADEPas encore d'évaluation
- Determination of California Bearing RatioDocument4 pagesDetermination of California Bearing RatioMurat InalPas encore d'évaluation
- Institute of Engineering Department CivilDocument27 pagesInstitute of Engineering Department CivilSabbir HossainPas encore d'évaluation
- Master Thesis Project-Presentation 1: Name: Simma Joginaidu Roll Number: 20CE65R13 Guided By: Prof. Nirjhar DhangDocument45 pagesMaster Thesis Project-Presentation 1: Name: Simma Joginaidu Roll Number: 20CE65R13 Guided By: Prof. Nirjhar DhangJOGINAIDUPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To InformationBTEPas encore d'évaluation
- Experiment No. 01: APPARATUS REQUIRED: The Apparatus Used AreDocument8 pagesExperiment No. 01: APPARATUS REQUIRED: The Apparatus Used AreAnkur DubeyPas encore d'évaluation
- Specification of Injection Moulding MachineDocument2 pagesSpecification of Injection Moulding MachineNIKHIL PATHADEPas encore d'évaluation
- Casting Concrete PDFDocument14 pagesCasting Concrete PDFhammads88Pas encore d'évaluation
- Machine Selection ProcessDocument4 pagesMachine Selection ProcessSyed Mujtaba Ali BukhariPas encore d'évaluation
- 049 - Valentas C8 Parte 1-13Document1 page049 - Valentas C8 Parte 1-13Ana RodriguezPas encore d'évaluation
- Department of Transportation: California Test 551 August 2012Document21 pagesDepartment of Transportation: California Test 551 August 2012Mohsen TennichPas encore d'évaluation
- Key Points To Specified A Injection Moulding MachineDocument2 pagesKey Points To Specified A Injection Moulding MachineNIKHIL PATHADEPas encore d'évaluation
- Inj Moulding of Thermoset MaterialsDocument3 pagesInj Moulding of Thermoset MaterialsvinayakPas encore d'évaluation
- D 731 - 95 R99 RDCZMQDocument3 pagesD 731 - 95 R99 RDCZMQAtif JavaidPas encore d'évaluation
- BMM 1821 Mechanical Laboratory 2: Faculty of Mechanical EngineeringDocument3 pagesBMM 1821 Mechanical Laboratory 2: Faculty of Mechanical Engineeringsharuzi0% (1)
- SSM UNICEF BBPC1 Childcare Centres PDFDocument12 pagesSSM UNICEF BBPC1 Childcare Centres PDFsharuziPas encore d'évaluation
- Slide MBOT Pendaftar - Nazrol PDFDocument12 pagesSlide MBOT Pendaftar - Nazrol PDFsharuzi100% (1)
- Slide TNCAA UTHM Prof Ismail PDFDocument8 pagesSlide TNCAA UTHM Prof Ismail PDFsharuziPas encore d'évaluation
- Product and Defect2Document10 pagesProduct and Defect2sharuziPas encore d'évaluation
- Does The 3D Printing and Injection Moulding Is Competing or ComplementaryDocument9 pagesDoes The 3D Printing and Injection Moulding Is Competing or ComplementarysharuziPas encore d'évaluation
- Does The 3D Printing and Injection Moulding Is Competing or ComplementaryDocument9 pagesDoes The 3D Printing and Injection Moulding Is Competing or ComplementarysharuziPas encore d'évaluation
- Slide MBOT Pendaftar - Nazrol PDFDocument12 pagesSlide MBOT Pendaftar - Nazrol PDFsharuzi100% (1)
- TVET for Future WorkDocument13 pagesTVET for Future WorksharuziPas encore d'évaluation
- Common Steps of 3d ProcessDocument8 pagesCommon Steps of 3d ProcesssharuziPas encore d'évaluation
- Two and three plate mold components and functionsDocument3 pagesTwo and three plate mold components and functionssharuziPas encore d'évaluation
- Mould MakerDocument6 pagesMould MakersharuziPas encore d'évaluation
- Analysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentsDocument9 pagesAnalysis of Mechanical Behavior of 3D Printed ABS Parts by ExperimentssharuziPas encore d'évaluation
- PolymerDocument12 pagesPolymersharuziPas encore d'évaluation
- Common Injection Moulding Defects, Causes, andDocument5 pagesCommon Injection Moulding Defects, Causes, andsharuziPas encore d'évaluation
- Mould Maker PDFDocument1 pageMould Maker PDFsharuziPas encore d'évaluation
- Rapid PrototypingDocument21 pagesRapid Prototypingapi-3758470100% (1)
- Mould Maker PDFDocument1 pageMould Maker PDFsharuziPas encore d'évaluation
- Rapid PrototypingDocument21 pagesRapid Prototypingapi-3758470100% (1)
- Design For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMDocument124 pagesDesign For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMsharuzi67% (3)
- Product Design and DevelopmentDocument27 pagesProduct Design and Developmentsharuzi100% (2)
- 2 - Design For Manufacture and Assembly (DFMA)Document29 pages2 - Design For Manufacture and Assembly (DFMA)sharuzi90% (10)
- 【材性】DH36 Z35Document2 pages【材性】DH36 Z35陈云龙Pas encore d'évaluation
- Fcee 2005-06-203-216 Logistics of ConstructionDocument14 pagesFcee 2005-06-203-216 Logistics of ConstructionphilipyapPas encore d'évaluation
- Ramanathan, (2011) - Risk Factors Influencing Time and Cost Overrun in Multiple D&B Projects in Malaysia A Case StudyDocument6 pagesRamanathan, (2011) - Risk Factors Influencing Time and Cost Overrun in Multiple D&B Projects in Malaysia A Case StudyPriyaah KarunakaranPas encore d'évaluation
- ECG303 - BASIC SOIL MECHANICS: CONSOLIDATION AND COMPACTIONDocument90 pagesECG303 - BASIC SOIL MECHANICS: CONSOLIDATION AND COMPACTIONMukhriz Mansor0% (1)
- References Calculations Bridge Abutment Curtain Wall Analysis and Design (Bs 5400)Document10 pagesReferences Calculations Bridge Abutment Curtain Wall Analysis and Design (Bs 5400)WycliffePas encore d'évaluation
- The Proponents Proposed A Covered Walkway Separated From The Roadway For The Pedestrians in The Cityhall CompoundDocument3 pagesThe Proponents Proposed A Covered Walkway Separated From The Roadway For The Pedestrians in The Cityhall CompoundJewel Emerald Higuit100% (1)
- Mogas TankDocument4 pagesMogas Tankrhannie garciaPas encore d'évaluation
- Steel Lecture 3 - Tension MembersDocument111 pagesSteel Lecture 3 - Tension MembersSana'a AamirPas encore d'évaluation
- StructuralDocument40 pagesStructuralStephanie Joy Delos Reyes67% (3)
- HVAC PresentationDocument83 pagesHVAC PresentationAnantTyagiPas encore d'évaluation
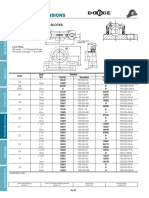
- Bearing Reference Guide - Setscrew Ball Bearings DimensionsDocument2 pagesBearing Reference Guide - Setscrew Ball Bearings DimensionsjaviervbPas encore d'évaluation
- US8480802 VetrazzoDocument11 pagesUS8480802 VetrazzoPavle SpasojevicPas encore d'évaluation
- Floor Plan DrawingsDocument6 pagesFloor Plan DrawingsMae_Sheryn_Lip_1795Pas encore d'évaluation
- K Wall FormworkDocument32 pagesK Wall FormworkA JoshiPas encore d'évaluation
- 06 - Groynes in Coastal Engineering PRDocument2 pages06 - Groynes in Coastal Engineering PRΝίκος ΚατριβέσηςPas encore d'évaluation
- Structural Design of Movenpick Hotel: An-Najah National University Civil Engineering DepartmentDocument77 pagesStructural Design of Movenpick Hotel: An-Najah National University Civil Engineering Departmentlayaljamal2Pas encore d'évaluation
- Eccentrically Loaded ColumnsDocument2 pagesEccentrically Loaded ColumnsKing RickPas encore d'évaluation
- Activity SheetDocument4 pagesActivity Sheetiris lynn r. tabamoPas encore d'évaluation
- Extracts of SS636Document2 pagesExtracts of SS636alvinchuanPas encore d'évaluation
- Significance of Test and Properties of Concrete and Concrete Making MaterialDocument220 pagesSignificance of Test and Properties of Concrete and Concrete Making MaterialHarun Alrasyid78% (9)
- Architectural Practice and Construction Managament PDFDocument518 pagesArchitectural Practice and Construction Managament PDFMa. Janelle Go50% (2)
- Willamette Ball Cone Valves Sales 2200 2600Document28 pagesWillamette Ball Cone Valves Sales 2200 2600chandrasingh4564Pas encore d'évaluation
- CasingDocument31 pagesCasingsouthliPas encore d'évaluation
- Awas Bandhu Uttar Pradesh GOs 2008Document348 pagesAwas Bandhu Uttar Pradesh GOs 2008garga100% (1)
- Eds 07 4055 Customer Switchrooms For Indoor Switchgear PanelsDocument28 pagesEds 07 4055 Customer Switchrooms For Indoor Switchgear Panelschandrakanth.kvPas encore d'évaluation
- HOMEVAC PresentationDocument19 pagesHOMEVAC PresentationTMVR's TVPas encore d'évaluation
- Full Thesis PDFDocument89 pagesFull Thesis PDFKaushiki KambojPas encore d'évaluation
- Cantilever Poles - 2003 - : Section/Article DescriptionDocument12 pagesCantilever Poles - 2003 - : Section/Article DescriptionMike2322Pas encore d'évaluation
- Boring ReportDocument8 pagesBoring Reportsourabh_gupta_54Pas encore d'évaluation
- Grundfos PDFDocument8 pagesGrundfos PDFDan PetricPas encore d'évaluation