Vous aimerez peut-être aussi
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987D'EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonPas encore d'évaluation
- I-ET-3500.00.6500-291-PAZ-001 Rev GDocument60 pagesI-ET-3500.00.6500-291-PAZ-001 Rev GAcacio VieiraPas encore d'évaluation
- Fluorolined PVDF Series III Horizontal Pump 558434Document14 pagesFluorolined PVDF Series III Horizontal Pump 558434khaled younis100% (1)
- A2 - Painting Procedure PDFDocument2 pagesA2 - Painting Procedure PDFJuan Carlos Sua SuaPas encore d'évaluation
- The Fundamental Aspects of Electroless Nickel Plating: Glenn MalloryDocument56 pagesThe Fundamental Aspects of Electroless Nickel Plating: Glenn MalloryPeter BergmannPas encore d'évaluation
- Kynar Kynar Flex PVDF PerformanceDocument20 pagesKynar Kynar Flex PVDF PerformancenarmathaPas encore d'évaluation
- Kepstan® PEKK Polymer RangeDocument4 pagesKepstan® PEKK Polymer RangeMorkizgaPas encore d'évaluation
- Astm B 117 16 PDFDocument12 pagesAstm B 117 16 PDFsingaravelan narayanasamyPas encore d'évaluation
- Material Specification Sheet: 1.7102 DIN EN 10089 SAE: 9254 Jis: Sup 12 Material Group: Chemical CompositionDocument1 pageMaterial Specification Sheet: 1.7102 DIN EN 10089 SAE: 9254 Jis: Sup 12 Material Group: Chemical CompositionRichard RodriguezPas encore d'évaluation
- Adhesive Engineering Selection GuideDocument10 pagesAdhesive Engineering Selection GuideAnonymous PWzkeB100% (1)
- GOMO Complete Document December 2022Document309 pagesGOMO Complete Document December 2022Luana Marchiori100% (1)
- 516 Vs 515Document2 pages516 Vs 515Madan YadavPas encore d'évaluation
- Astm E415 2008 PDFDocument9 pagesAstm E415 2008 PDFInês FerrazPas encore d'évaluation
- Sae 5115Document1 pageSae 5115Tatumi SobuePas encore d'évaluation
- Bases IEC/EN 60061-1 Lampholders IEC/EN 60061-2Document2 pagesBases IEC/EN 60061-1 Lampholders IEC/EN 60061-2jcreisdorferPas encore d'évaluation
- Phenicon HS: Epoxy Novolac Phenolic Tank LiningDocument2 pagesPhenicon HS: Epoxy Novolac Phenolic Tank Liningapply19842371Pas encore d'évaluation
- Iso Update: Supplement To IsofocusDocument22 pagesIso Update: Supplement To IsofocusdeivisonfrancoPas encore d'évaluation
- D531-00 (2010) Standard Test Method For Rubber Property-Pusey and Jones IndentationDocument4 pagesD531-00 (2010) Standard Test Method For Rubber Property-Pusey and Jones IndentationMohamed100% (1)
- Din 50018 Sulfur Dioxide Corrosion TestDocument3 pagesDin 50018 Sulfur Dioxide Corrosion TestJoao Pedro Rendeiro Correia de SousaPas encore d'évaluation
- PEEK Chemical ResistanceDocument12 pagesPEEK Chemical ResistanceaceinsteinPas encore d'évaluation
- 1206 - Bando V Belt Tension Gauge Instructions 2017 10 09 PDFDocument2 pages1206 - Bando V Belt Tension Gauge Instructions 2017 10 09 PDFrabmusukePas encore d'évaluation
- ASTM International - BOS Volume 01.08 - 2016 ContentsDocument4 pagesASTM International - BOS Volume 01.08 - 2016 ContentsJhonPas encore d'évaluation
- PEEK - SummaryDocument3 pagesPEEK - SummaryGregorio PisaneschiPas encore d'évaluation
- Wire, Deformed, For Concrete Reinforcement': Standard Specification For SteelDocument5 pagesWire, Deformed, For Concrete Reinforcement': Standard Specification For SteelSidharth MahajanPas encore d'évaluation
- ASTM D 3002 97 Evaluation of Coatings Applied To Plastics PDFDocument2 pagesASTM D 3002 97 Evaluation of Coatings Applied To Plastics PDFQuerubin EboliPas encore d'évaluation
- Execution and Evaluation of Cyclic Tests at Constant Load Amplitudes - DIN 50100:2016Document8 pagesExecution and Evaluation of Cyclic Tests at Constant Load Amplitudes - DIN 50100:2016TrimakisPas encore d'évaluation
- Molykote® P-37 Datasheet Eng PDFDocument2 pagesMolykote® P-37 Datasheet Eng PDFBib GmzPas encore d'évaluation
- B833Document5 pagesB833DuongthithuydungPas encore d'évaluation
- Trim Material Valve PlugDocument4 pagesTrim Material Valve Plugalexmontell100% (1)
- SAE J189-1998 Power Steering Return Hose - Low PressureDocument5 pagesSAE J189-1998 Power Steering Return Hose - Low Pressurekhhose100% (1)
- ASTM A-802 - Falhas de FundiçãoDocument3 pagesASTM A-802 - Falhas de FundiçãoCristian RodeghelPas encore d'évaluation
- D 5476Document5 pagesD 5476DEVENDRA KUMARPas encore d'évaluation
- Accelerated Corrosion Testing For Product Qualification: November 2007Document11 pagesAccelerated Corrosion Testing For Product Qualification: November 2007Hendri WaePas encore d'évaluation
- Guidelines EN 45013Document15 pagesGuidelines EN 45013Hussiklyphee AraujoPas encore d'évaluation
- USP Chapter 788 Particulate Matter in InjectionDocument4 pagesUSP Chapter 788 Particulate Matter in InjectionQC MahakamPas encore d'évaluation
- Grain Bins: Farm - Commercial - Hopper BottomDocument16 pagesGrain Bins: Farm - Commercial - Hopper BottomQuentin RPas encore d'évaluation
- Condensation Water Test AtmospheresDocument6 pagesCondensation Water Test AtmospheresAshwinPas encore d'évaluation
- Norma Ps Fiat 50116Document6 pagesNorma Ps Fiat 50116Hatada FelipePas encore d'évaluation
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- Rev. B ENGLISH 12/ 2017: Technical Requirement: A Provision Established As The Most Adequate andDocument9 pagesRev. B ENGLISH 12/ 2017: Technical Requirement: A Provision Established As The Most Adequate andNuno ciprianoPas encore d'évaluation
- Iso 4628 8 2012 enDocument8 pagesIso 4628 8 2012 enAugusto KuribaraPas encore d'évaluation
- Iso 188 2011Document11 pagesIso 188 2011Muhammad Kamran AsgharPas encore d'évaluation
- Bes MSDocument1 pageBes MSasdPas encore d'évaluation
- Application Note Hardness Testing EnglishDocument12 pagesApplication Note Hardness Testing EnglishAnubhav LakhmaniPas encore d'évaluation
- ISO 3302-2 - 1998 - Tolerancia Dimensional BorrachasDocument6 pagesISO 3302-2 - 1998 - Tolerancia Dimensional BorrachasEngineerMecPas encore d'évaluation
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDocument4 pagesSuper Duplex Stainless Steel: Excellent Engineering SolutionsTXUSPas encore d'évaluation
- Mil S 13165Document20 pagesMil S 13165Francisco Ribeiro FernandesPas encore d'évaluation
- Toyo Stainless Steel Valves PDFDocument16 pagesToyo Stainless Steel Valves PDFvirgilius lopezPas encore d'évaluation
- PTFE HY509 HoerbigerDocument1 pagePTFE HY509 HoerbigerТатьяна ВасильеваPas encore d'évaluation
- Development of UNS S 32760Document8 pagesDevelopment of UNS S 32760TasmanijskaNemaPas encore d'évaluation
- BR N-1594 D - Non Destructive Testing - UltrasonicDocument20 pagesBR N-1594 D - Non Destructive Testing - UltrasonicJose Alejandro Mansutti GPas encore d'évaluation
- BS 1595 PDFDocument9 pagesBS 1595 PDFAdesina AlabiPas encore d'évaluation
- Thermal Spraying - Qualification Testing of Thermal Sprayers (ISO 14918:2018)Document16 pagesThermal Spraying - Qualification Testing of Thermal Sprayers (ISO 14918:2018)pushpakPas encore d'évaluation
- DIN en 1561 - Ferro Fundido CinzentoDocument21 pagesDIN en 1561 - Ferro Fundido Cinzentofbotini32Pas encore d'évaluation
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizPas encore d'évaluation
- Case Study 5 Electrical ConnectorsDocument2 pagesCase Study 5 Electrical ConnectorsSunil BaliPas encore d'évaluation
- Calculo de Factor PVDocument9 pagesCalculo de Factor PVAnonymous H3I29yjPas encore d'évaluation
- Catalogo MavDocument36 pagesCatalogo MavAllison JonesPas encore d'évaluation
- Experimental and Theoretical Studies of Scuffing Behavior in Piston-Pin/piston ContactsDocument7 pagesExperimental and Theoretical Studies of Scuffing Behavior in Piston-Pin/piston ContactsSreejith MenonPas encore d'évaluation
- Bolt Torq 0309Document3 pagesBolt Torq 0309jakkakiransPas encore d'évaluation
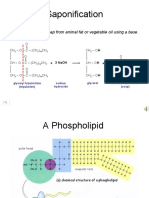
- Saponification: Process of Making Soap From Animal Fat or Vegetable Oil Using A BaseDocument14 pagesSaponification: Process of Making Soap From Animal Fat or Vegetable Oil Using A BaseAvinashRaiPas encore d'évaluation
- 48 WordNet Tulu ShivakumarDocument7 pages48 WordNet Tulu ShivakumarAvinashRaiPas encore d'évaluation
- Spring Wind UpDocument8 pagesSpring Wind UpAvinashRaiPas encore d'évaluation
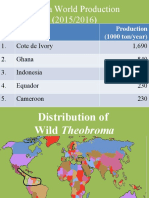
- Cocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)Document80 pagesCocoa World Production (2015/2016) : No. Country Production (1000 Ton/year)AvinashRaiPas encore d'évaluation
- FatigueDocument10 pagesFatigueAvinashRaiPas encore d'évaluation
- CasshewDocument11 pagesCasshewAvinashRaiPas encore d'évaluation
- Yoga Is UsedDocument42 pagesYoga Is UsedAvinashRaiPas encore d'évaluation
- AJSE December2009 Lowres PDFDocument14 pagesAJSE December2009 Lowres PDFAvinashRaiPas encore d'évaluation
- About Fifth Wheels: If You Want To Enhance The Efficiency of Your TractorDocument17 pagesAbout Fifth Wheels: If You Want To Enhance The Efficiency of Your TractorAvinashRaiPas encore d'évaluation
- BharatanatyamDocument4 pagesBharatanatyamAvinashRaiPas encore d'évaluation
- Design and Analysis of Independent Suspension System Using FEADocument7 pagesDesign and Analysis of Independent Suspension System Using FEAAvinashRaiPas encore d'évaluation
- Lateral Dynamics of Multiaxle Vehicles: Johannes StoerkleDocument87 pagesLateral Dynamics of Multiaxle Vehicles: Johannes StoerkleAvinashRaiPas encore d'évaluation
- Customer ID Why Did You Purchase Hotstar Premium?Document4 pagesCustomer ID Why Did You Purchase Hotstar Premium?AvinashRaiPas encore d'évaluation
- Dynamic Systems and Control: Associate Professor, Department of Engineering DesignDocument1 pageDynamic Systems and Control: Associate Professor, Department of Engineering DesignAvinashRaiPas encore d'évaluation
- FG IronDocument23 pagesFG IronAvinashRaiPas encore d'évaluation
- Machine Design Ball Screw Vol 1 e BookDocument22 pagesMachine Design Ball Screw Vol 1 e Bookविशाल पुडासैनीPas encore d'évaluation
- Absolute PDFDocument1 pageAbsolute PDFAvinashRaiPas encore d'évaluation
- Yang Hyundai Final 2232012lDocument7 pagesYang Hyundai Final 2232012lAvinashRaiPas encore d'évaluation
- Experimental Evaluation Trailing Arm Susp Thesis PDFDocument141 pagesExperimental Evaluation Trailing Arm Susp Thesis PDFAvinashRaiPas encore d'évaluation
- Epe20120400004 37611614Document7 pagesEpe20120400004 37611614AvinashRaiPas encore d'évaluation
- Belts Drives 5Document11 pagesBelts Drives 5AvinashRaiPas encore d'évaluation
- Engl Anodising 0409Document21 pagesEngl Anodising 0409Ricky OoiPas encore d'évaluation
- Honors Chemistry - Types of Chemical Reactions LabDocument4 pagesHonors Chemistry - Types of Chemical Reactions Labapi-547339656Pas encore d'évaluation
- SSPC VIS-1 (2000) - Visual Standard For Abrasive Blast Cleaned SteelDocument2 pagesSSPC VIS-1 (2000) - Visual Standard For Abrasive Blast Cleaned SteelPubcrawlPas encore d'évaluation
- Chemical Resistance Guide For Metal - Excelente PDFDocument8 pagesChemical Resistance Guide For Metal - Excelente PDFAmiLkar Lastre100% (1)
- Astm CatalogDocument13 pagesAstm CatalogjswldeepPas encore d'évaluation
- Lecture 6 - Ash AnalysisDocument24 pagesLecture 6 - Ash Analysisroseangel1987Pas encore d'évaluation
- MINUTES OF THE NON-CHROME MINERALS MINING STRATEGY 04032020-3rd REVDocument6 pagesMINUTES OF THE NON-CHROME MINERALS MINING STRATEGY 04032020-3rd REVMike ChiguwarePas encore d'évaluation
- 3500-As ArsenicDocument3 pages3500-As ArsenicDavid AmayaPas encore d'évaluation
- Steel MetallurgyDocument3 pagesSteel MetallurgyshubhgroPas encore d'évaluation
- 707 - 65111 - EDXRF Periodic Table With FiltersDocument2 pages707 - 65111 - EDXRF Periodic Table With FiltersAKM LABOR100% (1)
- Study of Mechanical Properties of Open Cell Al6061 Alloy FoamDocument10 pagesStudy of Mechanical Properties of Open Cell Al6061 Alloy FoamTJPRC PublicationsPas encore d'évaluation
- The Story of ElectricityDocument71 pagesThe Story of ElectricityBruce KarpePas encore d'évaluation
- Butcher A, Et Al (2010) - Northparkes MineDocument30 pagesButcher A, Et Al (2010) - Northparkes Minerichardxia1024Pas encore d'évaluation
- Eh40 2005Document74 pagesEh40 2005Adel SukerPas encore d'évaluation
- KGRD 6Document436 pagesKGRD 6chaniPas encore d'évaluation
- Silica Sand LOIDocument3 pagesSilica Sand LOIJody SubiyantoroPas encore d'évaluation
- Diccionario de Términos Geológicos Minero Español InglésDocument163 pagesDiccionario de Términos Geológicos Minero Español InglésAlejandra Neira GonzálezPas encore d'évaluation
- Chapter 07 - Trace ElementsDocument41 pagesChapter 07 - Trace ElementsJean D. MARIN PADILLLAPas encore d'évaluation
- Steel As Building MaterialDocument17 pagesSteel As Building MaterialSiddharthaDebPas encore d'évaluation
- Material Safety Data Sheets: (MSDS)Document5 pagesMaterial Safety Data Sheets: (MSDS)DucPas encore d'évaluation
- Module 5, PDFDocument287 pagesModule 5, PDFPethurajPas encore d'évaluation
- London Examinations IGCSE: Physics - 4420 Science (Double Award) - 4437Document16 pagesLondon Examinations IGCSE: Physics - 4420 Science (Double Award) - 4437rifkackaPas encore d'évaluation
- Selection of Materials For WeldingDocument1 pageSelection of Materials For WeldingmohammedetaPas encore d'évaluation
- Brain Map Aldehydes and KetonesDocument2 pagesBrain Map Aldehydes and KetonesSameer AgnihotriPas encore d'évaluation
- Importance of Sequestering Agent in Textile ProcessingDocument2 pagesImportance of Sequestering Agent in Textile ProcessingKushagradhi DebnathPas encore d'évaluation
- Failure Analysis of Refractory Anchors of A Power PDFDocument8 pagesFailure Analysis of Refractory Anchors of A Power PDFAnonymous 5odj1IcPas encore d'évaluation
- Metallurgical Industry 12.5-1 10/86: (Reformatted 1/95)Document3 pagesMetallurgical Industry 12.5-1 10/86: (Reformatted 1/95)rmuhumuzaPas encore d'évaluation
- BooksDocument8 pagesBooksALEXANDER PAUL OBLITAS TACOPas encore d'évaluation
- Experiment 7bDocument4 pagesExperiment 7bHidayah Kamaludin0% (2)
- pp1802fCOBALTO OOKKDocument52 pagespp1802fCOBALTO OOKKjsalamanca calderonPas encore d'évaluation