Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- WALMART Organizational Behavior - Docx RDocument15 pagesWALMART Organizational Behavior - Docx RLibyaFlower100% (1)
- Job OfferDocument4 pagesJob OfferSyed Mohd Hadi AbbasPas encore d'évaluation
- Warhammer Fantasy Roleplay - Scenario - The Olde Ball GameDocument11 pagesWarhammer Fantasy Roleplay - Scenario - The Olde Ball GameToni Linden100% (1)
- MFG Tooling - 10 Prog Tools-2 PDFDocument11 pagesMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinPas encore d'évaluation
- Bhojana Vidhi Pari SeshanamDocument7 pagesBhojana Vidhi Pari SeshanamavrverraPas encore d'évaluation
- Numerology in TamilDocument70 pagesNumerology in Tamilcuteboyucsc86% (7)
- Standard Time (Manufacturing) - Wikipedia, The Free EncyclopediaDocument3 pagesStandard Time (Manufacturing) - Wikipedia, The Free EncyclopediaavrverraPas encore d'évaluation
- Tylok Standard CBC-Lok CS-Lok Tylok: Cross Reference List (Fittings & Ball Valves)Document42 pagesTylok Standard CBC-Lok CS-Lok Tylok: Cross Reference List (Fittings & Ball Valves)avrverraPas encore d'évaluation
- A Different Approach to Implementing Time Calculations in SSASDocument22 pagesA Different Approach to Implementing Time Calculations in SSASEnguerran DELAHAIEPas encore d'évaluation
- Developing Product and Brand StrategyDocument19 pagesDeveloping Product and Brand StrategyavrverraPas encore d'évaluation
- Structured Problem SolvingDocument6 pagesStructured Problem Solvingavrverra100% (1)
- Van CityDocument5 pagesVan Citykimchee88Pas encore d'évaluation
- HirarchaddonDocument5 pagesHirarchaddonawe_emPas encore d'évaluation
- Sample ReportDocument29 pagesSample Reportdanny_mediabooks100% (1)
- Offer Letter - BikramDocument2 pagesOffer Letter - BikramGuide2protect Insurance Web Aggregator Pvt LtdPas encore d'évaluation
- Employee Stock Ownership Plansand Their Effecton Productivity The Caseof HuaweiDocument10 pagesEmployee Stock Ownership Plansand Their Effecton Productivity The Caseof HuaweiNIKHIL RAJPas encore d'évaluation
- Rop Job ApplicationDocument2 pagesRop Job Applicationapi-284036243Pas encore d'évaluation
- Oracle Self-Service Setup Guide PDFDocument798 pagesOracle Self-Service Setup Guide PDFsowballPas encore d'évaluation
- BL ICT 2300 LEC 1922S WORK IMMERSION GRADE 12 SECOND SEM Week 20 Quarterly Exam by KOYA LLOYDDocument10 pagesBL ICT 2300 LEC 1922S WORK IMMERSION GRADE 12 SECOND SEM Week 20 Quarterly Exam by KOYA LLOYDKyla Pineda67% (3)
- Effective Management TechniquesDocument7 pagesEffective Management TechniquesMonica ReyesPas encore d'évaluation
- Primark Case StudyDocument20 pagesPrimark Case StudyPriyam PanditPas encore d'évaluation
- Team Pacific Corp - BeloDocument59 pagesTeam Pacific Corp - BeloWilfredoPas encore d'évaluation
- (SpringerBriefs in Sociology) Roberto Véras de Oliveira - Crisis and Social Regression in Brazil-Springer International Publishing (2019) PDFDocument71 pages(SpringerBriefs in Sociology) Roberto Véras de Oliveira - Crisis and Social Regression in Brazil-Springer International Publishing (2019) PDFVitor GurgelPas encore d'évaluation
- Employee welfare schemes promote employee health and motivationDocument3 pagesEmployee welfare schemes promote employee health and motivationSanjay RamuPas encore d'évaluation
- FTX MockDocument12 pagesFTX MockFatemah MohamedaliPas encore d'évaluation
- Bsbwor502 Lead & Manage Team EffectivenessDocument20 pagesBsbwor502 Lead & Manage Team EffectivenessHigh Street RunnersPas encore d'évaluation
- Do Women Make Better Managers PDFDocument4 pagesDo Women Make Better Managers PDFBarbara GatumutaPas encore d'évaluation
- Why Strategic Management Is So ImportantDocument5 pagesWhy Strategic Management Is So ImportantReshma AshokkumarPas encore d'évaluation
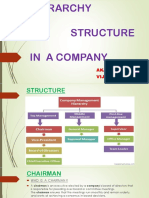
- Hierarchy in Corporate WorldDocument20 pagesHierarchy in Corporate WorldAkash Mohapatra100% (1)
- Contract of EmploymentDocument1 pageContract of Employmentdesiree joy corpuzPas encore d'évaluation
- Trader Joes Case StudyDocument5 pagesTrader Joes Case StudyVanessa Bianca PallarcaPas encore d'évaluation
- CSP-4.4.3 Workers Participation and ConsultationDocument5 pagesCSP-4.4.3 Workers Participation and ConsultationYves MouroufiePas encore d'évaluation
- A STUDY ON EMPLOYEES JOB SATISFACTION IN NEEPCO LTDDocument63 pagesA STUDY ON EMPLOYEES JOB SATISFACTION IN NEEPCO LTDShahzad SaifPas encore d'évaluation
- Name:-Dalwadi Pratik Pravinbhai Roll No.: - 12 Subject: - Business Management Colllege: - S.D. School of CommerceDocument25 pagesName:-Dalwadi Pratik Pravinbhai Roll No.: - 12 Subject: - Business Management Colllege: - S.D. School of CommercePratikPas encore d'évaluation
- Human Resource Management: Training and Developing EmployeesDocument61 pagesHuman Resource Management: Training and Developing EmployeesNawal Al-thawrPas encore d'évaluation
- Enforcing OSH Standards and Penalizing ViolationsDocument4 pagesEnforcing OSH Standards and Penalizing ViolationsAlbasir Tiang Sedik REEPas encore d'évaluation
- Human Resource Management - Assignment - PresentationDocument13 pagesHuman Resource Management - Assignment - PresentationSorphea PeouPas encore d'évaluation
- TANGAZO LA TCAA JULAI 2020 Re - AdvertisedDocument3 pagesTANGAZO LA TCAA JULAI 2020 Re - AdvertisedNelson Mangale Jr. IIPas encore d'évaluation