Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Applied Thermodynamics and Engineering Fifth Edition by T.D Eastop and A. McconkeyDocument593 pagesApplied Thermodynamics and Engineering Fifth Edition by T.D Eastop and A. McconkeyEgonPittoors100% (2)
- Affidavit of Non Membership of CultsDocument1 pageAffidavit of Non Membership of CultsOsas E Egho100% (2)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- European HS LawDocument18 pagesEuropean HS LawOsas E EghoPas encore d'évaluation
- Working Safely With Work Equipment by Donald A MackayDocument23 pagesWorking Safely With Work Equipment by Donald A MackayOsas E EghoPas encore d'évaluation
- Unsafe Unhealthy Acts ConditionsDocument18 pagesUnsafe Unhealthy Acts ConditionsOsas E EghoPas encore d'évaluation
- CFMDocument214 pagesCFMDhinesh MuruganPas encore d'évaluation
- A Report On Renewable Energy in NigeriaDocument24 pagesA Report On Renewable Energy in NigeriaOsas E Egho100% (2)
- Definition of Density: Density Is A Measure of The Amount of Mass in A Certain Volume. This Physical Property IsDocument9 pagesDefinition of Density: Density Is A Measure of The Amount of Mass in A Certain Volume. This Physical Property IsOsas E EghoPas encore d'évaluation
- r050210801 Fluid Mechanics For Chemical EngineersDocument8 pagesr050210801 Fluid Mechanics For Chemical Engineersprakash.paruchuri100% (2)
- O & G CompaniesDocument3 pagesO & G CompaniesOsas E EghoPas encore d'évaluation
- Process DesignDocument89 pagesProcess DesignOsas E Egho100% (1)
- CHEMKIN TutorialDocument15 pagesCHEMKIN TutorialOsas E EghoPas encore d'évaluation
- 3RD Quarter Exam Smaw 12 NoteDocument2 pages3RD Quarter Exam Smaw 12 NoteBryan Borje100% (2)
- PE100 Pipe - Properties and Types - PE100+ PE Pipe (Polyethylene Pipe)Document9 pagesPE100 Pipe - Properties and Types - PE100+ PE Pipe (Polyethylene Pipe)renagoncPas encore d'évaluation
- Engineering Materials I (Chapter 1)Document37 pagesEngineering Materials I (Chapter 1)Mekonnen Ayal100% (1)
- Report No 4 Identification of Liquid Substances Through Their Physical PropertiesDocument8 pagesReport No 4 Identification of Liquid Substances Through Their Physical PropertiesrodneyperuPas encore d'évaluation
- Mechanics of Materials PDFDocument112 pagesMechanics of Materials PDFAbhishek MetriPas encore d'évaluation
- Unit 1. Fundamentals of Design Master b5Document20 pagesUnit 1. Fundamentals of Design Master b5S VPas encore d'évaluation
- ASTM A710 Engineering Report Grade 50 Sheet Steel Formability Material For ClampsDocument54 pagesASTM A710 Engineering Report Grade 50 Sheet Steel Formability Material For ClampsTony KrolikowskiPas encore d'évaluation
- CREEP DEFORMATION RUPTURE STRENGTH AND RUPTURE DUCTILITY OF GRADES T-P92 STEELS-kimuraDocument9 pagesCREEP DEFORMATION RUPTURE STRENGTH AND RUPTURE DUCTILITY OF GRADES T-P92 STEELS-kimuraAntonioPas encore d'évaluation
- Charpy Test Determination of Impact Energy Using The Charpy TestDocument3 pagesCharpy Test Determination of Impact Energy Using The Charpy Testseelan10Pas encore d'évaluation
- Hilti Solution For Fastenings (SOFA) - 10.28Document7 pagesHilti Solution For Fastenings (SOFA) - 10.28Sim Khoon AunPas encore d'évaluation
- Izod and Charpy Tests On Mild Steel and C.I Specimen 666Document14 pagesIzod and Charpy Tests On Mild Steel and C.I Specimen 666Shekharappa MallurPas encore d'évaluation
- Econ QuestionsDocument8 pagesEcon QuestionsBenzone LicayoPas encore d'évaluation
- SSRN Id4088086Document50 pagesSSRN Id4088086Peerasut ChaisrimaneepanPas encore d'évaluation
- Welding InspectionDocument637 pagesWelding InspectionChaitanya Sai T100% (1)
- Structural Steel Design Class NotesDocument41 pagesStructural Steel Design Class Notesmegonuonga18Pas encore d'évaluation
- Elasticity PDFDocument98 pagesElasticity PDFRahul JhaPas encore d'évaluation
- Mechanical PropertiesDocument21 pagesMechanical PropertiesMurugan RajaPas encore d'évaluation
- Análisis Dinámico 01Document14 pagesAnálisis Dinámico 01Andres FierroPas encore d'évaluation
- What Are Metal and Non-MetalDocument6 pagesWhat Are Metal and Non-MetalNiraj KumarPas encore d'évaluation
- Stress and StrainDocument38 pagesStress and StrainNandi ?Pas encore d'évaluation
- 1.3. Properties of Transition MetalsDocument2 pages1.3. Properties of Transition Metalsyash12312Pas encore d'évaluation
- Reviewer For Exams Part 1Document8 pagesReviewer For Exams Part 1paul john macasaPas encore d'évaluation
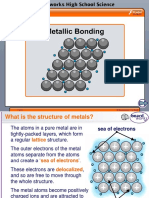
- Metallic BondingDocument6 pagesMetallic Bonding胡佳玲Pas encore d'évaluation
- Analysis of A Failed Pratt & Whitney JT9D-7R4 Turbofan EngineDocument14 pagesAnalysis of A Failed Pratt & Whitney JT9D-7R4 Turbofan EngineАлександр ТумановPas encore d'évaluation
- Eadips Manual Engl PDFDocument390 pagesEadips Manual Engl PDFbkarabasevicPas encore d'évaluation
- Development of Wood Crete Building Materials Fro - 2013 - Construction and BuildDocument6 pagesDevelopment of Wood Crete Building Materials Fro - 2013 - Construction and BuildArlen GutierrezPas encore d'évaluation
- Din en 1320-1996Document18 pagesDin en 1320-1996edcam13Pas encore d'évaluation
- Fig. 822 & 922 Fig. 810 & 910 Y-Type Strainers: DN50-DN300 DN350-DN600Document1 pageFig. 822 & 922 Fig. 810 & 910 Y-Type Strainers: DN50-DN300 DN350-DN600Manuel CampoyPas encore d'évaluation
- 1 s2.0 S092702561830034X MainDocument8 pages1 s2.0 S092702561830034X Mainicpsdt.cuetPas encore d'évaluation