Vous aimerez peut-être aussi
- Aim Lead Free Guide PDFDocument60 pagesAim Lead Free Guide PDFBruno DebonnetPas encore d'évaluation
- Assistant Engineering Technician: Passbooks Study GuideD'EverandAssistant Engineering Technician: Passbooks Study GuidePas encore d'évaluation
- Head in Pillow BGA DefectsDocument7 pagesHead in Pillow BGA DefectsThiago Pinto RibeiroPas encore d'évaluation
- ASCEN SMT Conveyor List 0Document22 pagesASCEN SMT Conveyor List 0Igur EuiPas encore d'évaluation
- Clear-Com RS-500 Series DatasheetDocument4 pagesClear-Com RS-500 Series DatasheetHenry PalPas encore d'évaluation
- Ersa 2008Document26 pagesErsa 2008maxdan111Pas encore d'évaluation
- Versaflow 3-45Document3 pagesVersaflow 3-45José Luis LMPas encore d'évaluation
- Component Level Yields Vs No of Solder JointsDocument88 pagesComponent Level Yields Vs No of Solder JointssmtdrkdPas encore d'évaluation
- Wave Solder TaguchiDocument6 pagesWave Solder TaguchivictoreaPas encore d'évaluation
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Best Fit PCB CalculatorDocument1 pageBest Fit PCB Calculatorsmtdrkd100% (12)
- Wave Contact Width and Contact Time-4Document4 pagesWave Contact Width and Contact Time-4smtdrkdPas encore d'évaluation
- Six Sigma and Lean ThinkingDocument12 pagesSix Sigma and Lean ThinkingArjun VinayakumarPas encore d'évaluation
- ALPHA Wave Troubleshooting Guide EN 01jun20 BRDocument20 pagesALPHA Wave Troubleshooting Guide EN 01jun20 BRThe HoangPas encore d'évaluation
- LEAN in The Lab 5Document17 pagesLEAN in The Lab 5asclswisconsinPas encore d'évaluation
- Clear-Com Intercom Systems (Manual)Document17 pagesClear-Com Intercom Systems (Manual)cash flowPas encore d'évaluation
- DOJ Details for EmployeesDocument171 pagesDOJ Details for EmployeesHardik Ruparelia0% (1)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Workshop ManualDocument26 pagesWorkshop ManualHarender KumarPas encore d'évaluation
- Aperture and Area Ratio CalculationsDocument26 pagesAperture and Area Ratio Calculationssmtdrkd100% (1)
- Avoiding The Solder VoidDocument7 pagesAvoiding The Solder VoidReza AnvariPas encore d'évaluation
- Lecture 1 - Manufacturing Process and Process ControlDocument8 pagesLecture 1 - Manufacturing Process and Process Controlfrank_grimesPas encore d'évaluation
- Manufacturable Lead Free SMT ProcessDocument4 pagesManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Skill Map FormatDocument1 pageSkill Map FormatWendra HakaPas encore d'évaluation
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocument5 pagesWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Bga Rework Profile Development SheetDocument1 pageBga Rework Profile Development Sheetsmtdrkd100% (4)
- ANSI ESDS20202014 v620170328pdfDocument2 pagesANSI ESDS20202014 v620170328pdfdauxomPas encore d'évaluation
- Ball Grid ArrayDocument29 pagesBall Grid ArrayyogeshleostarPas encore d'évaluation
- Chapter 5 - Control Chart For AttributesDocument28 pagesChapter 5 - Control Chart For AttributesAtirah AsnaPas encore d'évaluation
- Pin in Paste Stencil Design Thumb RulesDocument2 pagesPin in Paste Stencil Design Thumb Rulessmtdrkd100% (2)
- Tech Tip - Minimizing BTC VoidsDocument3 pagesTech Tip - Minimizing BTC VoidsTANPas encore d'évaluation
- Solder Balls or Solder Balling On A PCB - Wave Soldering DefectsDocument5 pagesSolder Balls or Solder Balling On A PCB - Wave Soldering DefectsasdfPas encore d'évaluation
- Pin in Paste Savings CalculatorDocument2 pagesPin in Paste Savings CalculatorsmtdrkdPas encore d'évaluation
- Profile Supplement For Wave Soldering ProcessDocument6 pagesProfile Supplement For Wave Soldering ProcessBruno DebonnetPas encore d'évaluation
- SOLDER PASTE STENCIL DESIGN GUIDEDocument17 pagesSOLDER PASTE STENCIL DESIGN GUIDEedwin100% (1)
- Characteristics - of Solder - PasteDocument10 pagesCharacteristics - of Solder - PasteselvakumarPas encore d'évaluation
- Hand Solder Training PDFDocument52 pagesHand Solder Training PDFFatema ChoudhuryPas encore d'évaluation
- Ipc 6013aDocument10 pagesIpc 6013abenmen73Pas encore d'évaluation
- 5S Red Tag ProcessDocument8 pages5S Red Tag ProcessSwj OkePas encore d'évaluation
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFPas encore d'évaluation
- Iacs of Metals N SolderDocument1 pageIacs of Metals N Soldersmallik3Pas encore d'évaluation
- Laser Assisted Transfer of Solder Material From A Solid - State Solder Layer For Mask-Less Formation of Micro Solder Depots On Cu-Pillars and ENIG Pad StructuresDocument8 pagesLaser Assisted Transfer of Solder Material From A Solid - State Solder Layer For Mask-Less Formation of Micro Solder Depots On Cu-Pillars and ENIG Pad StructuresYaodong WangPas encore d'évaluation
- Red Tag Register: Taurus Value Steel & Pipes PVT LTD IMSDocument1 pageRed Tag Register: Taurus Value Steel & Pipes PVT LTD IMSPrashanth ReddyPas encore d'évaluation
- PCB Designing and Manufacturing ProcessDocument26 pagesPCB Designing and Manufacturing ProcessBaikunth PandeyPas encore d'évaluation
- Wireless Infrastructure Quality Management Plan MDR FormatDocument1 pageWireless Infrastructure Quality Management Plan MDR FormatSamsung NetworksPas encore d'évaluation
- DFM Training Course-2Document6 pagesDFM Training Course-2Mauricio CastroPas encore d'évaluation
- Long Pause-to-Print Solder Paste for ReliabilityDocument3 pagesLong Pause-to-Print Solder Paste for ReliabilitysuryaPas encore d'évaluation
- Pcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedDocument40 pagesPcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedTuan Hung NguyenPas encore d'évaluation
- Overview of IC PackagesDocument8 pagesOverview of IC Packagesfarhan3323Pas encore d'évaluation
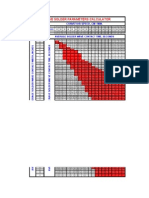
- Wave Solder SPC Chart CalculatorDocument6 pagesWave Solder SPC Chart CalculatorsmtdrkdPas encore d'évaluation
- VersaFlow Coriolis 100 Mass Flow Sensor Specifications, 34-VF-03-09Document20 pagesVersaFlow Coriolis 100 Mass Flow Sensor Specifications, 34-VF-03-09Javier Alejandro QuingaPas encore d'évaluation
- SMT Recommendations For SMT Assembly by MicronDocument4 pagesSMT Recommendations For SMT Assembly by Micronsmtdrkd100% (1)
- How To Minimize Defects by Adjusting The Reflow Profile PDFDocument4 pagesHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonPas encore d'évaluation
- PCB Cti ValuesDocument4 pagesPCB Cti ValuesmadslayersPas encore d'évaluation
- Library Expert Through-Hole FamiliesDocument8 pagesLibrary Expert Through-Hole Familiesjagadees21Pas encore d'évaluation
- STG-II 660 MW Cold Start ChecklistDocument21 pagesSTG-II 660 MW Cold Start Checklistscentpcbarauni BARAUNIPas encore d'évaluation
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahPas encore d'évaluation
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionPas encore d'évaluation
- Fuji Finepix s5200 s5600Document121 pagesFuji Finepix s5200 s5600zilikonPas encore d'évaluation
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocument39 pagesEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdPas encore d'évaluation
- The Story of Spanish MossDocument10 pagesThe Story of Spanish MosssmtdrkdPas encore d'évaluation
- Stencil Design - 10 % Reduction RuleDocument1 pageStencil Design - 10 % Reduction RulesmtdrkdPas encore d'évaluation
- Ph.d. Thesis On Modeling Imc Growth and SolderingDocument180 pagesPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
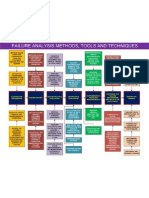
- Failure Analysis Tools, Techniques and Process FlowDocument1 pageFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Why Creation of Universe Is Not An AccidentDocument48 pagesWhy Creation of Universe Is Not An AccidentsmtdrkdPas encore d'évaluation
- Area Ratio For Different SMT PartsDocument1 pageArea Ratio For Different SMT PartssmtdrkdPas encore d'évaluation
- PCB Surface Finishes Presentation by MultekDocument54 pagesPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- Fantastic TripDocument68 pagesFantastic Tripabiramikdevi100% (17)
- Greeting Card Calendar 2009Document1 pageGreeting Card Calendar 2009smtdrkdPas encore d'évaluation
- SMCWP 001Document37 pagesSMCWP 001Wandyy GonçalvesPas encore d'évaluation
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 pagesStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdPas encore d'évaluation
- Land Pattern Parameters For Different Bga GeometriesDocument4 pagesLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocument8 pagesMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdPas encore d'évaluation
- Generic Project Plan Template On ExcelDocument3 pagesGeneric Project Plan Template On Excelsmtdrkd100% (36)
- PB Free Soldering Paper From MassechusettsDocument52 pagesPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Simple Project Management Template On ExcelDocument2 pagesSimple Project Management Template On Excelsmtdrkd100% (1)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- 24 Amazing Pictures of MoneyDocument15 pages24 Amazing Pictures of Moneysmtdrkd100% (1)
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 pagesE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Lead Free Reliability Study by BoeingDocument23 pagesLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Manufacturable Lead Free SMT ProcessDocument4 pagesManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneDocument3 pagesImpact of PB Free On Test and Inspection by TeradynesmtdrkdPas encore d'évaluation
- Best Practices FactoryDocument207 pagesBest Practices FactorysmtdrkdPas encore d'évaluation
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Carnatic Music Composition DatabaseDocument142 pagesCarnatic Music Composition Databasesmtdrkd86% (14)
- Andhragaaru RecipesDocument38 pagesAndhragaaru Recipessmtdrkd100% (5)