Vous aimerez peut-être aussi
- OBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Document4 pagesOBJECT 188 QOP-82-04 (01) Final Acceptance Inspection A 1Andy RojasPas encore d'évaluation
- SOP For Software Validation - Pharmaceutical Guidelines205914Document2 pagesSOP For Software Validation - Pharmaceutical Guidelines205914Mubarak Patel100% (1)
- Equipment ValidationDocument20 pagesEquipment ValidationIglesias Laura100% (2)
- Validation Document For FLP-1.5Document19 pagesValidation Document For FLP-1.5Reza Jafari100% (1)
- Aseptic Process ValidationDocument32 pagesAseptic Process ValidationG_Ranjith100% (1)
- Template For Process Validation ProtocolDocument3 pagesTemplate For Process Validation Protocolreflectprakash361083% (6)
- Validation Master Plan PDFDocument33 pagesValidation Master Plan PDFsiva sankar50% (2)
- Site VMPDocument34 pagesSite VMPJonatan Dominguez PerezPas encore d'évaluation
- 003 Qualification and Validation An Overview1Document45 pages003 Qualification and Validation An Overview1Dr.Adel Salem Sultan100% (4)
- Ema Process ValidationDocument15 pagesEma Process Validationdrs_mdu48100% (1)
- Site Validation Master Plan: Releasing Its Full PotentialDocument32 pagesSite Validation Master Plan: Releasing Its Full PotentialnophadonPas encore d'évaluation
- Pharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersD'EverandPharmaceutical Industry Documents: 90 Pharmaceutical Quality Assurance Interview Questions & AnswersPas encore d'évaluation
- Validation Master PlanDocument3 pagesValidation Master PlanPrince MoniPas encore d'évaluation
- Process Validation - SDF - 1 - FDA PDFDocument111 pagesProcess Validation - SDF - 1 - FDA PDFdipakrussiaPas encore d'évaluation
- Basics of Equipment Qualification - Pharma Pathway PDFDocument6 pagesBasics of Equipment Qualification - Pharma Pathway PDFJ VENKATESHPas encore d'évaluation
- Validation and Facility Design PDFDocument16 pagesValidation and Facility Design PDFjpabloqfPas encore d'évaluation
- Validation master plan Complete Self-Assessment GuideD'EverandValidation master plan Complete Self-Assessment GuidePas encore d'évaluation
- Computer Master Plan Validation ImpDocument19 pagesComputer Master Plan Validation Impjamesyencho100% (17)
- TEMPLATE FOR PROCESS VALIDATION PROTOCOL - Pharmaceutical GuidanceDocument6 pagesTEMPLATE FOR PROCESS VALIDATION PROTOCOL - Pharmaceutical GuidancePackaging Development BernofarmPas encore d'évaluation
- Sample - VAL004 Req For Val Plans Protocols 7 Mar 06Document3 pagesSample - VAL004 Req For Val Plans Protocols 7 Mar 06nagarajs50Pas encore d'évaluation
- Water For Pharmaceutical Use: Commissioning, Qualification and ValidationDocument16 pagesWater For Pharmaceutical Use: Commissioning, Qualification and ValidationAndy RojasPas encore d'évaluation
- Tim Fields Master Validation PlanDocument7 pagesTim Fields Master Validation Planmanoj262400/2100% (1)
- Validation Master PlanDocument37 pagesValidation Master PlanOsama Mahmoud0% (1)
- Iqoqpq RMGDocument11 pagesIqoqpq RMGjpmaurya7750% (4)
- PLC ValidationDocument26 pagesPLC ValidationdesignselvaPas encore d'évaluation
- Cleaning ValidationDocument21 pagesCleaning ValidationBrian WilliamsPas encore d'évaluation
- 2015 VMP TemplateDocument10 pages2015 VMP Templatekulbhushan singh100% (2)
- Annual Product Review Developing An SOPDocument26 pagesAnnual Product Review Developing An SOPanants2567% (3)
- VALIDATION MASTER PLAN (Repaired)Document56 pagesVALIDATION MASTER PLAN (Repaired)aman pathania100% (3)
- OBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Document4 pagesOBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Andy RojasPas encore d'évaluation
- OQ FormatDocument13 pagesOQ FormatAliqahwash100% (1)
- Process Validation - Example 1Document11 pagesProcess Validation - Example 1Looi Kok HuaPas encore d'évaluation
- VMP TemplateDocument16 pagesVMP TemplateMuhammad fahmy100% (2)
- Cleaning Validation Guideline SampleDocument3 pagesCleaning Validation Guideline SampleSagi NguyenPas encore d'évaluation
- VAL 080 Validation Master Plan Sample PDFDocument3 pagesVAL 080 Validation Master Plan Sample PDFsiva sankar100% (1)
- Gamp 5Document5 pagesGamp 5vignan50Pas encore d'évaluation
- Strategies To Write Effective Validation ProtocolDocument33 pagesStrategies To Write Effective Validation ProtocolschumonPas encore d'évaluation
- Validation Pharma Industry Pharmaceutics Pharmaceutical Validation PPTDocument34 pagesValidation Pharma Industry Pharmaceutics Pharmaceutical Validation PPTAmit100% (3)
- ValidationDocument49 pagesValidationmanzoor ansari0% (1)
- VMPDocument15 pagesVMPshah241Pas encore d'évaluation
- Validation of Analytical Method: Ashok Suthar Regulatory Associate Regulatory Affairs Amneal PharmaceuticalsDocument40 pagesValidation of Analytical Method: Ashok Suthar Regulatory Associate Regulatory Affairs Amneal Pharmaceuticalsshashank786Pas encore d'évaluation
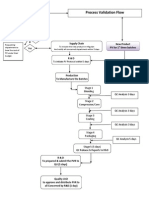
- Flow Chart Process ValidationDocument1 pageFlow Chart Process Validationmasthan6yPas encore d'évaluation
- Validation and Validation ProtocolDocument18 pagesValidation and Validation ProtocolLalit Lata JhaPas encore d'évaluation
- Validation-An Important Tool of GMP: About Authors: Karmveer TomarDocument4 pagesValidation-An Important Tool of GMP: About Authors: Karmveer TomarShiv KumarPas encore d'évaluation
- Installation Qualification For Informatic System ExampleDocument7 pagesInstallation Qualification For Informatic System ExampleCarlos SanchezPas encore d'évaluation
- Pharma Industry - Annual Product Reviews - How To Conduct An Effective Annual Product Quality Review - Pharmaceutical Manufacturing PDFDocument3 pagesPharma Industry - Annual Product Reviews - How To Conduct An Effective Annual Product Quality Review - Pharmaceutical Manufacturing PDFantonygamalpharmaPas encore d'évaluation
- Cold Chain Validation ProtocolDocument12 pagesCold Chain Validation ProtocolJAGADISH PHARMACEUTICALS100% (3)
- M 171 Validation MasterplanDocument41 pagesM 171 Validation MasterplanMohamed KamalPas encore d'évaluation
- VALIDATIONDocument127 pagesVALIDATIONSubhash Chandra Bose Penjuri100% (2)
- 5 GAMP5 PharmOut 2008-07-11Document43 pages5 GAMP5 PharmOut 2008-07-11Rajiv Bhala100% (1)
- Practical Approaches to Method Validation and Essential Instrument QualificationD'EverandPractical Approaches to Method Validation and Essential Instrument QualificationPas encore d'évaluation
- Process Validation of Oral Solid Dosage Form. Tablet-An OverviewDocument16 pagesProcess Validation of Oral Solid Dosage Form. Tablet-An OverviewAndy Rojas100% (1)
- Transport ValidationDocument31 pagesTransport Validationanon_117070533100% (1)
- Water Part1Document44 pagesWater Part1Andy RojasPas encore d'évaluation
- USP 1058 AIQ Risk Based Instrument Qualification GuidelinesDocument1 pageUSP 1058 AIQ Risk Based Instrument Qualification GuidelinesluroguitaPas encore d'évaluation
- Zig Ziglars Secrets of Closing The Sale PDFDocument10 pagesZig Ziglars Secrets of Closing The Sale PDFhuguesPas encore d'évaluation
- 2-4 ProcessValidationDocument37 pages2-4 ProcessValidationlouish9175841100% (2)
- Validation VMP Validation Master PlanDocument13 pagesValidation VMP Validation Master Plank.p.Pas encore d'évaluation
- GMP Inspection Process. Module 2 (Part 04) - Types of GMP InspectionDocument15 pagesGMP Inspection Process. Module 2 (Part 04) - Types of GMP InspectionAndy RojasPas encore d'évaluation
- PROCESS VALIDATION OF ORAL SOLID DOSAGE FORM. TABLET-An Overview PDFDocument16 pagesPROCESS VALIDATION OF ORAL SOLID DOSAGE FORM. TABLET-An Overview PDFAndy Rojas100% (1)
- Regulatory Aspects of Pharmaceutical Quality System: Brief IntroductionD'EverandRegulatory Aspects of Pharmaceutical Quality System: Brief IntroductionPas encore d'évaluation
- Quality Assurance and Quality Management in Pharmaceutical IndustryD'EverandQuality Assurance and Quality Management in Pharmaceutical IndustryÉvaluation : 4 sur 5 étoiles4/5 (4)
- Cleaning Validation Guidelines - A Complete ListDocument11 pagesCleaning Validation Guidelines - A Complete ListSanjay SharmaPas encore d'évaluation
- ECA Analytical Instrument QualificationDocument6 pagesECA Analytical Instrument Qualificationanh thoPas encore d'évaluation
- Filter Integrity Testing SystemsDocument11 pagesFilter Integrity Testing SystemsAndy RojasPas encore d'évaluation
- Governance of Cybersecurity: 2015 Report: How Boards & Senior Executives Are Managing Cyber RisksDocument45 pagesGovernance of Cybersecurity: 2015 Report: How Boards & Senior Executives Are Managing Cyber Risksleo5880Pas encore d'évaluation
- Document From Hassan RazaDocument14 pagesDocument From Hassan RazaAli RazaPas encore d'évaluation
- Validation PolicyDocument3 pagesValidation PolicyneppoanandPas encore d'évaluation
- On-Line TOC Measurement PresentationDocument33 pagesOn-Line TOC Measurement PresentationAndy Rojas50% (2)
- Atos SyntelDocument2 pagesAtos SyntelSharad MorePas encore d'évaluation
- Autoclave Validation PresentationDocument17 pagesAutoclave Validation PresentationAnkur Bhatia100% (1)
- Out of SpecificationDocument13 pagesOut of SpecificationBhupendra Tomar0% (1)
- ASEAN PV (Version 3 1) Includes All AnnexesDocument39 pagesASEAN PV (Version 3 1) Includes All AnnexesAndy RojasPas encore d'évaluation
- ECA GMP Beginners 2017 PDFDocument4 pagesECA GMP Beginners 2017 PDFAndy RojasPas encore d'évaluation
- Sample Change Control FormDocument2 pagesSample Change Control FormAndy RojasPas encore d'évaluation
- FSai 300 00279-Comparison of Sievers 900 Series and Sievers M-Series TOC AnalyzersDocument2 pagesFSai 300 00279-Comparison of Sievers 900 Series and Sievers M-Series TOC AnalyzersAndy RojasPas encore d'évaluation
- ECA GMP Beginners 2017 PDFDocument4 pagesECA GMP Beginners 2017 PDFAndy RojasPas encore d'évaluation
- نسخة امتحان ال operation PDFDocument3 pagesنسخة امتحان ال operation PDFAhmed HadadPas encore d'évaluation
- Implementation of Fake Product Review Monitoring System and Real Review Generation by Using Data Mining MechanismDocument10 pagesImplementation of Fake Product Review Monitoring System and Real Review Generation by Using Data Mining MechanismAjayi FelixPas encore d'évaluation
- Amazon Dupont Citation and Notice, May 2021Document9 pagesAmazon Dupont Citation and Notice, May 2021GeekWirePas encore d'évaluation
- The Negotiable InstrumentDocument21 pagesThe Negotiable InstrumentCaleb GetubigPas encore d'évaluation
- Unit 2Document17 pagesUnit 2DeepakPas encore d'évaluation
- Artist ResumeDocument2 pagesArtist Resumeapi-508377016Pas encore d'évaluation
- 2021 Fisher Scientific Quality Capabilities Self Assessment 0175Document16 pages2021 Fisher Scientific Quality Capabilities Self Assessment 0175Varun ZotaPas encore d'évaluation
- Canonical Sharia Contracts Applied To Modern Finance 1201429454721549 5Document60 pagesCanonical Sharia Contracts Applied To Modern Finance 1201429454721549 5nadeemuzairPas encore d'évaluation
- London Assembly RegenerationDocument16 pagesLondon Assembly RegenerationJames ThomasPas encore d'évaluation
- Exercise 1 - Chapter 1Document4 pagesExercise 1 - Chapter 1ᴀǫɪʟ RᴀᴍʟɪPas encore d'évaluation
- DDA Status-Dwarka ExpresswayDocument11 pagesDDA Status-Dwarka ExpresswayAshok SharmaPas encore d'évaluation
- Principles of Accounting 11th Edition Needles Test BankDocument49 pagesPrinciples of Accounting 11th Edition Needles Test Bankjosephroyszexgqbdct100% (10)
- Entertainment-City-Jan 2019 BRICKWORKDocument6 pagesEntertainment-City-Jan 2019 BRICKWORKPuneet367Pas encore d'évaluation
- SNGPL - Web BillDocument1 pageSNGPL - Web BillHartly MariePas encore d'évaluation
- Ah! Capital Facilitation Agreement v17.10Document9 pagesAh! Capital Facilitation Agreement v17.10Mamidi Raja ManikantaPas encore d'évaluation
- Case Study GMDocument2 pagesCase Study GMmaan_88Pas encore d'évaluation
- Project Element Response: Project Name Today's Date Project Start Date Target Completion DateDocument2 pagesProject Element Response: Project Name Today's Date Project Start Date Target Completion DatezidisamirPas encore d'évaluation
- OSHJ-CoP-01 Risk Management and Control Version 1 EnglishDocument15 pagesOSHJ-CoP-01 Risk Management and Control Version 1 EnglishsajinPas encore d'évaluation
- Abraham ResumeDocument2 pagesAbraham Resumeapi-672845860Pas encore d'évaluation
- New CORPORATE INTERNSHIP PROJECT REPORT-2 PDFDocument82 pagesNew CORPORATE INTERNSHIP PROJECT REPORT-2 PDFAshok KumarPas encore d'évaluation
- Role of CRM in MarketingDocument19 pagesRole of CRM in MarketingVivek Kumar Gupta86% (14)
- Beard Group Corporate Restructuring Review For November 2011Document32 pagesBeard Group Corporate Restructuring Review For November 2011bankrupt0Pas encore d'évaluation
- A Guide To Claims - FIDIC Red Book 1999Document14 pagesA Guide To Claims - FIDIC Red Book 1999Ibrahim MohdPas encore d'évaluation
- 049DX06171 Brmao 0.5F Globex R1Document2 pages049DX06171 Brmao 0.5F Globex R1Riko ApriliantoPas encore d'évaluation
- Inventory Valuation: First in First Out (FIFO) Last in First Out (LIFO) Average Cost Method (AVCO)Document9 pagesInventory Valuation: First in First Out (FIFO) Last in First Out (LIFO) Average Cost Method (AVCO)Abhilash JhaPas encore d'évaluation
- SSS CCL Aka PDFDocument18 pagesSSS CCL Aka PDFVikram VickyPas encore d'évaluation