Vous aimerez peut-être aussi
- Iso12944 PDFDocument10 pagesIso12944 PDFSujay HariPas encore d'évaluation
- HDG & HSG Insp & Repair - AgaDocument22 pagesHDG & HSG Insp & Repair - AgaManeesh Bangale100% (1)
- Current Knowledge of The Cracking of Steels During Galvanizing PDFDocument79 pagesCurrent Knowledge of The Cracking of Steels During Galvanizing PDFNicat MammadovPas encore d'évaluation
- An ANZ 4680-2006 Hot Dip GalvanizeDocument7 pagesAn ANZ 4680-2006 Hot Dip GalvanizeUdin DzonoPas encore d'évaluation
- HDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelSam Samuelson100% (1)
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanPas encore d'évaluation
- Paint Slip Coefficient PDFDocument28 pagesPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- HDG DefectDocument45 pagesHDG DefectjasminneePas encore d'évaluation
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Pas encore d'évaluation
- Erw Steel Pipe Api5lb Psl1Document2 pagesErw Steel Pipe Api5lb Psl1hdierkePas encore d'évaluation
- Brochure Hempel Shop Primer ZS 1589Document8 pagesBrochure Hempel Shop Primer ZS 1589Viktor -stPas encore d'évaluation
- Pickling Heat Tint For SSDocument2 pagesPickling Heat Tint For SSTuan DangPas encore d'évaluation
- Painting FailureDocument21 pagesPainting FailureNnamdi Celestine NnamdiPas encore d'évaluation
- HPI BrochureDocument20 pagesHPI BrochurePramod AthiyarathuPas encore d'évaluation
- Assessment of CorrosionDocument30 pagesAssessment of CorrosionCarlos RePas encore d'évaluation
- SliversDocument5 pagesSliversVarun MishraPas encore d'évaluation
- Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and SeamlessDocument22 pagesPipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and SeamlessRaithab IlsurPas encore d'évaluation
- ERW Pipe Issues and DefectsDocument2 pagesERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Inspection of HDG - 1Document52 pagesInspection of HDG - 1Sameh Amin100% (2)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsD'EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsPas encore d'évaluation
- Esd Floor Coating Certificate Iso Goldmin Detail 1Document11 pagesEsd Floor Coating Certificate Iso Goldmin Detail 1laiju cs100% (1)
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Document5 pagesASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjPas encore d'évaluation
- SSPC Standards Update PresentationDocument30 pagesSSPC Standards Update PresentationAnbalagan Ravichandran100% (1)
- Factors Affecting The Friction Between SurfacesDocument12 pagesFactors Affecting The Friction Between Surfacesmatealoredana8015Pas encore d'évaluation
- The Design of Products To Be Hot-Dip Galvanized After FabricationDocument25 pagesThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENPas encore d'évaluation
- Galvanizing WeldDocument11 pagesGalvanizing WeldSivaPas encore d'évaluation
- BooksDocument1 pageBookswahPas encore d'évaluation
- HDG Iza 2012Document215 pagesHDG Iza 201226110100% (1)
- Application Note Stainless SteelDocument6 pagesApplication Note Stainless SteelVictoria TechiPas encore d'évaluation
- Deep Anode SystemsDocument26 pagesDeep Anode Systemsaliyildizx17730Pas encore d'évaluation
- Stainless Steels Written ReportDocument13 pagesStainless Steels Written ReportSteve manicsicPas encore d'évaluation
- Inspection of HDGDocument56 pagesInspection of HDGPeter FowlesPas encore d'évaluation
- Astm A 986 - 2016 PDFDocument3 pagesAstm A 986 - 2016 PDFEmmanuel BoquetPas encore d'évaluation
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoPas encore d'évaluation
- OceaneeringDocument12 pagesOceaneeringJustinPas encore d'évaluation
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriPas encore d'évaluation
- Galvanized Steel Vs Zinc Rich PaintDocument2 pagesGalvanized Steel Vs Zinc Rich PaintImam SitumeangPas encore d'évaluation
- Incoloy Alloy 25-6MODocument13 pagesIncoloy Alloy 25-6MOsiswoutPas encore d'évaluation
- Salt TestDocument16 pagesSalt Testم.ذكى فضل ذكى100% (1)
- Astm A 385 PDFDocument9 pagesAstm A 385 PDFNizarHamrouniPas encore d'évaluation
- Defining and Rating The Microstructure of High Carbon Bearing SteelsDocument5 pagesDefining and Rating The Microstructure of High Carbon Bearing SteelsJosé Ramón GutierrezPas encore d'évaluation
- CorrosionDocument16 pagesCorrosionAerocfdfreakPas encore d'évaluation
- Cathodic Disbondment PDFDocument25 pagesCathodic Disbondment PDFsanjayaPas encore d'évaluation
- SSPC Surface Prep Specs PDFDocument4 pagesSSPC Surface Prep Specs PDFImam SitumeangPas encore d'évaluation
- Mil DTL 53022C PDFDocument22 pagesMil DTL 53022C PDFJeffrey EsmurriasPas encore d'évaluation
- IMO Performance Standard For Protective Coating and IACS Common Structural RulesDocument76 pagesIMO Performance Standard For Protective Coating and IACS Common Structural Rulesheobukon100% (2)
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikPas encore d'évaluation
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraPas encore d'évaluation
- Poster - CUI Rev1Document1 pagePoster - CUI Rev1diaccessltd_17172961Pas encore d'évaluation
- Defining Mechanical Surface Preparation Standards With Power ToolsDocument8 pagesDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- The Chemistry of Polyethylene Insulation PDFDocument11 pagesThe Chemistry of Polyethylene Insulation PDFluna bfqPas encore d'évaluation
- Failure Analysis Paint CoatingDocument37 pagesFailure Analysis Paint CoatingPNG Apollohx100% (2)
- Iso 8501-1 - External Pictorial Presentation For Surface Cleanliness PDFDocument2 pagesIso 8501-1 - External Pictorial Presentation For Surface Cleanliness PDFnaganathanPas encore d'évaluation
- 2 Surface Preparation For Metals - Before Applying ARC Coatings - ChestertonDocument36 pages2 Surface Preparation For Metals - Before Applying ARC Coatings - ChestertonP. Hidayat HarahapPas encore d'évaluation
- ASTM Specifications - American Galvanizers AssociationDocument9 pagesASTM Specifications - American Galvanizers Associationwinarnob100% (1)
- GalvInfoNote 1 2Document4 pagesGalvInfoNote 1 2JdjoPas encore d'évaluation
- Galvanize It! SeminarDocument82 pagesGalvanize It! SeminaralkhiatPas encore d'évaluation
- Architectural Manual: Paintable GalvannealDocument9 pagesArchitectural Manual: Paintable Galvanneal018601Pas encore d'évaluation
- Double Replacement Cep Lesson PlanDocument8 pagesDouble Replacement Cep Lesson Planapi-666239354Pas encore d'évaluation
- Difference Between Surface Plasmon Resonance and SPPDocument3 pagesDifference Between Surface Plasmon Resonance and SPPAparna ViswanathPas encore d'évaluation
- Gasket Brochure Complete MDS EngDocument20 pagesGasket Brochure Complete MDS EngAditya JainPas encore d'évaluation
- Classical ExperimentsDocument2 pagesClassical ExperimentsShane Cagas AcaoPas encore d'évaluation
- Kitel Et Al 2023 Discovery of Inhibitory Fragments That Selectively Target Spire2 Fmn2 InteractionDocument13 pagesKitel Et Al 2023 Discovery of Inhibitory Fragments That Selectively Target Spire2 Fmn2 InteractionNgô HuyPas encore d'évaluation
- ECE 6401: MEMS Design & Micromachining: Working Principle of MicrosystemsDocument11 pagesECE 6401: MEMS Design & Micromachining: Working Principle of MicrosystemsAbcPas encore d'évaluation
- Algoritmos para BioreactoresDocument4 pagesAlgoritmos para BioreactoresMarlon Arista VasquezPas encore d'évaluation
- Assay of Chloroquine Phosphate Experiment No.: Date: Aim: To Perform The Assay of Chloroquine Phosphate. Reference: RequirementsDocument3 pagesAssay of Chloroquine Phosphate Experiment No.: Date: Aim: To Perform The Assay of Chloroquine Phosphate. Reference: RequirementsDinesh ThakkarPas encore d'évaluation
- 8-Evaluation of Drugs, WHO & ICH Guidlines For StablityDocument23 pages8-Evaluation of Drugs, WHO & ICH Guidlines For StablityMamta Pant100% (5)
- Materials of Construction and Selection: Faculty of Chemical Engineering Universiti Teknologi MaraDocument80 pagesMaterials of Construction and Selection: Faculty of Chemical Engineering Universiti Teknologi MaraAisyah Addia AzizanPas encore d'évaluation
- Quality AssuranceDocument8 pagesQuality AssuranceEmmanuelPas encore d'évaluation
- Guide To BondingDocument46 pagesGuide To Bondingbotan_mihaiPas encore d'évaluation
- Astm d4052Document8 pagesAstm d4052Muhannad NasifPas encore d'évaluation
- Understanding Oscillatory Behaviour of Gibbsite Precipitation CircuitsDocument12 pagesUnderstanding Oscillatory Behaviour of Gibbsite Precipitation CircuitsPRACHIPRAVA PRADHANPas encore d'évaluation
- Comparative Assessment of The Stabilization of Lime-Stabilized Lateritic Soil As Subbase Material Using Coconut Shell Ash and Coconut Husk AshDocument12 pagesComparative Assessment of The Stabilization of Lime-Stabilized Lateritic Soil As Subbase Material Using Coconut Shell Ash and Coconut Husk AshEdem CHABIPas encore d'évaluation
- 1st Sem Mid Term PYQs 2018&2019Document20 pages1st Sem Mid Term PYQs 2018&2019Sujeet RaiPas encore d'évaluation
- Major Plant of NirmaDocument3 pagesMajor Plant of NirmaAnndy TrivediPas encore d'évaluation
- Lasers For Industrial Applications - 56850 - 12Document15 pagesLasers For Industrial Applications - 56850 - 12ΈλσαΟγκρένιPas encore d'évaluation
- Yunus 2014Document10 pagesYunus 2014La Ode Muhamad RusliPas encore d'évaluation
- The Mineral Shadows CollectionDocument6 pagesThe Mineral Shadows CollectionalexkardarPas encore d'évaluation
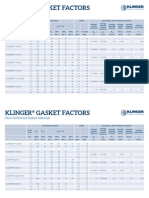
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuPas encore d'évaluation
- Wear MechanismDocument29 pagesWear MechanismSHIVAJI CHOUDHURY100% (5)
- Lec 22Document20 pagesLec 22Simanchal KarPas encore d'évaluation
- Development and Validation of RP-HPLC Method For The Estimation of Trimetazidine in Bulk and Pharmaceutical Dosage FormDocument10 pagesDevelopment and Validation of RP-HPLC Method For The Estimation of Trimetazidine in Bulk and Pharmaceutical Dosage FormAshish TapadiyaPas encore d'évaluation
- Export Promotion Council (EPC) For LeatherDocument25 pagesExport Promotion Council (EPC) For Leathersiddharthjain9149Pas encore d'évaluation
- 3D Optical and Device Simulation of Surface Plasmonic Effects On Organic Solar Cells Using Silver Nano PrismsDocument5 pages3D Optical and Device Simulation of Surface Plasmonic Effects On Organic Solar Cells Using Silver Nano PrismsSakshiKoulPas encore d'évaluation
- Sibeko Et Al. 2020Document16 pagesSibeko Et Al. 2020Adeniji OlagokePas encore d'évaluation
- Job-Mix Formula (Sample)Document18 pagesJob-Mix Formula (Sample)Mohammad Ali Salem Mauna25% (4)
- Comparison of The Use of Rutile and Cellulosic Electrodes - TWIDocument11 pagesComparison of The Use of Rutile and Cellulosic Electrodes - TWISumantaPas encore d'évaluation