Vous aimerez peut-être aussi
- Productivity and Reliability-Based Maintenance Management, Second EditionD'EverandProductivity and Reliability-Based Maintenance Management, Second EditionPas encore d'évaluation
- Calendar of ActivitiesDocument2 pagesCalendar of ActivitiesAJB Art and Perception100% (3)
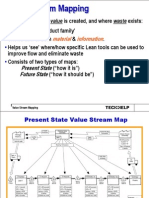
- Value Stream Mapping: Dr. Syed Amir IqbalDocument41 pagesValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- F M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationDocument20 pagesF M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationViswanathan SrkPas encore d'évaluation
- Quick Change OverDocument14 pagesQuick Change Overghaos1Pas encore d'évaluation
- Cellular Manufacturing Flexible OperationsDocument16 pagesCellular Manufacturing Flexible OperationsAlpha Excellence consultingPas encore d'évaluation
- Chap 2Document28 pagesChap 2Keyredin SelmanPas encore d'évaluation
- Examples Line BalancingDocument11 pagesExamples Line BalancingTee Hor ChangPas encore d'évaluation
- Measurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System VariationDocument4 pagesMeasurement System Analysis: - Two Sources of Variation: 1. Part - To - Part Variation 2. Measurement System Variationhan seongPas encore d'évaluation
- Statistical Process ControlDocument57 pagesStatistical Process ControlSandeep PasumarthiPas encore d'évaluation
- FS 508 Installation ManualDocument8 pagesFS 508 Installation ManualleolamiaPas encore d'évaluation
- Statistical Process ControlDocument44 pagesStatistical Process ControlDr Rushen SinghPas encore d'évaluation
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912Pas encore d'évaluation
- Operations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing HandoutDocument92 pagesOperations Management: Toyota Production System (TPS), Just-in-Time (JIT), and Lean Manufacturing Handoutjitendrasutar1975Pas encore d'évaluation
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- Nested Designs: Study Vs Control SiteDocument13 pagesNested Designs: Study Vs Control SiteHasrul MuhPas encore d'évaluation
- ValueStreamMapping ADocument26 pagesValueStreamMapping AAndrea Reyes GutierrezPas encore d'évaluation
- 3 - Analyze - Inferential StatisticsDocument29 pages3 - Analyze - Inferential StatisticsParaschivescu CristinaPas encore d'évaluation
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoPas encore d'évaluation
- ProductivityDocument25 pagesProductivitysau1994Pas encore d'évaluation
- Kano Model PDFDocument5 pagesKano Model PDFdanielmugaboPas encore d'évaluation
- Cellular LayoutsDocument10 pagesCellular Layoutssidd88Pas encore d'évaluation
- Capacity PlanningDocument16 pagesCapacity PlanningAnadi Ranjan100% (1)
- Defining and Measuring ProductivityDocument4 pagesDefining and Measuring ProductivityFadhil HerdiansyahPas encore d'évaluation
- Standardization Basics-24 Jul 09Document11 pagesStandardization Basics-24 Jul 09Dilfaraz KalawatPas encore d'évaluation
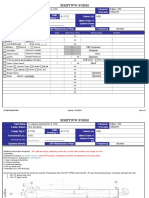
- Simptww S-1105Document3 pagesSimptww S-1105Vijay RajaindranPas encore d'évaluation
- VSMDocument13 pagesVSMnavingaikwad100% (1)
- 13 Nested ANOVA 2012Document15 pages13 Nested ANOVA 2012rahsarahPas encore d'évaluation
- Work Measurement Knowledge SharingDocument40 pagesWork Measurement Knowledge Sharingdinhlap237Pas encore d'évaluation
- Packing Approval SheetDocument2 pagesPacking Approval SheetSumeet RatheePas encore d'évaluation
- Value Engineering TQMDocument18 pagesValue Engineering TQMSumitKumarPas encore d'évaluation
- QFD FundamentalsDocument40 pagesQFD FundamentalsAvijesh JhaPas encore d'évaluation
- 2 Development Processes and OrganizationsDocument32 pages2 Development Processes and OrganizationsNani NRajPas encore d'évaluation
- Dell Server Ordering Six Sigma Case StudyDocument2 pagesDell Server Ordering Six Sigma Case StudySteven BonacorsiPas encore d'évaluation
- Final Report TPM PartDocument16 pagesFinal Report TPM PartNikita AwasthiPas encore d'évaluation
- Lean Supply Chain and Its Effect On ProductDocument21 pagesLean Supply Chain and Its Effect On Productafridi4240% (1)
- Cellular ManufacturingDocument8 pagesCellular ManufacturingsamimPas encore d'évaluation
- Production AnalysisDocument16 pagesProduction Analysisprabhatrc4235Pas encore d'évaluation
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorlivePas encore d'évaluation
- Work StudyDocument20 pagesWork Studyjesus784Pas encore d'évaluation
- Value Engineering POMDocument16 pagesValue Engineering POMnabendu4u100% (1)
- 5 Direct Time StudyDocument22 pages5 Direct Time StudyOwl BezariusPas encore d'évaluation
- TQM - Continuous Process ImprovementDocument23 pagesTQM - Continuous Process ImprovementRandeep SinghPas encore d'évaluation
- ProductionDocument14 pagesProductionMercy DadziePas encore d'évaluation
- Welcome To The Course: Work StudyDocument81 pagesWelcome To The Course: Work StudyAnantbhushan NavelkarPas encore d'évaluation
- DFSSDocument4 pagesDFSSankitrathod87Pas encore d'évaluation
- Measurement System AnalysisDocument1 pageMeasurement System AnalysisPrakash KancharlaPas encore d'évaluation
- (One Step Setup) : A Strategy For Performance ExcellenceDocument31 pages(One Step Setup) : A Strategy For Performance ExcellenceBikash RautrayaPas encore d'évaluation
- Production AnalysisDocument21 pagesProduction AnalysisAnshul SharmaPas encore d'évaluation
- Cost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."Document18 pagesCost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."sandeep_rana65Pas encore d'évaluation
- Lean Value Stream: Mapping & AnalysisDocument34 pagesLean Value Stream: Mapping & AnalysisJose SantosPas encore d'évaluation
- Presentation Total Productive Maintenance (TPM)Document14 pagesPresentation Total Productive Maintenance (TPM)jaanus143Pas encore d'évaluation
- Process Capability Analysis Using MINITAB (II) - BowerDocument8 pagesProcess Capability Analysis Using MINITAB (II) - Bowertehky63Pas encore d'évaluation
- Kaizen EyeDocument28 pagesKaizen EyeJPPas encore d'évaluation
- Muda 2Document161 pagesMuda 2gmnatigizawPas encore d'évaluation
- Server Backup Six Sigma Case StudyDocument2 pagesServer Backup Six Sigma Case StudySteven BonacorsiPas encore d'évaluation
- Project Report On Maynard Operation Sequence TechniqueDocument9 pagesProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDPas encore d'évaluation
- Quality Management System Process A Complete Guide - 2020 EditionD'EverandQuality Management System Process A Complete Guide - 2020 EditionPas encore d'évaluation
- Project Quality Management A Complete Guide - 2019 EditionD'EverandProject Quality Management A Complete Guide - 2019 EditionPas encore d'évaluation
- 4 Slides Value Stream MappingDocument13 pages4 Slides Value Stream MappingRanjan Raj Urs100% (2)
- Upsc 1 Year Study Plan 12Document3 pagesUpsc 1 Year Study Plan 12siboPas encore d'évaluation
- Business Finance: Quarter 2 - Module 6: Philosophy and Practices in Personal FinanceDocument2 pagesBusiness Finance: Quarter 2 - Module 6: Philosophy and Practices in Personal FinanceClemente AbinesPas encore d'évaluation
- Work Place CommitmentDocument24 pagesWork Place CommitmentAnzar MohamedPas encore d'évaluation
- Opec Asb - 2010-11Document108 pagesOpec Asb - 2010-11nishant bhushanPas encore d'évaluation
- UntitledDocument9 pagesUntitledRexi Chynna Maning - AlcalaPas encore d'évaluation
- He Hard Truth - If You Do Not Become A BRAND Then: Examples Oprah WinfreyDocument11 pagesHe Hard Truth - If You Do Not Become A BRAND Then: Examples Oprah WinfreyAbd.Khaliq RahimPas encore d'évaluation
- The Importance of Connecting The First/Last Mile To Public TransporDocument14 pagesThe Importance of Connecting The First/Last Mile To Public TransporLouise Anthony AlparaquePas encore d'évaluation
- 3.4 Supporting Doc Risk Register Template With InstructionsDocument8 pages3.4 Supporting Doc Risk Register Template With InstructionsSwadhin PalaiPas encore d'évaluation
- A Study On Mobilization of Deposit and Investment of Nabil Bank LTDDocument68 pagesA Study On Mobilization of Deposit and Investment of Nabil Bank LTDPadamPas encore d'évaluation
- Managing A Person With ADHD - Team Skills FromDocument7 pagesManaging A Person With ADHD - Team Skills FromHieu PhanPas encore d'évaluation
- National Budget Memorandum No. 129 Reaction PaperDocument2 pagesNational Budget Memorandum No. 129 Reaction PaperVhia ParajasPas encore d'évaluation
- Conduct Disorder ChecklistDocument1 pageConduct Disorder Checklistiswarya vellaisamyPas encore d'évaluation
- Bung Tomo InggrisDocument4 pagesBung Tomo Inggrissyahruladiansyah43Pas encore d'évaluation
- Managerial Accounting 15Th Edition Garrison Test Bank Full Chapter PDFDocument67 pagesManagerial Accounting 15Th Edition Garrison Test Bank Full Chapter PDFNicoleTuckeroajx100% (13)
- A Midsummer's Night Dream Script (FULL)Document74 pagesA Midsummer's Night Dream Script (FULL)prahuljosePas encore d'évaluation
- Q2 Emptech W1 4Document32 pagesQ2 Emptech W1 4Adeleine YapPas encore d'évaluation
- Employee Shift ScheduleDocument32 pagesEmployee Shift ScheduleRishane RajapaksePas encore d'évaluation
- Project Initiation Document (Pid) : PurposeDocument17 pagesProject Initiation Document (Pid) : PurposelucozzadePas encore d'évaluation
- Week 8 - 13 Sale of GoodsDocument62 pagesWeek 8 - 13 Sale of Goodstzaman82Pas encore d'évaluation
- EDUC - 115 D - Fall2018 - Kathryn GauthierDocument7 pagesEDUC - 115 D - Fall2018 - Kathryn Gauthierdocs4me_nowPas encore d'évaluation
- Case StudyDocument2 pagesCase StudyRahul DhingraPas encore d'évaluation
- Assignment F225summer 20-21Document6 pagesAssignment F225summer 20-21Ali BasheerPas encore d'évaluation
- Bsee25 Lesson 1Document25 pagesBsee25 Lesson 1Renier ArceNoPas encore d'évaluation
- War and Peace NTDocument2 882 pagesWar and Peace NTAMBPas encore d'évaluation
- Just Design Healthy Prisons and The Architecture of Hope (Y.Jewkes, 2012)Document20 pagesJust Design Healthy Prisons and The Architecture of Hope (Y.Jewkes, 2012)Razi MahriPas encore d'évaluation
- 7 Principles or 7 CDocument5 pages7 Principles or 7 Cnimra mehboobPas encore d'évaluation
- Cases 1Document79 pagesCases 1Bechay PallasiguePas encore d'évaluation
- QBE 2022 Sustainability ReportDocument44 pagesQBE 2022 Sustainability ReportVertika ChaudharyPas encore d'évaluation
- 23-12-22 National ConferenceDocument4 pages23-12-22 National ConferenceNIKITA CHAUHANPas encore d'évaluation