Vous aimerez peut-être aussi
- 13 Mig & Mag WeldingDocument24 pages13 Mig & Mag WeldingMohamed BencharifPas encore d'évaluation
- MRT-10-2 Arc Welding Principle and SSWDocument27 pagesMRT-10-2 Arc Welding Principle and SSW1026Aniket TankPas encore d'évaluation
- A Practical Approach To Classical YogaDocument39 pagesA Practical Approach To Classical Yogaabhilasha_yadav_1Pas encore d'évaluation
- Welding Process SeminarDocument14 pagesWelding Process Seminartemporary hPas encore d'évaluation
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekPas encore d'évaluation
- The Practice of Veterinary Anesthesia - Small Animals, Birds, Fish, and ReptilesDocument382 pagesThe Practice of Veterinary Anesthesia - Small Animals, Birds, Fish, and ReptilesMárcio MoreiraPas encore d'évaluation
- JJ205 Workshop Technology Tic&Mic WeldingDocument47 pagesJJ205 Workshop Technology Tic&Mic WeldingAh TiangPas encore d'évaluation
- Tig RwtiDocument39 pagesTig RwtiSaptarshi PalPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Submittal ReviewDocument22 pagesSubmittal ReviewuddinnadeemPas encore d'évaluation
- Augustine's Confessions - Philosophy in AutobiographyDocument241 pagesAugustine's Confessions - Philosophy in AutobiographyAlfonso Flórez100% (2)
- Welding NotesDocument39 pagesWelding NotesSabir JadejaPas encore d'évaluation
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanPas encore d'évaluation
- SS - Filler Wire SelectionDocument26 pagesSS - Filler Wire SelectionBaraa AzebPas encore d'évaluation
- Destructive and Non Destructive TestingDocument51 pagesDestructive and Non Destructive TestingMorg Actus100% (1)
- Dutyies of Welding InspectorDocument30 pagesDutyies of Welding InspectorMorg Actus100% (1)
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MPas encore d'évaluation
- Big Fat Lies - How The Diet Industry Is Making You Sick, Fat & PoorDocument212 pagesBig Fat Lies - How The Diet Industry Is Making You Sick, Fat & PoorangelobuffaloPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Pocket Book AGDocument67 pagesPocket Book AGsudiraharjaPas encore d'évaluation
- Orbital-Welding Facts enDocument52 pagesOrbital-Welding Facts ene.vicente.caballeroPas encore d'évaluation
- Mig Gmaw Welding 1Document26 pagesMig Gmaw Welding 1HAZEL BELLOPas encore d'évaluation
- Ejercito vs. Sandiganbayan G.R. Nos. 157294-95Document2 pagesEjercito vs. Sandiganbayan G.R. Nos. 157294-95Morg Actus100% (1)
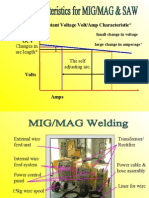
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanPas encore d'évaluation
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDocument8 pagesMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohPas encore d'évaluation
- Advanced Welding Techniques in Ship ManufacturingDocument15 pagesAdvanced Welding Techniques in Ship Manufacturingmadhan_kumar2000Pas encore d'évaluation
- Seminar Report TIGDocument13 pagesSeminar Report TIGRahul ShawPas encore d'évaluation
- EV Connect What Is EVSE White PaperDocument13 pagesEV Connect What Is EVSE White PaperEV ConnectPas encore d'évaluation
- Grocery GatewayDocument2 pagesGrocery GatewayKumari Mohan0% (2)
- Sunfix Blue SPRDocument7 pagesSunfix Blue SPRDyeing 2 Wintex100% (2)
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaPas encore d'évaluation
- Cswip Section 13 Mig Mag WeldingDocument23 pagesCswip Section 13 Mig Mag WeldingNsidibe Michael EtimPas encore d'évaluation
- WIS5 Consumables PDFDocument29 pagesWIS5 Consumables PDFnikafiqPas encore d'évaluation
- Case Study YayaDocument6 pagesCase Study YayaYayaPas encore d'évaluation
- The Shielding Gas Handbook - AGADocument79 pagesThe Shielding Gas Handbook - AGAjok1974100% (1)
- ConsumablesDocument28 pagesConsumablesadeoye_okunoyePas encore d'évaluation
- Shielding Gas Brochure410 80125Document32 pagesShielding Gas Brochure410 80125shaggerukPas encore d'évaluation
- The Principle of Tungsten Inert Gas TIG Welding ProcessDocument7 pagesThe Principle of Tungsten Inert Gas TIG Welding ProcessWill TohallinoPas encore d'évaluation
- Study of Shielded Gases For MIG WeldingDocument5 pagesStudy of Shielded Gases For MIG WeldingRajesh KumarPas encore d'évaluation
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcWidada Wanto100% (1)
- Structural Steel Welds PDFDocument28 pagesStructural Steel Welds PDFshekhar2681Pas encore d'évaluation
- Co2 WeldingDocument4 pagesCo2 WeldingHari krishnan100% (1)
- Metal Inert Gas (MIG) WeldingDocument3 pagesMetal Inert Gas (MIG) WeldingRao YasirPas encore d'évaluation
- GTAWDocument39 pagesGTAWKoushik SarkarPas encore d'évaluation
- Presentation On: Applications of and Welding in ManufacturingDocument27 pagesPresentation On: Applications of and Welding in ManufacturingHope ThemPas encore d'évaluation
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaPas encore d'évaluation
- Gas Tungsten Arc WeldingDocument15 pagesGas Tungsten Arc WeldingCarlos BustamantePas encore d'évaluation
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovPas encore d'évaluation
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalPas encore d'évaluation
- Shielding Gases: Fig. 1: Effect of Oxygen Additions To ArgoDocument8 pagesShielding Gases: Fig. 1: Effect of Oxygen Additions To Argovijju ajjuPas encore d'évaluation
- Welding (Unit Iv)Document19 pagesWelding (Unit Iv)Susheel GuptaPas encore d'évaluation
- AGA Aluminum Welding BrochureDocument16 pagesAGA Aluminum Welding Brochureaghosh704Pas encore d'évaluation
- L31a GtawDocument23 pagesL31a GtawCrocodilePas encore d'évaluation
- Welding 2 PDFDocument7 pagesWelding 2 PDFPratyush BhattacharyaPas encore d'évaluation
- Gas Tungsten Arc WeldingDocument14 pagesGas Tungsten Arc WeldingKhaled FatnassiPas encore d'évaluation
- Tigweld DoneDocument16 pagesTigweld DoneSenthil KumarPas encore d'évaluation
- Mini ReportDocument43 pagesMini ReportahmedPas encore d'évaluation
- GMAW (CO2) Welding CourseDocument129 pagesGMAW (CO2) Welding Courseanon_554333607Pas encore d'évaluation
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarPas encore d'évaluation
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்Pas encore d'évaluation
- Tips and Techniques For GtawDocument5 pagesTips and Techniques For GtawRavi ChandranPas encore d'évaluation
- Welding GasesDocument6 pagesWelding GasesahmedPas encore d'évaluation
- Quiz Test No DrieDocument17 pagesQuiz Test No Drieapurva karlePas encore d'évaluation
- Adyapeath Annada Polytechnic CollegeDocument5 pagesAdyapeath Annada Polytechnic CollegeArunavaPas encore d'évaluation
- Choosing Shielding Gas Fcaw Wj0310-30Document4 pagesChoosing Shielding Gas Fcaw Wj0310-30Siva SubramaniPas encore d'évaluation
- Welding Processes - Arc: Solid Wire MIG WeldingDocument4 pagesWelding Processes - Arc: Solid Wire MIG WeldingMehmet SoysalPas encore d'évaluation
- About Titanium WeldingDocument6 pagesAbout Titanium Weldingckkashyap0007Pas encore d'évaluation
- The Evolution of Shielding GasDocument3 pagesThe Evolution of Shielding GasSharad ShahPas encore d'évaluation
- Mendoza Vs CA SC Decision FullDocument8 pagesMendoza Vs CA SC Decision FullMorg ActusPas encore d'évaluation
- Alberto Vs CA SC Decision FullDocument11 pagesAlberto Vs CA SC Decision FullMorg ActusPas encore d'évaluation
- Maramba Vs LozanoDocument3 pagesMaramba Vs LozanoMorg ActusPas encore d'évaluation
- Partosa - Jo Vs CADocument6 pagesPartosa - Jo Vs CAMorg ActusPas encore d'évaluation
- Elevation - All AreasDocument1 pageElevation - All AreasMorg ActusPas encore d'évaluation
- Matthew V TaylorDocument9 pagesMatthew V TaylorMorg ActusPas encore d'évaluation
- Piping Dev't. SeminarDocument35 pagesPiping Dev't. SeminarMorg ActusPas encore d'évaluation
- 24B-Pactical Pipe Inspection 2006Document17 pages24B-Pactical Pipe Inspection 2006Morg ActusPas encore d'évaluation
- Fundamental Welding Maintenance Tech - Final1Document79 pagesFundamental Welding Maintenance Tech - Final1Morg ActusPas encore d'évaluation
- SmartSlope C 110 Installation Manual PDFDocument5 pagesSmartSlope C 110 Installation Manual PDFAivan Dredd PunzalanPas encore d'évaluation
- Emerging Therapeutic Options in The Management of Diabetes Recent Trends, Challenges and Future DirectionsDocument21 pagesEmerging Therapeutic Options in The Management of Diabetes Recent Trends, Challenges and Future DirectionsGabriela PachecoPas encore d'évaluation
- Eurolite Led TMH 7 PDFDocument2 pagesEurolite Led TMH 7 PDFSarahPas encore d'évaluation
- Chapter 13 Managerial AccountingDocument168 pagesChapter 13 Managerial AccountingChandler Schleifs100% (4)
- Acc05 SCG116Document42 pagesAcc05 SCG116Hilal HazaaPas encore d'évaluation
- UntitledDocument300 pagesUntitledUnbox itPas encore d'évaluation
- Curvature CorrectionDocument7 pagesCurvature CorrectionE J SPas encore d'évaluation
- Athens 803 and The EkphoraDocument18 pagesAthens 803 and The EkphoradovescryPas encore d'évaluation
- Methanol Technologies of Tkis: A Brief OverviewDocument12 pagesMethanol Technologies of Tkis: A Brief OverviewMuhammad NaeemPas encore d'évaluation
- Q3 Module 15Document33 pagesQ3 Module 15jovielyn kathley manaloPas encore d'évaluation
- Environmental and Sustainability Issues - 1Document21 pagesEnvironmental and Sustainability Issues - 121. PLT PAGALILAUAN, EDITHA MPas encore d'évaluation
- Infineon IRFZ44N DataSheet v01 - 01 ENDocument9 pagesInfineon IRFZ44N DataSheet v01 - 01 ENIkram RidhoPas encore d'évaluation
- 2020 Landfill Capacity Calculation Work SheetDocument4 pages2020 Landfill Capacity Calculation Work SheetLYPas encore d'évaluation
- Ground PlaneDocument1 pageGround Planeaeronautical rajasPas encore d'évaluation
- Nature 00869Document3 pagesNature 00869鍾宗霖Pas encore d'évaluation
- 7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDocument8 pages7MBR75VB120-50: IGBT MODULE (V Series) 1200V / 75A / PIMDanielle ButlerPas encore d'évaluation
- Sdo Tle Grade 8 Dressmaking 2nd Q Week 1 8 1Document64 pagesSdo Tle Grade 8 Dressmaking 2nd Q Week 1 8 1Maggie De jesusPas encore d'évaluation
- Schrodinger Wave EquationsDocument6 pagesSchrodinger Wave EquationsksksvtPas encore d'évaluation
- Annual Syllabus Class 7 1Document3 pagesAnnual Syllabus Class 7 1Ni shPas encore d'évaluation
- Regulatory Framework For Water Dams in QuebecDocument2 pagesRegulatory Framework For Water Dams in QuebecRaveePas encore d'évaluation
- Book 1Document1 pageBook 1PES SAFETYPas encore d'évaluation