Vous aimerez peut-être aussi
- Celular Examen 1Document3 pagesCelular Examen 1Jhony ContrerasPas encore d'évaluation
- Acciones Que Puede Realizar La Universidad para Propiciar El Bien ComúnDocument1 pageAcciones Que Puede Realizar La Universidad para Propiciar El Bien ComúnJhony ContrerasPas encore d'évaluation
- La Proporción ÁureaDocument5 pagesLa Proporción ÁureaJhony ContrerasPas encore d'évaluation
- Format Oapa General 3Document18 pagesFormat Oapa General 3Luis Enrique Persye WatzonPas encore d'évaluation
- OrtografiaDocument6 pagesOrtografiaJhony ContrerasPas encore d'évaluation
- CatrinaDocument20 pagesCatrinaJhony ContrerasPas encore d'évaluation
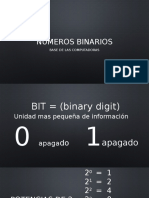
- Números BinariosDocument13 pagesNúmeros BinariosJhony ContrerasPas encore d'évaluation
- Practica 27 Recibo de NominaDocument1 pagePractica 27 Recibo de NominaJhony Contreras100% (2)
- ICATIDocument11 pagesICATIJhony ContrerasPas encore d'évaluation
- SQLDocument4 pagesSQLJhony ContrerasPas encore d'évaluation
- Agregar Un Título Al Gráfico - Word - OfficeDocument1 pageAgregar Un Título Al Gráfico - Word - OfficeJhony ContrerasPas encore d'évaluation
- NubeDocument3 pagesNubeJhony ContrerasPas encore d'évaluation
- Agregar Un Encabezado o Pie de Página - Word - Office PDFDocument2 pagesAgregar Un Encabezado o Pie de Página - Word - Office PDFJhober AlvarezPas encore d'évaluation
- Examen Excel 1Document1 pageExamen Excel 1Jhony ContrerasPas encore d'évaluation
- Es Mejor El WEP o El WPADocument2 pagesEs Mejor El WEP o El WPAJhony ContrerasPas encore d'évaluation
- Word y Power PoinDocument3 pagesWord y Power PoinJhony ContrerasPas encore d'évaluation
- Matanza de Focas en CanadáDocument4 pagesMatanza de Focas en CanadáJhony ContrerasPas encore d'évaluation
- Edayo ChicoloapanDocument2 pagesEdayo ChicoloapanJhony ContrerasPas encore d'évaluation
- Siete Pasos en La Vida ConsagradaDocument2 pagesSiete Pasos en La Vida ConsagradaLUISPas encore d'évaluation
- Mecanismos HorizontalDocument7 pagesMecanismos HorizontalCarlos RoblesPas encore d'évaluation
- El Barril de AmontilladoDocument8 pagesEl Barril de AmontilladoCarol Dayana Cabezas VargasPas encore d'évaluation
- Solucionario PC 1ADocument3 pagesSolucionario PC 1Achristian3omar33o3m3Pas encore d'évaluation
- Manual de Requerimiento Hídrico & Tipos de SondasDocument17 pagesManual de Requerimiento Hídrico & Tipos de SondasAlessandra YMPas encore d'évaluation
- Fisica NumericaDocument14 pagesFisica Numericayhir Anthony caicedo garciaPas encore d'évaluation
- Mecanismos para OrientarseDocument5 pagesMecanismos para OrientarseBiblioteca elcopey-cesar.gov.coPas encore d'évaluation
- Informe N°3 - GRUPO 2 - DestilaciónDocument13 pagesInforme N°3 - GRUPO 2 - DestilaciónJairo Daniel Flores BarriosPas encore d'évaluation
- Medicina Legal Trabajo GrupalDocument14 pagesMedicina Legal Trabajo GrupalGerardo AnteloPas encore d'évaluation
- Casuistica 3 Junio22Document4 pagesCasuistica 3 Junio22wilmer rene carreroPas encore d'évaluation
- Vocabulario Básico Del Proyecto Del Pollito y Vocabulario MaríaDocument13 pagesVocabulario Básico Del Proyecto Del Pollito y Vocabulario MaríaNerea Lugosi StokerPas encore d'évaluation
- 07 Detalle de SS - Hh.puertas y Ventanas-A2 Detalle SS - Hh.Document1 page07 Detalle de SS - Hh.puertas y Ventanas-A2 Detalle SS - Hh.Tatiana KaterinePas encore d'évaluation
- TAP04Document10 pagesTAP04Byron VizkrraPas encore d'évaluation
- EnsayoDocument3 pagesEnsayoNely Estefany Pérez HernándezPas encore d'évaluation
- Inspeccion Higienico Sanitaria de La Empresa Congga Trabajonuevo ImprimirDocument20 pagesInspeccion Higienico Sanitaria de La Empresa Congga Trabajonuevo ImprimirYnohtnaAipatPas encore d'évaluation
- Taller Grupal: Fire Assay en LaboratorioDocument7 pagesTaller Grupal: Fire Assay en LaboratorioAngela BustamantePas encore d'évaluation
- Constituciones Del PeruDocument26 pagesConstituciones Del PerukenjitroncosPas encore d'évaluation
- Calculo de EdadDocument4 pagesCalculo de EdadMarcelo RamosPas encore d'évaluation
- Taller Sistemas de ControlDocument4 pagesTaller Sistemas de ControlEdwin SolerPas encore d'évaluation
- Informe Practica Banco de Condensadores DidacticoDocument3 pagesInforme Practica Banco de Condensadores DidacticoRICARDO ABRIL ROJASPas encore d'évaluation
- Tf-G4-Caso de NegocioDocument25 pagesTf-G4-Caso de NegocioMarco Antonio Chambilla LlerenaPas encore d'évaluation
- Investigación U2 - Manufactura AvanzadaDocument37 pagesInvestigación U2 - Manufactura AvanzadaDiana JiménezPas encore d'évaluation
- Edad MediaDocument1 pageEdad MediaKaneki DragPas encore d'évaluation
- SIAE (Panel de Control) HISTORIAL ACADÉMICODocument1 pageSIAE (Panel de Control) HISTORIAL ACADÉMICOEric Pedraza VelázquezPas encore d'évaluation
- Sello Palatino PosteriorDocument18 pagesSello Palatino Posteriornaty yepesPas encore d'évaluation
- Fuente ConmutadaDocument33 pagesFuente ConmutadaRoberto Iván M BPas encore d'évaluation
- Mi CuerpoDocument30 pagesMi CuerpoDarly Yohana50% (2)
- Balanceo DinámicoDocument5 pagesBalanceo DinámicoMiryam Ysabel Romero Mendez0% (1)
- Semana 10 Dia 1Document8 pagesSemana 10 Dia 1Alvaro J CesarPas encore d'évaluation
- Actividad 4Document4 pagesActividad 4Angie Valentina TRUJILLO CABALLEROPas encore d'évaluation