Vous aimerez peut-être aussi
- Vol 1-Apocalipse PDFDocument25 pagesVol 1-Apocalipse PDFRobert Collins100% (1)
- 2º Livro Teshuvah PDFDocument127 pages2º Livro Teshuvah PDFRobert Collins100% (2)
- Conheça A Incrível História Da Lâmpada PDFDocument1 pageConheça A Incrível História Da Lâmpada PDFRobert CollinsPas encore d'évaluation
- Vol 1-Apocalipse PDFDocument25 pagesVol 1-Apocalipse PDFRobert Collins100% (1)
- Comentario de Daniel Leon Wood PDFDocument25 pagesComentario de Daniel Leon Wood PDFRobert Collins50% (2)
- Programação de Centro de UsinagemDocument71 pagesProgramação de Centro de Usinagemevandro3k67% (3)
- 2º Livro Teshuvah PDFDocument127 pages2º Livro Teshuvah PDFRobert Collins100% (2)
- Vol 1-Apocalipse PDFDocument25 pagesVol 1-Apocalipse PDFRobert Collins100% (1)
- Teologia Da Perfeicao Crista PDF PDFDocument20 pagesTeologia Da Perfeicao Crista PDF PDFRobert CollinsPas encore d'évaluation
- 15 Cap 12 CFW 2017 PDFDocument45 pages15 Cap 12 CFW 2017 PDFRobert CollinsPas encore d'évaluation
- Vol 1-Apocalipse PDFDocument25 pagesVol 1-Apocalipse PDFRobert Collins100% (1)
- As Sete Cartas As Sete Congregaçoes - PT 1 PDFDocument8 pagesAs Sete Cartas As Sete Congregaçoes - PT 1 PDFRobert CollinsPas encore d'évaluation
- 01 - Como Implantar Um Programa de Inovação PDFDocument2 pages01 - Como Implantar Um Programa de Inovação PDFRobert CollinsPas encore d'évaluation
- Vol 1-Apocalipse PDFDocument25 pagesVol 1-Apocalipse PDFRobert Collins100% (1)
- A Ética de Kant - Marilena ChauíDocument4 pagesA Ética de Kant - Marilena ChauíNorberto Faria90% (10)
- Livro - Temperado Controlado Pelo Espirito PDFDocument49 pagesLivro - Temperado Controlado Pelo Espirito PDFAnderson Chaves TrajanoPas encore d'évaluation
- Os MacabeusDocument16 pagesOs MacabeusDenise Do E. SantoPas encore d'évaluation
- Quando Deus Diz Que Algo Sera em Breve PDFDocument69 pagesQuando Deus Diz Que Algo Sera em Breve PDFRobert CollinsPas encore d'évaluation
- Estudo Sobre Os Livros Dos MacabeusDocument10 pagesEstudo Sobre Os Livros Dos MacabeusRobert CollinsPas encore d'évaluation
- Festa deDocument3 pagesFesta deRobert CollinsPas encore d'évaluation
- Introdução ao Antigo TestamentoDocument55 pagesIntrodução ao Antigo TestamentoRobert Collins100% (2)
- A Besta Do Apocalipse e Sua Marca 666Document15 pagesA Besta Do Apocalipse e Sua Marca 666ORIGINAIS NEWS100% (6)
- 2º Dos MacabeusDocument2 pages2º Dos MacabeusRobert CollinsPas encore d'évaluation
- Os MacabeusDocument3 pagesOs MacabeusRobert CollinsPas encore d'évaluation
- Cnc-Programação Comando FanucDocument38 pagesCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Comentário de Calvino Sobre OBADIASDocument31 pagesComentário de Calvino Sobre OBADIASMarcos100% (7)
- Apostila EscatologiaDocument33 pagesApostila EscatologiaCristão bíblico94% (31)
- A Segunda Vinda de Jesus: Uma análise histórica e bíblicaDocument32 pagesA Segunda Vinda de Jesus: Uma análise histórica e bíblicaDenilson Leal67% (3)
- Introdução ao Antigo TestamentoDocument55 pagesIntrodução ao Antigo TestamentoRobert Collins100% (2)
- Apocalipsesaojoao 141012052854 Conversion Gate01 PDFDocument70 pagesApocalipsesaojoao 141012052854 Conversion Gate01 PDFRobert CollinsPas encore d'évaluation
- Switch 3comDocument13 pagesSwitch 3comThais RamosPas encore d'évaluation
- Avaliação Linguagem de Programação IDocument11 pagesAvaliação Linguagem de Programação IPedro Heitor Venturini LinharesPas encore d'évaluation
- ABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaDocument4 pagesABAA - Depreciação Do Ativo Fixo - Depreciação ExtraordiáriaLaura NunesPas encore d'évaluation
- Peças Sulcador Beija-FlorDocument7 pagesPeças Sulcador Beija-FlorVadinho BenezPas encore d'évaluation
- Amd690gm M2Document16 pagesAmd690gm M2kakitosPas encore d'évaluation
- Leonardo Medeiros Trujillo - 30996896Document3 pagesLeonardo Medeiros Trujillo - 30996896Wagner LimaPas encore d'évaluation
- Implementação de um compilador PascalDocument123 pagesImplementação de um compilador PascalLaurindo PanzoPas encore d'évaluation
- Transações BasisDocument24 pagesTransações Basis20jgas09Pas encore d'évaluation
- DDL DML banco dados definir manipularDocument21 pagesDDL DML banco dados definir manipularValtinhoPas encore d'évaluation
- Uma visão do DMBOKDocument46 pagesUma visão do DMBOKEveraldo ChavesPas encore d'évaluation
- Gabarito Oficial de InformáticaDocument16 pagesGabarito Oficial de InformáticaNatália GabrielaPas encore d'évaluation
- Manual de Instruções TopAcesso - MP04801-01Document264 pagesManual de Instruções TopAcesso - MP04801-01paivapaivaPas encore d'évaluation
- Controlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceDocument108 pagesControlador de Válvula Digital FIELDVUE DVC6200 Da Fisher: ÍndiceRicardo RodriguesPas encore d'évaluation
- Prática Profissional I - Atividade 04Document2 pagesPrática Profissional I - Atividade 04João Álvaro100% (1)
- Banco de Dados I - Transações e Controle de ConcorrênciaDocument39 pagesBanco de Dados I - Transações e Controle de Concorrênciamfomoura1Pas encore d'évaluation
- Evolução Da Tecnologia - História, Resumo, Linha Do TempoDocument3 pagesEvolução Da Tecnologia - História, Resumo, Linha Do TempoRodrigo Ramón Falconi GómezPas encore d'évaluation
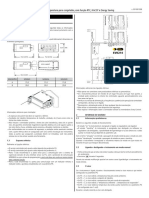
- Evk 214 N2Document7 pagesEvk 214 N2Mauricioss2313 Soares100% (2)
- SKF SNL 3044 G + C 3044 SpecificationDocument5 pagesSKF SNL 3044 G + C 3044 SpecificationHenrique FrancoPas encore d'évaluation
- Curso Livre - AutoCAD 2018 - Professional - Senac São PauloDocument3 pagesCurso Livre - AutoCAD 2018 - Professional - Senac São PauloDenner Melo FreitasPas encore d'évaluation
- Recomendações de carteiras criptoDocument3 pagesRecomendações de carteiras criptoLeonardo Maia de ÁvilaPas encore d'évaluation
- Trabalho de PesquisaDocument4 pagesTrabalho de PesquisaElvis FgPas encore d'évaluation
- Grade Curricular Direito USP PDFDocument1 pageGrade Curricular Direito USP PDFpgn999Pas encore d'évaluation
- Aula 8Document12 pagesAula 8Nelson Hosten AliPas encore d'évaluation
- Seccionalizador trifásico SF6 isola falhasDocument8 pagesSeccionalizador trifásico SF6 isola falhasWilson Albert Ramos GuerrerosPas encore d'évaluation
- SISTEMAS GERENCIAIS E PROCESSOSDocument5 pagesSISTEMAS GERENCIAIS E PROCESSOSSilvanoPas encore d'évaluation
- Histórico AvantsecDocument9 pagesHistórico AvantsecJSALES MDRPas encore d'évaluation
- Cronograma Da OBMEP - Documentos GoogleDocument56 pagesCronograma Da OBMEP - Documentos GoogleMarilia MottaPas encore d'évaluation
- NBR Iso 12207 PDFDocument35 pagesNBR Iso 12207 PDFMauro Mendes100% (2)
- Slides01 DesenvolvimentoWebDocument43 pagesSlides01 DesenvolvimentoWebFelipe TardivoPas encore d'évaluation
- Manual de Configuração REMUX IS720LADocument15 pagesManual de Configuração REMUX IS720LAEngenhariaPas encore d'évaluation
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IAD'EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IAÉvaluation : 5 sur 5 étoiles5/5 (6)
- Introdução a Data Science: Algoritmos de Machine Learning e métodos de análiseD'EverandIntrodução a Data Science: Algoritmos de Machine Learning e métodos de análisePas encore d'évaluation
- Motores automotivos: evolução, manutenção e tendênciasD'EverandMotores automotivos: evolução, manutenção e tendênciasÉvaluation : 5 sur 5 étoiles5/5 (1)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeD'EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeÉvaluation : 5 sur 5 étoiles5/5 (3)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineD'EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineÉvaluation : 4 sur 5 étoiles4/5 (4)
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasD'EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasÉvaluation : 1 sur 5 étoiles1/5 (2)
- Instalações elétricas e o projeto de arquiteturaD'EverandInstalações elétricas e o projeto de arquiteturaPas encore d'évaluation
- Quero ser empreendedor, e agora?: Guia prático para criar sua primeira startupD'EverandQuero ser empreendedor, e agora?: Guia prático para criar sua primeira startupÉvaluation : 5 sur 5 étoiles5/5 (25)
- A melhor estratégia é atitude: Bora venderD'EverandA melhor estratégia é atitude: Bora venderÉvaluation : 5 sur 5 étoiles5/5 (10)
- Arquitetura de software distribuído: Boas práticas para um mundo de microsserviçosD'EverandArquitetura de software distribuído: Boas práticas para um mundo de microsserviçosPas encore d'évaluation
- Programação Didática com Linguagem CD'EverandProgramação Didática com Linguagem CÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Inteligência artificial: Análise de dados e inovação para iniciantesD'EverandInteligência artificial: Análise de dados e inovação para iniciantesPas encore d'évaluation
- ChatGPT para o dia a dia: Explore o poder da Inteligência Artificial agora mesmoD'EverandChatGPT para o dia a dia: Explore o poder da Inteligência Artificial agora mesmoPas encore d'évaluation
- Métodos e técnicas de pesquisas científicasD'EverandMétodos e técnicas de pesquisas científicasÉvaluation : 3 sur 5 étoiles3/5 (1)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaD'EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaÉvaluation : 5 sur 5 étoiles5/5 (1)
- Orientação a Objetos em C#: Conceitos e implementações em .NETD'EverandOrientação a Objetos em C#: Conceitos e implementações em .NETÉvaluation : 5 sur 5 étoiles5/5 (1)
- Comandos ElétricosD'EverandComandos ElétricosPas encore d'évaluation