Vous aimerez peut-être aussi
- Section F CFBC Startup Procedure R00Document8 pagesSection F CFBC Startup Procedure R00purvgargPas encore d'évaluation
- Boiler Start Up ProceduresDocument8 pagesBoiler Start Up ProceduresamasrurPas encore d'évaluation
- Boilers 2013 PDFDocument58 pagesBoilers 2013 PDFMeriç GäßlerPas encore d'évaluation
- Vacuum SystemDocument28 pagesVacuum SystemHamid ArizPas encore d'évaluation
- Fire Tube Boilers - (21.07.2020)Document69 pagesFire Tube Boilers - (21.07.2020)Dr. BIBIN CHIDAMBARANATHANPas encore d'évaluation
- Extraction Condensing Steam Turbine PDFDocument2 pagesExtraction Condensing Steam Turbine PDFAaronPas encore d'évaluation
- Benson BoilerDocument21 pagesBenson BoilerDr. BIBIN CHIDAMBARANATHANPas encore d'évaluation
- Boiler MaintananceDocument3 pagesBoiler MaintanancePritv SavalagiPas encore d'évaluation
- Boiler Start UpDocument6 pagesBoiler Start UpAnonymous 0vtkoS155100% (1)
- Steam TurbinesDocument45 pagesSteam TurbinesHaseeb Bokhari100% (1)
- Heat ExchangerDocument16 pagesHeat Exchangeratulbhogare7100% (1)
- Feed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam AccumulatorsDocument74 pagesFeed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam Accumulatorsbanukiran sambojuPas encore d'évaluation
- Boiler OverviewDocument35 pagesBoiler Overviewshashank dasPas encore d'évaluation
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Document32 pagesCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- Once Through: Steam GeneratorsDocument21 pagesOnce Through: Steam GeneratorsrajrampallyPas encore d'évaluation
- 2 Telemetry TurbineDocument12 pages2 Telemetry TurbineSamPas encore d'évaluation
- Thermal Power PlantDocument36 pagesThermal Power PlantAshvani Shukla100% (1)
- Boiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesDocument4 pagesBoiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesKumaraswamyPas encore d'évaluation
- CBD IbdDocument2 pagesCBD Ibdpremk20100% (5)
- Lay OutDocument41 pagesLay OutLakshmi NarayanPas encore d'évaluation
- Draught System Gyanendra Sharma NPTI DelhiDocument24 pagesDraught System Gyanendra Sharma NPTI DelhiNPTIPas encore d'évaluation
- PumpsDocument133 pagesPumpssuave_artistPas encore d'évaluation
- An Introduction To Condensate PolishingDocument10 pagesAn Introduction To Condensate PolishingclesncronPas encore d'évaluation
- Boiler and AuxiliariesDocument29 pagesBoiler and Auxiliariesnsarav100% (1)
- Boiler Mounting & AccessoriesDocument14 pagesBoiler Mounting & Accessoriesshiraj36100% (1)
- KSS On Generator Cooling SystemDocument38 pagesKSS On Generator Cooling SystemSakthi MuruganPas encore d'évaluation
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocument51 pages2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaPas encore d'évaluation
- Cochran BoilerDocument14 pagesCochran BoilerParth SavaniPas encore d'évaluation
- Different Soot Blower: Their Working PrincipleDocument16 pagesDifferent Soot Blower: Their Working PrincipleMY NAME IS NEERAJ..:):)Pas encore d'évaluation
- Mill Reject SystemDocument22 pagesMill Reject SystemgangatharanPas encore d'évaluation
- Air Pre-Heater: Rajneesh VachaspatiDocument68 pagesAir Pre-Heater: Rajneesh VachaspatiRajneesh VachaspatiPas encore d'évaluation
- Steam TurbineDocument46 pagesSteam TurbineIbrahim Mostafa50% (2)
- Power PlantDocument14 pagesPower PlantKanna B CoolPas encore d'évaluation
- Steam Turbine Gland SystemDocument4 pagesSteam Turbine Gland SystemAnuj GuptaPas encore d'évaluation
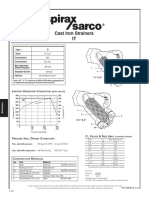
- Filtro It Spirax Sarco PDFDocument2 pagesFiltro It Spirax Sarco PDFLina GarciaPas encore d'évaluation
- Boiler Operator Study GuideDocument30 pagesBoiler Operator Study GuideSantiago DuranPas encore d'évaluation
- TH PP CH2 NewDocument38 pagesTH PP CH2 NewAnonymous I43VxQYvPas encore d'évaluation
- Boiler-Turbine Operation Start Up ExplainedDocument35 pagesBoiler-Turbine Operation Start Up ExplainedSteven100% (1)
- Boiler ControlDocument38 pagesBoiler ControlTharun JagadeeshPas encore d'évaluation
- Boiler Erection of Pressure Parts PDFDocument44 pagesBoiler Erection of Pressure Parts PDFAK100% (1)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- Sipat - 660 MW Super Critical Boiler PresentationDocument55 pagesSipat - 660 MW Super Critical Boiler PresentationParveen NakwalPas encore d'évaluation
- Difference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTDocument16 pagesDifference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTRaju MaityPas encore d'évaluation
- Cochran and Babcock & Wilcox BoilersDocument3 pagesCochran and Babcock & Wilcox BoilersAshish VermaPas encore d'évaluation
- Steam TurbineDocument77 pagesSteam TurbineAmit KhadkaPas encore d'évaluation
- Lalitpur Superthermal Power Project - 3 X 660 MWDocument10 pagesLalitpur Superthermal Power Project - 3 X 660 MWpramod_nandaPas encore d'évaluation
- Circulating Water SystemDocument44 pagesCirculating Water SystemVinoth100% (1)
- BOILER OPERATOR'S COURSE Part 1Document50 pagesBOILER OPERATOR'S COURSE Part 1Kudzai ManyanyePas encore d'évaluation
- Boiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleDocument11 pagesBoiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleMukesh Kumar VaishnavPas encore d'évaluation
- Training R&M of BoilersDocument45 pagesTraining R&M of BoilersSamPas encore d'évaluation
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajPas encore d'évaluation
- National Power Training Institute New Delhi: B. TechDocument14 pagesNational Power Training Institute New Delhi: B. TechAditya PandeyPas encore d'évaluation
- Supercritical Boiler Cleanup Cycle: Ranjan KumarDocument23 pagesSupercritical Boiler Cleanup Cycle: Ranjan Kumarscentpcbarauni BARAUNIPas encore d'évaluation
- Alkali Boil Out - ProcedureDocument4 pagesAlkali Boil Out - ProcedureMourya DevuPas encore d'évaluation
- CFBC Refractory Dryout Along With Atmospheric Boilout FinalDocument7 pagesCFBC Refractory Dryout Along With Atmospheric Boilout FinalpurvgargPas encore d'évaluation
- Boilers SOPDocument18 pagesBoilers SOPPrakash WarrierPas encore d'évaluation
- Sop For Boiler Hydro TestDocument4 pagesSop For Boiler Hydro TestHardik ThumarPas encore d'évaluation
- Vacuum Leakage TestDocument11 pagesVacuum Leakage Testsambhu100% (1)
- Precommissioning Load TrialDocument47 pagesPrecommissioning Load Trialyinkaakins2001100% (3)
- Boil Out ProcedureDocument2 pagesBoil Out Proceduremrizalygani99100% (1)
- Speed Sensing For Gas & Steam Turbines: Application Note 51429 (Revision NEW)Document12 pagesSpeed Sensing For Gas & Steam Turbines: Application Note 51429 (Revision NEW)Harjith VaibavPas encore d'évaluation
- BBVNVBMVBMDocument1 pageBBVNVBMVBMHarjith VaibavPas encore d'évaluation
- SSLC Science Tamil Medium Book Back One MarkDocument8 pagesSSLC Science Tamil Medium Book Back One MarkRaja ManickamPas encore d'évaluation
- 2017 Hrs Notification Seeking Deputation From PSBs - Corporate Roles - FinalDocument22 pages2017 Hrs Notification Seeking Deputation From PSBs - Corporate Roles - FinalHarjith VaibavPas encore d'évaluation
- 1st Set 15 Pages Police TNSPC TamilDocument15 pages1st Set 15 Pages Police TNSPC TamilArun KumarPas encore d'évaluation
- New Microsoft Word DocumentDocument1 pageNew Microsoft Word DocumentHarjith VaibavPas encore d'évaluation
- L215 218Document18 pagesL215 218Harjith VaibavPas encore d'évaluation
- Chemistry Notes For Engineering StudentsDocument276 pagesChemistry Notes For Engineering StudentsKota Venkata SukumarPas encore d'évaluation
- The Impacts (Positive and Negative) of ICT On Education in NigeriaDocument3 pagesThe Impacts (Positive and Negative) of ICT On Education in NigeriaHarjith VaibavPas encore d'évaluation
- Indian History (Medieval History) 6 - 18 Century A.DDocument7 pagesIndian History (Medieval History) 6 - 18 Century A.DHarjith VaibavPas encore d'évaluation
- Boiler Safety Measures: Mr.B.L.Prabhu, Safety OfficerDocument8 pagesBoiler Safety Measures: Mr.B.L.Prabhu, Safety OfficerHarjith VaibavPas encore d'évaluation
- Inner Cover PageDocument1 pageInner Cover PageHarjith VaibavPas encore d'évaluation
- Load CalculationsDocument6 pagesLoad CalculationshaymarpkPas encore d'évaluation
- 3193 292321 Boiler EfficiencyDocument21 pages3193 292321 Boiler EfficiencyHarjith VaibavPas encore d'évaluation
- Chapter 5Document7 pagesChapter 5Harjith VaibavPas encore d'évaluation
- Boiling Heat TransferDocument12 pagesBoiling Heat TransferHarjith VaibavPas encore d'évaluation
- Elec - MachinesDocument30 pagesElec - Machinesspan98Pas encore d'évaluation
- Chapter 12Document13 pagesChapter 12Harjith VaibavPas encore d'évaluation
- Elec - MachinesDocument30 pagesElec - Machinesspan98Pas encore d'évaluation
- Elec - MachinesDocument30 pagesElec - Machinesspan98Pas encore d'évaluation
- Chapter 9Document15 pagesChapter 9Harjith Vaibav100% (1)
- Contents & IllustrationsDocument7 pagesContents & IllustrationsHarjith VaibavPas encore d'évaluation
- Chapter 9Document15 pagesChapter 9Harjith Vaibav100% (1)
- Turbine Blades: Terry Andersen Nathan StastnyDocument21 pagesTurbine Blades: Terry Andersen Nathan StastnyHarjith VaibavPas encore d'évaluation
- Photovoltaic ConcentratorsDocument25 pagesPhotovoltaic Concentratorsjuanky079Pas encore d'évaluation
- Photovoltaics As A CottageIndustryDocument5 pagesPhotovoltaics As A CottageIndustryHarjith VaibavPas encore d'évaluation
- Installing PV System - Q&A GuideDocument15 pagesInstalling PV System - Q&A Guidepandi27Pas encore d'évaluation
- General Layout of A Thermal Power PlantDocument87 pagesGeneral Layout of A Thermal Power PlantHarjith Vaibav100% (1)
- 02 03 2013 GK Engg PDFDocument40 pages02 03 2013 GK Engg PDFgsudhanta1604Pas encore d'évaluation
- PCV-2013 DatasheetDocument1 pagePCV-2013 DatasheetraufyPas encore d'évaluation
- Summary E190Document91 pagesSummary E190Mo A. El KarnighiPas encore d'évaluation
- Harmonised StandardsDocument104 pagesHarmonised StandardsccgccgPas encore d'évaluation
- Kobelt Engine Controls OverviewDocument2 pagesKobelt Engine Controls OverviewAkhil ViswanathanPas encore d'évaluation
- V1141 - EN-Gate ValveDocument1 pageV1141 - EN-Gate ValveHai PhanPas encore d'évaluation
- Báo cáo thí nghiệm QTTB 2Document13 pagesBáo cáo thí nghiệm QTTB 2Phương linh TrầnPas encore d'évaluation
- PH 1600 Series Data Sheet en 126926Document4 pagesPH 1600 Series Data Sheet en 126926detroja tusharPas encore d'évaluation
- Mechanical PDFDocument6 pagesMechanical PDFPreethamgowda PreciousPas encore d'évaluation
- Simple Diagrams For Electrical / Electronic: Symbol Component Name Meaning Wire SymbolsDocument15 pagesSimple Diagrams For Electrical / Electronic: Symbol Component Name Meaning Wire SymbolsCiprian MihailaPas encore d'évaluation
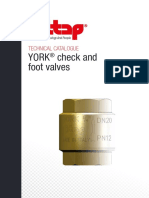
- York Check and Foot Valves: Technical CatalogueDocument14 pagesYork Check and Foot Valves: Technical CatalogueWilliam OeyPas encore d'évaluation
- Auto ClaveDocument16 pagesAuto ClaveAhmed QomaruddinPas encore d'évaluation
- Topic No.4 AIRCRAFT WHEELSdocxDocument4 pagesTopic No.4 AIRCRAFT WHEELSdocxSamarth SPas encore d'évaluation
- Hitachi-Man B&W Diesel Engine Service Data: Exhaust Valve Condition and Recommendation On M/E Low-Load OperationDocument5 pagesHitachi-Man B&W Diesel Engine Service Data: Exhaust Valve Condition and Recommendation On M/E Low-Load Operationg arvPas encore d'évaluation
- DESMI Centrifugal Pump: Modular HDocument17 pagesDESMI Centrifugal Pump: Modular HИгорьPas encore d'évaluation
- Tech Data 1500 GPM - For Power Island System Rev.01Document101 pagesTech Data 1500 GPM - For Power Island System Rev.01spazzbgt100% (1)
- Troubleshooting BrookDocument52 pagesTroubleshooting Brookawangga putra maulanaPas encore d'évaluation
- Beech PRNFC T-34b PCL - Normal n58743 7-22-03Document10 pagesBeech PRNFC T-34b PCL - Normal n58743 7-22-03Gaius Appuleius DioclesPas encore d'évaluation
- Model Direct-Acting, Pressure Reducing/relieving Valve With Drain To Port 4Document1 pageModel Direct-Acting, Pressure Reducing/relieving Valve With Drain To Port 4mhasansharifiPas encore d'évaluation
- Diagram: Slotter Machine SpecificationDocument4 pagesDiagram: Slotter Machine Specificationtanish vermaPas encore d'évaluation
- TOTAL WALTHER CI-Technology: Technical ManualDocument140 pagesTOTAL WALTHER CI-Technology: Technical ManualJORDAN LOPEZPas encore d'évaluation
- Viraaj CatalogDocument10 pagesViraaj CatalogRahulPas encore d'évaluation
- Tech Guide To Filling MachinesDocument12 pagesTech Guide To Filling MachinesLatifani Ayu ChaerunnisaPas encore d'évaluation
- Sebf8034 29Document26 pagesSebf8034 29LUIZ GUSTAVOPas encore d'évaluation
- F43 160 PDFDocument16 pagesF43 160 PDFroyvindasPas encore d'évaluation
- Parker HPD Product Bulletin (HY28-2673-01)Document162 pagesParker HPD Product Bulletin (HY28-2673-01)helden50229881Pas encore d'évaluation
- Flow Diagrams: Language UK Page 1/1Document12 pagesFlow Diagrams: Language UK Page 1/1Alexander BaziotisPas encore d'évaluation
- CRAFTSMAN 875.199860 OwnMan (EN)Document13 pagesCRAFTSMAN 875.199860 OwnMan (EN)Gisell ZapataPas encore d'évaluation
- Assets Maag Brochures Extrusion en 03 11 EuDocument20 pagesAssets Maag Brochures Extrusion en 03 11 EuWerner SchrammelPas encore d'évaluation
- r2b p2 203 03 H HD 51062 - Rev.b - Data Sheet SRV PSV 61152 A B 1st Stage DischargeDocument17 pagesr2b p2 203 03 H HD 51062 - Rev.b - Data Sheet SRV PSV 61152 A B 1st Stage Dischargedavid perezPas encore d'évaluation