Vous aimerez peut-être aussi
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedPas encore d'évaluation
- Urea Manufacturing Plant-StamicarbonDocument4 pagesUrea Manufacturing Plant-StamicarbonRadhika PillayPas encore d'évaluation
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibPas encore d'évaluation
- Direct Methane to Methanol: Foundations and Prospects of the ProcessD'EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessPas encore d'évaluation
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationD'EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Recent Developments in Urea Plant DesignDocument17 pagesRecent Developments in Urea Plant DesignSathish Kumar100% (1)
- Advanced Distillation Technologies: Design, Control and ApplicationsD'EverandAdvanced Distillation Technologies: Design, Control and ApplicationsPas encore d'évaluation
- Urea Plant Nangal 2014Document8 pagesUrea Plant Nangal 2014Ishan HaiderPas encore d'évaluation
- Olmi Urea Stripper & Carbamate Condenser LeafletDocument6 pagesOlmi Urea Stripper & Carbamate Condenser LeafletHamzaNoumanPas encore d'évaluation
- Nitric AcidDocument31 pagesNitric AcidBon Bon100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rPas encore d'évaluation
- Urea - Kirk Othmer PDFDocument15 pagesUrea - Kirk Othmer PDFusman_hafeez86Pas encore d'évaluation
- Urea ProjectDocument31 pagesUrea Projectaman singhPas encore d'évaluation
- CASALE-GROUP Melamine HP TechnologyDocument5 pagesCASALE-GROUP Melamine HP TechnologyRudy Mamani CuellarPas encore d'évaluation
- Urea PDFDocument11 pagesUrea PDFStephanie Travers100% (4)
- Ammonia and NitricDocument67 pagesAmmonia and Nitrictesfayregs gebretsadikPas encore d'évaluation
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemPas encore d'évaluation
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنPas encore d'évaluation
- PlantDocument8 pagesPlantpf06Pas encore d'évaluation
- Optimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketDocument12 pagesOptimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketGrootPas encore d'évaluation
- Honeywell Uop LNG Solutions BrochureDocument8 pagesHoneywell Uop LNG Solutions BrochurethenamePas encore d'évaluation
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaPas encore d'évaluation
- Stamicarbon Urea Process Data PDFDocument1 pageStamicarbon Urea Process Data PDFPermata AdindaPas encore d'évaluation
- Biofuels and Bioenergy: Opportunities and ChallengesD'EverandBiofuels and Bioenergy: Opportunities and ChallengesBaskar GurunathanPas encore d'évaluation
- ToyoDocument17 pagesToyoZeeshan Khan100% (1)
- Ammonia and Urea ProductionDocument10 pagesAmmonia and Urea Productionwaheed_bhattiPas encore d'évaluation
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocument10 pages100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootPas encore d'évaluation
- Methanol To Gasoline MTG - ExxonmobileDocument12 pagesMethanol To Gasoline MTG - ExxonmobileAkk KolPas encore d'évaluation
- Nirbhay Urea Final PDFDocument99 pagesNirbhay Urea Final PDFHimanshu vikram100% (1)
- 97 6 TocDocument10 pages97 6 TocJose Luis Gutierrez MadariagaPas encore d'évaluation
- Reactor Kinetics of Urea FormationDocument21 pagesReactor Kinetics of Urea Formationtitas5123100% (1)
- Stamicarbon Y2kDocument11 pagesStamicarbon Y2kvariable26100% (1)
- Urea Project Report 1 PDFDocument9 pagesUrea Project Report 1 PDFVirendra RathvaPas encore d'évaluation
- Producers Gas PlantsDocument13 pagesProducers Gas PlantsHalil İbrahim KüplüPas encore d'évaluation
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- 2007 The TOYO Urea Granulation TechnologyDocument14 pages2007 The TOYO Urea Granulation Technologyaaa206Pas encore d'évaluation
- Stamicarbon (Holland)Document3 pagesStamicarbon (Holland)Mohd Hakimie100% (2)
- AmmoniaDocument46 pagesAmmoniabac_nobita7657Pas encore d'évaluation
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictPas encore d'évaluation
- Steam Reforming Common ProblemsDocument61 pagesSteam Reforming Common ProblemsBilalPas encore d'évaluation
- Urea ProjectDocument17 pagesUrea ProjectAbdo Shaaban100% (2)
- Stamicarbon Urea Process Data PDFDocument1 pageStamicarbon Urea Process Data PDFtreyzzztylerPas encore d'évaluation
- Material Balance of Ammonium Sulphate ProductionDocument5 pagesMaterial Balance of Ammonium Sulphate ProductionShahbaz AlamPas encore d'évaluation
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoPas encore d'évaluation
- Urea PlantDocument26 pagesUrea PlantAbdullah Al-Riyami67% (3)
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarPas encore d'évaluation
- Production of Acetic Acid by Methanol CarbonalyzationDocument139 pagesProduction of Acetic Acid by Methanol CarbonalyzationNoman Aslam100% (1)
- Urea Process (Technical Report)Document42 pagesUrea Process (Technical Report)Heidi Adel100% (2)
- Flow Diagram of Urea ProductionDocument11 pagesFlow Diagram of Urea ProductionClaudine Beloso Castillo100% (1)
- By Product in Ammonia Plant PDFDocument12 pagesBy Product in Ammonia Plant PDFMd. Imran HossainPas encore d'évaluation
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarPas encore d'évaluation
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaPas encore d'évaluation
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharPas encore d'évaluation
- Project ReportDocument12 pagesProject ReportRabia SabirPas encore d'évaluation
- M11 Tier1 Chap1-3Document98 pagesM11 Tier1 Chap1-3Usman ShehryarPas encore d'évaluation
- Matlab CheDocument26 pagesMatlab CheAbdullah SalemPas encore d'évaluation
- 015Document10 pages015pf06Pas encore d'évaluation
- Technical Survey of Steam Reformer To Control Tube Metal TemperatureDocument8 pagesTechnical Survey of Steam Reformer To Control Tube Metal Temperaturepf06Pas encore d'évaluation
- PlantDocument8 pagesPlantpf06Pas encore d'évaluation
- Mini ProjectDocument54 pagesMini Projectpf06Pas encore d'évaluation
- Construction Project For The 1st Floor of ChemicalDocument21 pagesConstruction Project For The 1st Floor of Chemicalpf06Pas encore d'évaluation
- AP Electricity Tariff Fy2015-16Document8 pagesAP Electricity Tariff Fy2015-16somnath250477Pas encore d'évaluation
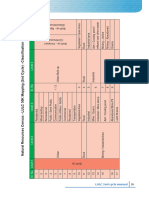
- Technical Manual LULC 2nd Cycle Classification by NRSC - IndiaDocument4 pagesTechnical Manual LULC 2nd Cycle Classification by NRSC - Indiaphdanupam22Pas encore d'évaluation
- Cheat Monster Rancher 2Document9 pagesCheat Monster Rancher 2Syahrun ZahierPas encore d'évaluation
- Pas 37 38 40 41 PFRS 1Document5 pagesPas 37 38 40 41 PFRS 1LALALA LULULUPas encore d'évaluation
- Family BrandingDocument13 pagesFamily BrandingShobhit Bhatnagar0% (1)
- Vietnamese Rice Sector 2008Document46 pagesVietnamese Rice Sector 2008Thuan DuongPas encore d'évaluation
- A Debate On Colonial State and Social Formation in India by Vulli DhanarajuDocument3 pagesA Debate On Colonial State and Social Formation in India by Vulli DhanarajuRanbir Singh PhogatPas encore d'évaluation
- Seigneurial SystemDocument17 pagesSeigneurial Systemapi-299773823100% (1)
- Assessment 1Document64 pagesAssessment 1api-420982619100% (1)
- Mahindra Company PresentationDocument68 pagesMahindra Company PresentationSurajSuresh40% (5)
- PCAARRD ResearchandDevtProjects 2003-2013Document370 pagesPCAARRD ResearchandDevtProjects 2003-2013Silver Magday JrPas encore d'évaluation
- How To Bali: EcoArts JournalDocument56 pagesHow To Bali: EcoArts JournalThirumoolar DevarPas encore d'évaluation
- Understanding Yield BeefDocument8 pagesUnderstanding Yield BeefBelewek tvPas encore d'évaluation
- Building & Construction 2008Document8 pagesBuilding & Construction 2008firephoxPas encore d'évaluation
- The Sprouted Kitchen Bowl and Spoon - RecipesDocument15 pagesThe Sprouted Kitchen Bowl and Spoon - RecipesThe Recipe Club33% (3)
- B.inggris UasDocument12 pagesB.inggris Uasdevona loffinson ortegaPas encore d'évaluation
- Sugar Cane Prodocution GuidelineDocument32 pagesSugar Cane Prodocution GuidelineEduardo AlcivarPas encore d'évaluation
- Breeding For Resilience: Green Super RiceDocument48 pagesBreeding For Resilience: Green Super Riceleahcruz100% (1)
- Tabel Calorii FructeDocument3 pagesTabel Calorii FructeGma BvbPas encore d'évaluation
- Wisconsin Deer Baiting and Wildlife Feeding RegulationsDocument3 pagesWisconsin Deer Baiting and Wildlife Feeding RegulationsapakuniPas encore d'évaluation
- My Report On Natural ResoursesDocument37 pagesMy Report On Natural ResoursesRavi NegiPas encore d'évaluation
- 6thPC Long ReportDocument266 pages6thPC Long ReportAnup KashyapPas encore d'évaluation
- The Orchid Review v.7Document483 pagesThe Orchid Review v.7tobiasaxo5653Pas encore d'évaluation
- A To Z Crop InfoDocument22 pagesA To Z Crop InfoAman IndwarPas encore d'évaluation
- Colada Shop MenuDocument2 pagesColada Shop MenuMissy FrederickPas encore d'évaluation
- Objectives, Functions and Philosophy of Extension Education: By: Ms.D.SancleyDocument6 pagesObjectives, Functions and Philosophy of Extension Education: By: Ms.D.SancleyDaizie SancleyPas encore d'évaluation
- Spatial Analysis of Paddy Rice Price Variability in Dass and Tafawa Balewa Lgas of Bauchi State, NigeriaDocument12 pagesSpatial Analysis of Paddy Rice Price Variability in Dass and Tafawa Balewa Lgas of Bauchi State, NigeriaManaging EditorPas encore d'évaluation
- The Beer Geek Handbook - Living A Life Ruled by Beer (2016)Document58 pagesThe Beer Geek Handbook - Living A Life Ruled by Beer (2016)zaratustra21Pas encore d'évaluation
- Banana Macro Propagation ProtocolDocument6 pagesBanana Macro Propagation ProtocolOlukunle AlabetutuPas encore d'évaluation