Vous aimerez peut-être aussi
- Presssure Die-CastingDocument12 pagesPresssure Die-CastingritaPas encore d'évaluation
- Aluminium Alloy GDC & ProblemsDocument11 pagesAluminium Alloy GDC & ProblemsN.B.PPas encore d'évaluation
- Fulltext02 PDFDocument51 pagesFulltext02 PDFAbdelkader LoussaiefPas encore d'évaluation
- File-1Document9 pagesFile-1Deepak KumarPas encore d'évaluation
- ProjectDocument51 pagesProjectRushikesh DandagwhalPas encore d'évaluation
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsPas encore d'évaluation
- Review of Casting Defect Analysis To Initiate The Improvement ProcessDocument4 pagesReview of Casting Defect Analysis To Initiate The Improvement Processshrikant mishraPas encore d'évaluation
- Manuscript (REVIEW PAPER1) - NewDocument4 pagesManuscript (REVIEW PAPER1) - NewAnand PathakPas encore d'évaluation
- Welcome To International Journal of Engineering Research and Development (IJERD)Document7 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDPas encore d'évaluation
- 06 2009 041 Motorcu 391 401 3k 4kDocument11 pages06 2009 041 Motorcu 391 401 3k 4kGus DurPas encore d'évaluation
- A Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsDocument11 pagesA Review On Multi Objective Optimization of Drilling Parameters Using Taguchi MethodsVikram KedambadiPas encore d'évaluation
- Simulation of The Effect of Die Radius On Deep Drawing ProcessDocument6 pagesSimulation of The Effect of Die Radius On Deep Drawing ProcessSac ChoPas encore d'évaluation
- 2 Ijmperdapr20182Document10 pages2 Ijmperdapr20182TJPRC PublicationsPas encore d'évaluation
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Irjet V4i877Document6 pagesIrjet V4i877Roselle LasagasPas encore d'évaluation
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 pagesEffect of The Use of Ceramic Filters in Steel CastingBrijesh YadavPas encore d'évaluation
- Optimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueDocument11 pagesOptimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueIJMERPas encore d'évaluation
- Received On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreDocument20 pagesReceived On: 08-03-2014 Accepted On: 12-03-2014 Published On: 15-03-2014 Taquiuddin Quazi, Pratik Gajanan MoreAlexandrina BugaPas encore d'évaluation
- Die Casting Process Optimization Using Taguchi Methods: G.P. SyrcosDocument7 pagesDie Casting Process Optimization Using Taguchi Methods: G.P. SyrcosfaisalPas encore d'évaluation
- 2 MankovaDocument4 pages2 MankovaBehailu FelekePas encore d'évaluation
- Effect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDocument10 pagesEffect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDr. Mahesh GopalPas encore d'évaluation
- Parameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodDocument3 pagesParameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodIjrtsPas encore d'évaluation
- The Effect of Die Casting Machine Parameters On Porosity of Aluminium Die CastingsDocument9 pagesThe Effect of Die Casting Machine Parameters On Porosity of Aluminium Die CastingsSatis MrtPas encore d'évaluation
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhPas encore d'évaluation
- ReviewDocument24 pagesReviewhunters ePas encore d'évaluation
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDocument7 pagesA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaPas encore d'évaluation
- OPTIMIZATION OF EDM PROCESS PARAMETERS ON ALUMINIUM ALLOY 6061/5% SiC COMPOSITEDocument4 pagesOPTIMIZATION OF EDM PROCESS PARAMETERS ON ALUMINIUM ALLOY 6061/5% SiC COMPOSITEIJORATPas encore d'évaluation
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraPas encore d'évaluation
- Parameter Optimization For Tensile Strength of Spot Weld For 316L Stainless SteelDocument5 pagesParameter Optimization For Tensile Strength of Spot Weld For 316L Stainless SteelRam PrakashPas encore d'évaluation
- Numerical Simulation For Casting Defect PredictionDocument5 pagesNumerical Simulation For Casting Defect PredictionRajkot NPDPas encore d'évaluation
- Optimizing Surface RoughnessDocument7 pagesOptimizing Surface Roughnesskarpaga raj aPas encore d'évaluation
- Simulation and Optimization of Metal Forming ProcessesDocument27 pagesSimulation and Optimization of Metal Forming ProcessesTamer HagasPas encore d'évaluation
- Parameter Optimizationof Plaza Cutting Processfor Stainless Steel Using Taguchi MethodologyDocument7 pagesParameter Optimizationof Plaza Cutting Processfor Stainless Steel Using Taguchi MethodologyJorge RodriguezPas encore d'évaluation
- Lean Thi Nki NGDocument17 pagesLean Thi Nki NGcevherimPas encore d'évaluation
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDocument12 pagesApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshPas encore d'évaluation
- Ijaiem 2014 03 15 042Document12 pagesIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementPas encore d'évaluation
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalPas encore d'évaluation
- A1160103 PDFDocument3 pagesA1160103 PDFIJERDPas encore d'évaluation
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarPas encore d'évaluation
- Week 1 - Introduction To Metal Forming ProcessesDocument80 pagesWeek 1 - Introduction To Metal Forming ProcessesSenura SeneviratnePas encore d'évaluation
- IJMSEDocument13 pagesIJMSEShafayat HossainPas encore d'évaluation
- Machining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmDocument9 pagesMachining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmjanakPas encore d'évaluation
- High Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliDocument19 pagesHigh Pressure Die Casting Defects and Simulation Process by Computer Added Engineering-IrshadAliKushagra Trivedi100% (1)
- Minimization of The Casting Defects Using Taguchi's MethodDocument5 pagesMinimization of The Casting Defects Using Taguchi's MethodinventionjournalsPas encore d'évaluation
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocument8 pagesDefects, Root Causes in Casting Process and Their Remedies: ReviewkoushikraoPas encore d'évaluation
- A Review On Mild Steel Drilling Process IJSSBTDocument6 pagesA Review On Mild Steel Drilling Process IJSSBTDeepak TalelePas encore d'évaluation
- Optimization of Reaming ParameterDocument30 pagesOptimization of Reaming ParameterArivazhagan ArtPas encore d'évaluation
- Machine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Document10 pagesMachine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Sirajuddin APas encore d'évaluation
- SCI Volume 29 Issue 1 Pages 53-69Document17 pagesSCI Volume 29 Issue 1 Pages 53-69green layssPas encore d'évaluation
- Theory of Centrifugal Casting & Effect of Thermophysical PropertyDocument16 pagesTheory of Centrifugal Casting & Effect of Thermophysical PropertynisargPas encore d'évaluation
- Design and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewDocument10 pagesDesign and Analysis of Process Parameters On Multistage Wire Drawing Process-A ReviewTJPRC PublicationsPas encore d'évaluation
- Taguchi Method Calculation & AnalysisDocument96 pagesTaguchi Method Calculation & Analysischoksi himanshu100% (1)
- Parametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionDocument5 pagesParametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionAbbas KhanPas encore d'évaluation
- Ajeassp 2010 102 108Document7 pagesAjeassp 2010 102 108Azeez AdebayoPas encore d'évaluation
- Optimization of Turning Process Parameters by Using Grey-TaguchiDocument8 pagesOptimization of Turning Process Parameters by Using Grey-TaguchiDagim atnafuPas encore d'évaluation
- Application of Modelling and Optimization Methods in Abrasive Water Jet MachiningDocument4 pagesApplication of Modelling and Optimization Methods in Abrasive Water Jet MachiningviverefelicePas encore d'évaluation
- Plastic Pipe Defects Minimmization: ISSN: 2278 - 0211 (Online)Document15 pagesPlastic Pipe Defects Minimmization: ISSN: 2278 - 0211 (Online)webhareggebru06Pas encore d'évaluation
- Honda Disc 83521-BDocument7 pagesHonda Disc 83521-BSumeet RatheePas encore d'évaluation
- Drilling DepthDocument2 pagesDrilling DepthSumeet RatheePas encore d'évaluation
- Process Check Hot ShopDocument12 pagesProcess Check Hot ShopSumeet RatheePas encore d'évaluation
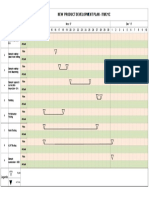
- New Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Document1 pageNew Product Development Plan - Iym 21C: Activities Nov. 17 Dec ' 17Sumeet RatheePas encore d'évaluation
- Mom 22.9.16Document1 pageMom 22.9.16Sumeet RatheePas encore d'évaluation
- Packing StandardDocument1 pagePacking StandardSumeet RatheePas encore d'évaluation
- Invoice 2571657515Document1 pageInvoice 2571657515Sumeet RatheePas encore d'évaluation
- Jane Cartwright: Project EngineerDocument2 pagesJane Cartwright: Project Engineerdoan80Pas encore d'évaluation
- 2005 Sample Annual Meeting Speech For CEODocument3 pages2005 Sample Annual Meeting Speech For CEOShekhar MohadikarPas encore d'évaluation
- Ge1 Audit Plan Aug 2017Document10 pagesGe1 Audit Plan Aug 2017Sumeet RatheePas encore d'évaluation
- IQA IATF ChecksheetDocument37 pagesIQA IATF ChecksheetSumeet Rathee100% (5)
- Deepak Antil: Curriculum VitaeDocument2 pagesDeepak Antil: Curriculum VitaeSumeet RatheePas encore d'évaluation
- Temp Vs VisDocument2 pagesTemp Vs VisSumeet RatheePas encore d'évaluation
- Nehjfwf Dfjhkfoc - 2hjkfjDocument1 pageNehjfwf Dfjhkfoc - 2hjkfjSumeet RatheePas encore d'évaluation
- Modalloy : Product Datasheet Non Ferrous Metal TreatmentDocument4 pagesModalloy : Product Datasheet Non Ferrous Metal TreatmentSumeet Rathee0% (1)
- Ge1 Audit Plan Aug 2017Document10 pagesGe1 Audit Plan Aug 2017Sumeet RatheePas encore d'évaluation
- 2017 Years Technology Department Objective: Target JanuaryDocument2 pages2017 Years Technology Department Objective: Target JanuarySumeet RatheePas encore d'évaluation
- Lec 36Document26 pagesLec 36plachinaPas encore d'évaluation
- lec37DGFGH PDFDocument30 pageslec37DGFGH PDFSumeet RatheePas encore d'évaluation
- lec37DGFGH PDFDocument30 pageslec37DGFGH PDFSumeet RatheePas encore d'évaluation
- Packing Approval SheetDocument2 pagesPacking Approval SheetSumeet RatheePas encore d'évaluation
- 18 Bold ChevronsDocument2 pages18 Bold ChevronsSumeet RatheePas encore d'évaluation
- Temp Vs VisDocument2 pagesTemp Vs VisSumeet RatheePas encore d'évaluation
- 322348640 (2)Document3 pages322348640 (2)Sumeet RatheePas encore d'évaluation
- MsaDocument22 pagesMsaSumeet RatheePas encore d'évaluation
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocument3 pagesMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheePas encore d'évaluation
- 143 Icon FunDocument1 page143 Icon FunSumeet RatheePas encore d'évaluation
- VDA6Document229 pagesVDA6Louie_197973% (11)
- HMCL Supplier PPAP ChecklistDocument6 pagesHMCL Supplier PPAP ChecklistSumeet RatheePas encore d'évaluation
- Mom With Wenfeng and Lai: Wenfeng Lohia Auto IndDocument3 pagesMom With Wenfeng and Lai: Wenfeng Lohia Auto IndSumeet RatheePas encore d'évaluation
- Hyperbaric Oxygen TherapyDocument7 pagesHyperbaric Oxygen Therapy18juni1995Pas encore d'évaluation
- Fore3 ManualDocument48 pagesFore3 ManualMARIA FE GETALLAPas encore d'évaluation
- Pneumatic Auto Feed Drilling Machine With Indexing Machine: SynopsisDocument30 pagesPneumatic Auto Feed Drilling Machine With Indexing Machine: SynopsisMaruthi JacsPas encore d'évaluation
- Magneto Hydro Dynamic GeneratorDocument19 pagesMagneto Hydro Dynamic GeneratorKarthik ViratPas encore d'évaluation
- Feasibility Study of Isononanol ProductionDocument3 pagesFeasibility Study of Isononanol ProductionIntratec SolutionsPas encore d'évaluation
- Chem2 Lesson 1 - Kinetic Molecular Model of Liquids and SolidsDocument8 pagesChem2 Lesson 1 - Kinetic Molecular Model of Liquids and SolidsCarl EscalaPas encore d'évaluation
- Organic Chemistry PDFDocument181 pagesOrganic Chemistry PDFShyam Yadav100% (1)
- Handling of Hygroscopic Products System-TechnikDocument4 pagesHandling of Hygroscopic Products System-TechnikMudassir FarooqPas encore d'évaluation
- 444 Data SheetDocument2 pages444 Data SheetSabareesh MylsamyPas encore d'évaluation
- Raw Materials-IronDocument22 pagesRaw Materials-IronAilson Silva AlvesPas encore d'évaluation
- Types of Chemical ReactionsDocument7 pagesTypes of Chemical ReactionsAirene PalerPas encore d'évaluation
- Chemical Compositions of Banana Peels (Musa Sapientum) Fruits Cultivated in Malaysia Using Proximate AnalysisDocument6 pagesChemical Compositions of Banana Peels (Musa Sapientum) Fruits Cultivated in Malaysia Using Proximate AnalysiszawPas encore d'évaluation
- 5 Minute Guide Electricity StorageDocument17 pages5 Minute Guide Electricity StorageCarlos HolguinPas encore d'évaluation
- Pulse GerminationDocument21 pagesPulse GerminationChetan KambojPas encore d'évaluation
- tmpA3C2 TMPDocument11 pagestmpA3C2 TMPFrontiersPas encore d'évaluation
- Project HSE Plan KOC - Ge.048Document4 pagesProject HSE Plan KOC - Ge.048Wellfro0% (1)
- Introduction To Water Chemistry in FreshwasterDocument4 pagesIntroduction To Water Chemistry in FreshwasterpomodoroPas encore d'évaluation
- HINO Cableado ElectricoDocument11 pagesHINO Cableado ElectricoWalter Eduard100% (1)
- Four Factors Affecting The Rate of Chemical ReactionDocument5 pagesFour Factors Affecting The Rate of Chemical ReactionFeliciano Tristan E.Pas encore d'évaluation
- Oxylink - Starting Point Formulation: Acrylic Direct To Metal Coating Based On Posichem PC-Mull AC 16-2Document2 pagesOxylink - Starting Point Formulation: Acrylic Direct To Metal Coating Based On Posichem PC-Mull AC 16-2Thanh VuPas encore d'évaluation
- Waste-To-Energy Plant Process Safety ChallengesDocument5 pagesWaste-To-Energy Plant Process Safety Challengessomesh sharmaPas encore d'évaluation
- SLR Strainer Data SheetDocument7 pagesSLR Strainer Data SheetKailas NimbalkarPas encore d'évaluation
- DS335 - E - Earthing ImprovementDocument2 pagesDS335 - E - Earthing ImprovementCarlos PintoPas encore d'évaluation
- Carboxylic Acids and Derivatives (Formal Report)Document5 pagesCarboxylic Acids and Derivatives (Formal Report)Sar Caermare0% (4)
- pg1 PDFDocument1 pagepg1 PDFSanjeev GuptaPas encore d'évaluation
- Are Red Flowers Really Red?Document4 pagesAre Red Flowers Really Red?Mikaella CapiralPas encore d'évaluation
- Models - Bfc.li Battery Thermal 2d AxiDocument16 pagesModels - Bfc.li Battery Thermal 2d AxijehadyamPas encore d'évaluation
- Plug Design Case StudyDocument24 pagesPlug Design Case StudyAnonymous EsZwKlnBPas encore d'évaluation
- 242 Chemistry Resources CH 5 8Document137 pages242 Chemistry Resources CH 5 8Tina Sima88% (8)
- The Motion of ColorDocument6 pagesThe Motion of Colorapi-374832521Pas encore d'évaluation