Vous aimerez peut-être aussi
- BrasagemDocument29 pagesBrasagemCelso Brito100% (1)
- Soldagem OxigásDocument24 pagesSoldagem OxigásAdão PedroPas encore d'évaluation
- 2g. Brazing With Silver Brazing Rods 4Document2 pages2g. Brazing With Silver Brazing Rods 4Luzia RamosPas encore d'évaluation
- 19 PF Soldagem Por BrasagemDocument11 pages19 PF Soldagem Por BrasagemYuri Queiroz100% (1)
- Apresenta ÆoBrasagem EMBDocument156 pagesApresenta ÆoBrasagem EMBjeffersonPas encore d'évaluation
- Processo BrasagemDocument18 pagesProcesso BrasagemwhoisvicksPas encore d'évaluation
- Capilaridade É Bom e A Soldagem Gosta PDFDocument11 pagesCapilaridade É Bom e A Soldagem Gosta PDFMichael LinsPas encore d'évaluation
- Soldagem Por BrasagemDocument36 pagesSoldagem Por BrasagemasccorreaPas encore d'évaluation
- Soldagem de Ligas MetalicasDocument13 pagesSoldagem de Ligas MetalicasWaldri MecatronicafasbPas encore d'évaluation
- Brasagem, Soldabrasagem e Soldagem BrandaDocument30 pagesBrasagem, Soldabrasagem e Soldagem Brandageerhardusvos0% (1)
- Curso de SoldaDocument88 pagesCurso de SoldaJose Antonio Andreoli ThomazelliPas encore d'évaluation
- Aula 01 SoldagemDocument38 pagesAula 01 SoldagemGiovane Seberino Cardoso JuniorPas encore d'évaluation
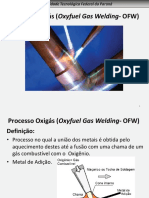
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Document33 pagesProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisPas encore d'évaluation
- Brasagem e RevestimentoDocument25 pagesBrasagem e RevestimentoErnestoChavesPas encore d'évaluation
- Dimensionamento Estatico SoldasDocument42 pagesDimensionamento Estatico Soldasjean_luizPas encore d'évaluation
- Anexo 11 (PPT) Apresentação MIGMAG e OxigasDocument52 pagesAnexo 11 (PPT) Apresentação MIGMAG e OxigasJoão Vitor Santos SilvaPas encore d'évaluation
- SOLDA PpsDocument61 pagesSOLDA PpsCaio MarinhoPas encore d'évaluation
- Solda 1Document40 pagesSolda 1Luis Humberto BorgesPas encore d'évaluation
- Processos de Soldagem - Resumo 2 Prova (Continuação)Document25 pagesProcessos de Soldagem - Resumo 2 Prova (Continuação)tinoco93100% (1)
- Brasagem Soldabrasagem e Soldagem Branda PDFDocument30 pagesBrasagem Soldabrasagem e Soldagem Branda PDFMikael Bezerra Cotias Dos SantosPas encore d'évaluation
- Aula XII 2 - Brasagem PDFDocument33 pagesAula XII 2 - Brasagem PDFweslsy nicePas encore d'évaluation
- Apostila Soldas Especiais PDFDocument27 pagesApostila Soldas Especiais PDFbernardohbgPas encore d'évaluation
- SoldaduroDocument71 pagesSoldaduroManel Das CouvesPas encore d'évaluation
- Ufmg Fundamentos Da Solda TIGDocument19 pagesUfmg Fundamentos Da Solda TIGmullerbarbosaPas encore d'évaluation
- PFII06 BrasagemDocument21 pagesPFII06 Brasagemtheo paivaPas encore d'évaluation
- Soldagem Aula 7Document27 pagesSoldagem Aula 7DAVI ARCANJO SILVA BADARÓPas encore d'évaluation
- Solda e CorteDocument37 pagesSolda e CorteAndré BoldriniPas encore d'évaluation
- Soldagem - Aula 03 - Unidade 1 - Seção 1.3Document39 pagesSoldagem - Aula 03 - Unidade 1 - Seção 1.3rokayw1Pas encore d'évaluation
- Soldagem Oxi-GásDocument13 pagesSoldagem Oxi-GásDaniel Gaia100% (1)
- Aula 03 Junções de Metais - AcabamentosDocument31 pagesAula 03 Junções de Metais - AcabamentosFabiano Perin GasparinPas encore d'évaluation
- TS Aula 01 - Historia Da SoldagemDocument17 pagesTS Aula 01 - Historia Da SoldagemjoaoPas encore d'évaluation
- Soldagem Oxi AcetilenoDocument3 pagesSoldagem Oxi AcetilenoFelipe MedeirosPas encore d'évaluation
- Processo de Soldagem MMADocument6 pagesProcesso de Soldagem MMA778706Pas encore d'évaluation
- Processos de Soldagem PDFDocument290 pagesProcessos de Soldagem PDFEverPas encore d'évaluation
- Aula 19Document33 pagesAula 19Bruno DantasPas encore d'évaluation
- Soldagem TrabalhoDocument22 pagesSoldagem TrabalhoRobson AssisPas encore d'évaluation
- Apostila SoldagemDocument26 pagesApostila SoldagemDouglas GoiosPas encore d'évaluation
- SOLDAGEMDocument8 pagesSOLDAGEMDayan ChristianPas encore d'évaluation
- Noções Básicas de Processos de Soldagem e CorteDocument23 pagesNoções Básicas de Processos de Soldagem e CorteFrancisco RibeiroPas encore d'évaluation
- Resumos SoldaduraDocument10 pagesResumos SoldaduraJosé C. RochaPas encore d'évaluation
- Soldagem CompletoDocument119 pagesSoldagem Completoricardodamiao907Pas encore d'évaluation
- Cobre e Suas LigasDocument97 pagesCobre e Suas LigasJosé Farias UFPIPas encore d'évaluation
- Cartilha Sobre SoldaDocument15 pagesCartilha Sobre SoldaCamila De Carvalho CostaPas encore d'évaluation
- Eletrodo RevestidoDocument95 pagesEletrodo RevestidoJose Mario GodoiPas encore d'évaluation
- Revestimentos Por Metalização e SoldagemDocument46 pagesRevestimentos Por Metalização e SoldagemLindonor Rosa NetoPas encore d'évaluation
- Relatório de SoldaDocument15 pagesRelatório de SoldaDaniella100% (2)
- Aula06 SoldaDocument9 pagesAula06 SoldaJulio Roberto Uszacki JuniorPas encore d'évaluation
- Diluição PDFDocument4 pagesDiluição PDFGustavoPas encore d'évaluation
- Tratamentos TermoquímicosDocument39 pagesTratamentos Termoquímicos09103240Pas encore d'évaluation
- SoldarDocument16 pagesSoldarFábio FerreiraPas encore d'évaluation
- Revestimentos Por Metalização e SoldagemDocument47 pagesRevestimentos Por Metalização e SoldagemClewerton BagnhukPas encore d'évaluation
- Processos de Fabricação Soldagem Industrial 4 Ano Fadim-16Document81 pagesProcessos de Fabricação Soldagem Industrial 4 Ano Fadim-16Leandro AlmeidaPas encore d'évaluation
- 2-25 - Ligações DissimilaresDocument40 pages2-25 - Ligações DissimilaresDiogo CunhaPas encore d'évaluation
- Aula 1 - Conceitos GeraisDocument63 pagesAula 1 - Conceitos Geraisbsmart.treinamentosPas encore d'évaluation
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoD'EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoPas encore d'évaluation
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasD'EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasPas encore d'évaluation
- Tratamentos térmicos e superficiais dos açosD'EverandTratamentos térmicos e superficiais dos açosÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoD'EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoPas encore d'évaluation
- Dimensionamento de elementos e ligações em estruturas de açoD'EverandDimensionamento de elementos e ligações em estruturas de açoPas encore d'évaluation
- Relatorio de MetalografiaDocument16 pagesRelatorio de MetalografiaKarine Edwiges Silva Mendes100% (1)
- TM Aula 01 - Ensaio de TraçãoDocument95 pagesTM Aula 01 - Ensaio de TraçãoMaria Eduarda Quintanilha100% (1)
- TCC CEMENTAÇÃO LÍQUIDA e GASOSA No AÇO 18CrMoDocument69 pagesTCC CEMENTAÇÃO LÍQUIDA e GASOSA No AÇO 18CrMoAbinadab Dos Santos Araújo100% (2)
- 0-Apostila - Processo Do BSSF - Granulação de Escória Do Bof-CriaçãoDocument226 pages0-Apostila - Processo Do BSSF - Granulação de Escória Do Bof-CriaçãoRogério Santos100% (1)
- Trabalho Rebites (André Cruz)Document37 pagesTrabalho Rebites (André Cruz)André Cruz100% (3)
- Apostila SprinklersDocument127 pagesApostila SprinklersAnonymous lDOSei8G75% (4)
- Corrosão QuimicaDocument46 pagesCorrosão QuimicaAlex MirandaPas encore d'évaluation
- Eletrodo RevestidoDocument0 pageEletrodo RevestidoWellington S. FrançaPas encore d'évaluation
- Aço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PDocument27 pagesAço Inox Duplex e Aço Maraging (GISELLY BASILIO E GILBERTO PEdis KuznierPas encore d'évaluation
- MonografiaDocument12 pagesMonografiaErikaHidemiPas encore d'évaluation
- Metálicas CypeDocument123 pagesMetálicas CypeJosé Carlos RepkaPas encore d'évaluation
- 5 Efeitos Dos Elementos de LigaDocument16 pages5 Efeitos Dos Elementos de LigawbasouzaPas encore d'évaluation
- BT Ardrox 2302Document3 pagesBT Ardrox 2302MIGUEL MOSQUERAPas encore d'évaluation
- Fabricação Dos Latões FundidosDocument22 pagesFabricação Dos Latões FundidosMatheus LopesPas encore d'évaluation
- CatalogoDocument105 pagesCatalogoAdriano KoehlerPas encore d'évaluation
- Apostila de Estruturas de Aço 2010 2º SemestreDocument51 pagesApostila de Estruturas de Aço 2010 2º SemestreWanderley Martins100% (2)
- 9.0 - Cap.09 DIAGRAMA DE FASES RES. 16.1.pptx (Salvo Automaticamente)Document78 pages9.0 - Cap.09 DIAGRAMA DE FASES RES. 16.1.pptx (Salvo Automaticamente)Carlos Eugenio Fortes TeixeiraPas encore d'évaluation
- MOLAS Prova PDFDocument64 pagesMOLAS Prova PDFoliveira1305Pas encore d'évaluation
- Questões Teóricas de Estruturas MetálicasDocument4 pagesQuestões Teóricas de Estruturas MetálicasRodrigo Catafesta FranciscoPas encore d'évaluation
- Fornos e Equipamentos de FusãoDocument40 pagesFornos e Equipamentos de FusãoAnatólio MacárioPas encore d'évaluation
- Metalografia e Microestruturas Do Zinco e Suas LigasDocument14 pagesMetalografia e Microestruturas Do Zinco e Suas LigasregiPas encore d'évaluation
- Relatório Analise e Resultados - AtualizadoDocument16 pagesRelatório Analise e Resultados - AtualizadoRhuan FantinPas encore d'évaluation
- Capítulo 13 RetificaçãoDocument30 pagesCapítulo 13 RetificaçãoSamuel Martins AlavarsePas encore d'évaluation
- Aula 02 - Mecanismos de Resistência Conceitos BásicosDocument18 pagesAula 02 - Mecanismos de Resistência Conceitos BásicosThiago AugustoPas encore d'évaluation
- S3720 ManualDocument79 pagesS3720 ManualJorge MiguelPas encore d'évaluation
- Femc 2015 1 PDFDocument270 pagesFemc 2015 1 PDFJimmy Bomfim de JesusPas encore d'évaluation
- Alumínio 5083FDocument3 pagesAlumínio 5083FRafael WolfartPas encore d'évaluation
- Consumíveis Do Processo MIG MAGDocument4 pagesConsumíveis Do Processo MIG MAGPedro RochaPas encore d'évaluation
- Curso de Metalogra e Metalurgia Dos Ferros Fundidos Rev 2Document64 pagesCurso de Metalogra e Metalurgia Dos Ferros Fundidos Rev 2edgarestevessPas encore d'évaluation