Vous aimerez peut-être aussi
- Rotary Kilns: Transport Phenomena and Transport ProcessesD'EverandRotary Kilns: Transport Phenomena and Transport ProcessesÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Chuong 2-Roller MillDocument24 pagesChuong 2-Roller MillAmit Sharma0% (1)
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsDocument44 pagesGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Sepax SeperatorDocument6 pagesSepax Seperatoradanis01100% (1)
- Decarbonisation Cement IndustryDocument96 pagesDecarbonisation Cement IndustryKevin AdiwidjajaPas encore d'évaluation
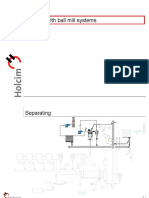
- Grinding With Ball Mill Systems: SeparatingDocument64 pagesGrinding With Ball Mill Systems: SeparatingVishnu Vardhan . C100% (3)
- V5 Process Technology 3Document441 pagesV5 Process Technology 3Pavel ParfenovPas encore d'évaluation
- Report On Cement MillDocument9 pagesReport On Cement MillYounas Khan100% (1)
- Proceedings Rev A English - Print ResDocument130 pagesProceedings Rev A English - Print ResRaúl Marcelo Veloz100% (1)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütPas encore d'évaluation
- Ball Charge Design OptimizationDocument36 pagesBall Charge Design OptimizationFran jimenez100% (1)
- Guide to evaluating grinding plantsDocument53 pagesGuide to evaluating grinding plantsTOULASSI-ANANI Yves Lolo0% (1)
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Loesche Grinding Plants for Coal GasificationDocument45 pagesLoesche Grinding Plants for Coal GasificationMaxim Polevoy100% (1)
- Grinding Technology of Limestone With Ball MillsDocument16 pagesGrinding Technology of Limestone With Ball MillsanruloPas encore d'évaluation
- High Efficiency Separators 3Document9 pagesHigh Efficiency Separators 3gldiasPas encore d'évaluation
- Kiln Instruction (Shargh)Document65 pagesKiln Instruction (Shargh)hamid hoorshad100% (1)
- Loesche-Mills: For Cement Raw MaterialDocument28 pagesLoesche-Mills: For Cement Raw Materialboyka yuriPas encore d'évaluation
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Ball Charge DesignDocument12 pagesBall Charge DesignJackson Vu0% (1)
- Co Processing Cement KilnsDocument10 pagesCo Processing Cement Kilnshanhccid0% (1)
- Ball Mill Bearing Design OverviewDocument32 pagesBall Mill Bearing Design OverviewJoel Miguel Angel PachecoPas encore d'évaluation
- 04 Vertical Roller MillsDocument12 pages04 Vertical Roller MillsVishnu Vardhan . C100% (4)
- VRMDocument45 pagesVRMYhanePas encore d'évaluation
- 9 - RAWGRINDING CementDocument28 pages9 - RAWGRINDING CementAnoop Tiwari100% (2)
- Heat correction of kiln cranks is cost effectiveDocument4 pagesHeat correction of kiln cranks is cost effectiveMohamed Shehata100% (2)
- MPS Vertical Roller Mills for Slag GrindingDocument4 pagesMPS Vertical Roller Mills for Slag Grindinglijosh_rexy1983Pas encore d'évaluation
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Document30 pages081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
- Comparison of cement grinding technologiesDocument28 pagesComparison of cement grinding technologiesSai Sricharan Reddy100% (3)
- VDZ-Onlinecourse 4 5 enDocument30 pagesVDZ-Onlinecourse 4 5 enAnonymous iI88LtPas encore d'évaluation
- enDocument22 pagesenAnonymous iI88LtPas encore d'évaluation
- 11.30 DR Stefan Seemann, KHD Humboldt Wedag GMBHDocument15 pages11.30 DR Stefan Seemann, KHD Humboldt Wedag GMBHMohd AliPas encore d'évaluation
- Cement Mill Ball Mill TestingDocument30 pagesCement Mill Ball Mill Testingzementhead100% (2)
- Cairo Technical Center VRM Design and ComponentsDocument54 pagesCairo Technical Center VRM Design and ComponentsMujahid BalochPas encore d'évaluation
- Anh hưởng độ mịn xmDocument112 pagesAnh hưởng độ mịn xmBùi Hắc Hải100% (1)
- Final - (Stefan Tuberg) Fundamentals of Mill Operation and ControlDocument46 pagesFinal - (Stefan Tuberg) Fundamentals of Mill Operation and ControlRaúl Marcelo Veloz100% (1)
- Improvement of Productivity Using Tromp Curve MeasDocument11 pagesImprovement of Productivity Using Tromp Curve MeasRachit Bansal BJ20099Pas encore d'évaluation
- Optimize Precalciner Kiln PerformanceDocument35 pagesOptimize Precalciner Kiln PerformanceMohamed Saad100% (2)
- 132 Loesche Mills For Solid Fuels Coal Mill E 2016Document24 pages132 Loesche Mills For Solid Fuels Coal Mill E 2016Verananda Ariyanto100% (1)
- 154 Loesche Mills For Cement Raw Material E 2016Document28 pages154 Loesche Mills For Cement Raw Material E 2016faheemqcPas encore d'évaluation
- Optimizing Raw Mills PerformanceDocument9 pagesOptimizing Raw Mills PerformanceIrshad HussainPas encore d'évaluation
- EN21004243A Roller StationsDocument51 pagesEN21004243A Roller StationsbulentbulutPas encore d'évaluation
- Raw Grinding with Vertical Roller MillsDocument37 pagesRaw Grinding with Vertical Roller MillsSiti NurhidayatiPas encore d'évaluation
- Vertical raw mill operation and designDocument88 pagesVertical raw mill operation and designSai Sricharan Reddy50% (2)
- Optimize ball mill grinding process evaluationDocument52 pagesOptimize ball mill grinding process evaluationTOULASSI-ANANI Yves LoloPas encore d'évaluation
- For Cement and Minerals: Complete SolutionsDocument36 pagesFor Cement and Minerals: Complete SolutionsHamed MostafaPas encore d'évaluation
- TL Van Hanh Roller MillDocument117 pagesTL Van Hanh Roller MillDương Quang KhánhPas encore d'évaluation
- 04 General Frames Pedestals Lower HousingDocument13 pages04 General Frames Pedestals Lower HousingDavid Vilca MamaniPas encore d'évaluation
- Raw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Document6 pagesRaw Mill Nozzle Ring Area 8/6/2019 11:02: 4.47 m2 m2 m2 m2 m2 3.57 m2Bùi Hắc HảiPas encore d'évaluation
- Ball Charge in Ball MillDocument11 pagesBall Charge in Ball MillRanu Yadav0% (1)
- 41 Vertical Mills - V2-0Document56 pages41 Vertical Mills - V2-0Sai Sricharan Reddy86% (14)
- Optimization of Vertical Raw Mill OperationDocument32 pagesOptimization of Vertical Raw Mill OperationNael93% (40)
- Vertical Roller Mill Operation and OptimizationDocument49 pagesVertical Roller Mill Operation and OptimizationMKPashaPasha100% (4)
- Vertical Roller Mill Process DetailsDocument49 pagesVertical Roller Mill Process Detailsrecai100% (3)
- 03 APC ReductionDocument55 pages03 APC ReductionDevanshu SinghPas encore d'évaluation
- KP KPV Internet 74005Document60 pagesKP KPV Internet 74005Udomsin WutigulpakdeePas encore d'évaluation
- Optimize VRM Operation & Parameters in 40 CharactersDocument32 pagesOptimize VRM Operation & Parameters in 40 Charactersrecai100% (5)
- Boiler and AuxiliariesDocument29 pagesBoiler and Auxiliariesnsarav100% (1)
- Gas Turbine PDFDocument31 pagesGas Turbine PDFsamurai7_77100% (3)
- Superior Performance Through Innovative Technology - VEGA IndustriesDocument72 pagesSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- Heat AnalysisDocument33 pagesHeat AnalysisirfanPas encore d'évaluation
- Ball Charge ManagementDocument14 pagesBall Charge ManagementrecaiPas encore d'évaluation
- Heat Balance GrindingDocument13 pagesHeat Balance GrindingAbhijeet JhankalPas encore d'évaluation
- Mps MillDocument4 pagesMps MillRahul RoyPas encore d'évaluation
- Vertical Mill CalculationsDocument11 pagesVertical Mill Calculationssaravana kumarPas encore d'évaluation
- High Pressure Grinding RollsDocument42 pagesHigh Pressure Grinding RollsSebastian100% (1)
- 01 Polycom Design-OverviewDocument72 pages01 Polycom Design-OverviewJesus Manuel Juarez Mamani100% (3)
- Roller Mill FundamentalsDocument11 pagesRoller Mill Fundamentalshidrastar123100% (1)
- Gebr. Pfeiffer Brochure Passion For Grinding enDocument28 pagesGebr. Pfeiffer Brochure Passion For Grinding enRollerJonnyPas encore d'évaluation
- NM, NP Raw Mill Semen Padang2Document272 pagesNM, NP Raw Mill Semen Padang2Emel100% (1)
- Shock Load Roller MillDocument1 pageShock Load Roller MillrecaiPas encore d'évaluation
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATrecaiPas encore d'évaluation
- The FLSmidth OK Mill for Cement and Slag GrindingDocument69 pagesThe FLSmidth OK Mill for Cement and Slag GrindingJoko Dewoto100% (3)
- Mill Ventilation MeasurementDocument5 pagesMill Ventilation MeasurementBùi Hắc HảiPas encore d'évaluation
- 5 - Energy ConsiderationChristian Pfeiffer Products 20110824Document42 pages5 - Energy ConsiderationChristian Pfeiffer Products 20110824Bülent BulutPas encore d'évaluation
- Vertical Mill PresesntationDocument54 pagesVertical Mill PresesntationrecaiPas encore d'évaluation
- VRM Operation and OptimizationDocument39 pagesVRM Operation and OptimizationrecaiPas encore d'évaluation
- Cement Raw Material Grinding VerticalDocument1 pageCement Raw Material Grinding VerticalrecaiPas encore d'évaluation
- THE HIGH PRESSURE ROLLER PRESSDocument27 pagesTHE HIGH PRESSURE ROLLER PRESSThaigroup Cement100% (10)
- Bab 2 Raw Mill System DG VRMDocument80 pagesBab 2 Raw Mill System DG VRMrecai100% (1)
- Lubricants: A Practical Approach To Gear Design and Lubrication: A ReviewDocument21 pagesLubricants: A Practical Approach To Gear Design and Lubrication: A ReviewESTEBANPas encore d'évaluation
- Enduron High Pressure Grinding Rolls HPGR Product BrochureDocument27 pagesEnduron High Pressure Grinding Rolls HPGR Product BrochurerecaiPas encore d'évaluation
- Rotary Dryer HandbookDocument34 pagesRotary Dryer Handbook11331490% (10)
- Introduction To Vertical Roller MillDocument35 pagesIntroduction To Vertical Roller MillrecaiPas encore d'évaluation
- Grinding Theory SentDocument27 pagesGrinding Theory SentShakil AhmadPas encore d'évaluation
- Reducing Agent of Cr6for Portland CementDocument8 pagesReducing Agent of Cr6for Portland CementrecaiPas encore d'évaluation
- Energies 12 00829Document22 pagesEnergies 12 00829recaiPas encore d'évaluation
- FlenderDocument384 pagesFlenderAnis Kurniawati100% (1)
- Site Effect Evaluation Using Spectral Ratios With Only One StationDocument15 pagesSite Effect Evaluation Using Spectral Ratios With Only One StationJavier MtPas encore d'évaluation
- Deepwater Horizon: Lessons in ProbabilitiesDocument15 pagesDeepwater Horizon: Lessons in ProbabilitiesZaman HaiderPas encore d'évaluation
- CV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)Document5 pagesCV - Alok Singh - Tech HSE & Loss Prevention Engineer (May-2018)toalok4723Pas encore d'évaluation
- Motor (ABB Type)Document50 pagesMotor (ABB Type)Rolando Nunez del Prado B.Pas encore d'évaluation
- Lab 5Document9 pagesLab 5Cem UsmangilPas encore d'évaluation
- Inspection, Test, Marking and RecordsDocument10 pagesInspection, Test, Marking and RecordssuryaPas encore d'évaluation
- Various Configurations of Co2 CaptureDocument16 pagesVarious Configurations of Co2 CaptureMaythee SaisriyootPas encore d'évaluation
- Indirect and Non-Calorimetric MethodsDocument44 pagesIndirect and Non-Calorimetric MethodsMadhuvanti GowriPas encore d'évaluation
- Folio SainsDocument15 pagesFolio SainsMohammad Afifi Rohman80% (5)
- Solex Adj ProcedureDocument6 pagesSolex Adj Procedureprivate 2Pas encore d'évaluation
- Stoke's LawDocument15 pagesStoke's LawPratik YadavPas encore d'évaluation
- Journal article examines co-pyrolysis of macroalgae and lignocellulosic biomassDocument16 pagesJournal article examines co-pyrolysis of macroalgae and lignocellulosic biomasshidayat231984Pas encore d'évaluation
- LG Refridge ServiceManualDocument79 pagesLG Refridge ServiceManualMichael Dianics100% (1)
- Ceiling Mounted Chilled Water UnitDocument2 pagesCeiling Mounted Chilled Water UnitPrinces Katherine VergaraPas encore d'évaluation
- EssayDocument3 pagesEssayKarina RamirezPas encore d'évaluation
- Voltage Source InverterDocument77 pagesVoltage Source InverterSaied Aly SalamahPas encore d'évaluation
- PPTs ON BONTON CABLESDocument10 pagesPPTs ON BONTON CABLESShaishav Anand100% (1)
- Design and Generating Energy As A Car Alternator TDocument7 pagesDesign and Generating Energy As A Car Alternator TJohnny TestPas encore d'évaluation
- Easy Genset Control: OperationDocument51 pagesEasy Genset Control: OperationdonothearPas encore d'évaluation
- Wind Energy - University QuesDocument2 pagesWind Energy - University QuesKsn Hari100% (2)
- Flat Roof 1Document10 pagesFlat Roof 1agent206Pas encore d'évaluation
- Safety LOPADocument28 pagesSafety LOPAnandorg1113100% (1)
- B23 B24 User Manual PDFDocument168 pagesB23 B24 User Manual PDFAurel BodenmannPas encore d'évaluation
- Zaman of Chapter 1 - Introduction of HydraulicsDocument35 pagesZaman of Chapter 1 - Introduction of HydraulicsFatin HazwaniPas encore d'évaluation
- 2563-Wireless Catalogue enDocument151 pages2563-Wireless Catalogue enElafanPas encore d'évaluation
- Transport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000Document21 pagesTransport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000touhidPas encore d'évaluation
- Fluid Flow Applications: SolutionDocument6 pagesFluid Flow Applications: Solutionmanikandaprabhu.rk14Pas encore d'évaluation
- AMX AC Power Source ManualDocument114 pagesAMX AC Power Source ManualjassadPas encore d'évaluation
- ZhangDocument21 pagesZhangjajajaja21Pas encore d'évaluation
- 262 Controlled Switching of HVAC Circuit Breaker PDFDocument34 pages262 Controlled Switching of HVAC Circuit Breaker PDFepriPas encore d'évaluation