Vous aimerez peut-être aussi
- Cross Docking A Complete Guide - 2020 EditionD'EverandCross Docking A Complete Guide - 2020 EditionÉvaluation : 1 sur 5 étoiles1/5 (1)
- Bhel JitDocument4 pagesBhel Jitswaroopce100% (2)
- SCM Unit 1Document43 pagesSCM Unit 1rpulgam09Pas encore d'évaluation
- Multiskilling PPT 1Document10 pagesMultiskilling PPT 1DineshPas encore d'évaluation
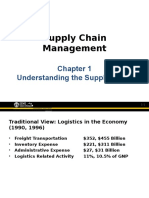
- Chapter 1: Understanding The Supply ChainDocument5 pagesChapter 1: Understanding The Supply ChainFidan MehdizadəPas encore d'évaluation
- Inventory Management NotesDocument41 pagesInventory Management Notesmoza salimPas encore d'évaluation
- CHT 6 InventoryDocument33 pagesCHT 6 InventoryJay PatelPas encore d'évaluation
- SCM & ErpDocument31 pagesSCM & ErpVrinda MadhuPas encore d'évaluation
- Chapter 1Document23 pagesChapter 1CharleneKronstedtPas encore d'évaluation
- Chopra3 - PPT - ch13 - Supply Chain ManagementDocument19 pagesChopra3 - PPT - ch13 - Supply Chain ManagementPooja ShahPas encore d'évaluation
- PostponementDocument21 pagesPostponementashu_scribd007Pas encore d'évaluation
- Lean Purchasing: Ahmad Musa April.2011Document16 pagesLean Purchasing: Ahmad Musa April.2011ah_musaPas encore d'évaluation
- Manh Met Warehouse Management Open System Training en UsDocument8 pagesManh Met Warehouse Management Open System Training en UsRidwan Alfarisy0% (1)
- Introduction To Supply Chain and Logistics and Reverse LogisticsDocument41 pagesIntroduction To Supply Chain and Logistics and Reverse Logisticsdevika7575Pas encore d'évaluation
- Capacity PlanningDocument40 pagesCapacity PlanningNguyen LinhPas encore d'évaluation
- ERP in Apparel IndustryDocument17 pagesERP in Apparel IndustryPreeti Singh100% (1)
- Network Planning: Case: The Bis CorporationDocument19 pagesNetwork Planning: Case: The Bis CorporationAbhishek Pratap SinghPas encore d'évaluation
- Basics of Supply Chain ManagementDocument34 pagesBasics of Supply Chain ManagementBhuvanes KumarPas encore d'évaluation
- What Is Capacity Planning?Document4 pagesWhat Is Capacity Planning?Christine LealPas encore d'évaluation
- Supply Chain EffectivenessDocument50 pagesSupply Chain Effectivenessm_michael_cPas encore d'évaluation
- Chapter 07Document20 pagesChapter 07Nusa FarhaPas encore d'évaluation
- Giới thiệu giải pháp Core Banking của PolarisDocument18 pagesGiới thiệu giải pháp Core Banking của Polarisdownloadvn10Pas encore d'évaluation
- Sourcing Strategy: DR U Bahadur SpjimrDocument20 pagesSourcing Strategy: DR U Bahadur SpjimrchhavibPas encore d'évaluation
- Assignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1Document12 pagesAssignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1virupaksha12Pas encore d'évaluation
- Chapter 6 - Supply Chain Technology, Managing Information FlowsDocument26 pagesChapter 6 - Supply Chain Technology, Managing Information FlowsArman100% (1)
- Supply Chain Roadmap The Theory v1.1Document8 pagesSupply Chain Roadmap The Theory v1.1Osama RedaPas encore d'évaluation
- C CCCC C CCCCCCCCCC CCCCCCCCCCCCCCCC C: CC CCCCCCCC C CCC CCC C CCDocument8 pagesC CCCC C CCCCCCCCCC CCCCCCCCCCCCCCCC C: CC CCCCCCCC C CCC CCC C CCSanna SalimPas encore d'évaluation
- Analytics in Supply Chain ManagementDocument1 pageAnalytics in Supply Chain ManagementTushar PrasadPas encore d'évaluation
- Class Slides - CH 7 SC MappingDocument30 pagesClass Slides - CH 7 SC MappingRafi HyderPas encore d'évaluation
- 10 Commandments of Inventory ManagementDocument6 pages10 Commandments of Inventory ManagementJayesh BaldotaPas encore d'évaluation
- Unit-2-Management FunctionsDocument98 pagesUnit-2-Management Functions24.7upskill Lakshmi VPas encore d'évaluation
- MTC - Optimizing Supply Chain by Sayontan RayDocument12 pagesMTC - Optimizing Supply Chain by Sayontan RaySayontan RayPas encore d'évaluation
- Supply Chain ManagementDocument19 pagesSupply Chain ManagementKaran MehtaPas encore d'évaluation
- What Is Supply Chain ManagementDocument6 pagesWhat Is Supply Chain ManagementHusain ShiyajiPas encore d'évaluation
- The General Principles of Value Chain ManagementDocument8 pagesThe General Principles of Value Chain ManagementAamir Khan SwatiPas encore d'évaluation
- Warehouse KPI MetricsDocument41 pagesWarehouse KPI MetricsABU YEROMEPas encore d'évaluation
- SCHEDULINGDocument29 pagesSCHEDULINGkishorePas encore d'évaluation
- Vendor Managed Inventory (Vmi)Document10 pagesVendor Managed Inventory (Vmi)France ParodiPas encore d'évaluation
- KanbanDocument4 pagesKanbanAnonymous TXTpRqiPas encore d'évaluation
- Logistics ManagementDocument77 pagesLogistics ManagementMeena SivasubramanianPas encore d'évaluation
- Plant Layout ConfigurationDocument17 pagesPlant Layout ConfigurationRashmi SPas encore d'évaluation
- Chapter 6 Production Activity ControlDocument7 pagesChapter 6 Production Activity ControlKamble AbhijitPas encore d'évaluation
- Cost Management - Toyota Boeing ExampleDocument51 pagesCost Management - Toyota Boeing Exampleparam540100% (1)
- ERP System in Automobile SectorDocument7 pagesERP System in Automobile SectorvipuljagrawalPas encore d'évaluation
- Analysis of Supply Chain InventoryDocument28 pagesAnalysis of Supply Chain Inventoryprithviraj1990100% (1)
- MUDA (7 Waste)Document3 pagesMUDA (7 Waste)Shamshair Ali100% (1)
- SMR NotesDocument30 pagesSMR Noteslyb119Pas encore d'évaluation
- Kimberly-Clark Company Case Assign4Document3 pagesKimberly-Clark Company Case Assign4Ahmad Elsayed MohammedPas encore d'évaluation
- Research On Warehouse Management System Based On Association RulesDocument5 pagesResearch On Warehouse Management System Based On Association RulesSubhan Riyandi100% (1)
- Measuring Retail Supply Chain Performance - Theoretical Model Using Key Performance Indicators (KPIs)Document34 pagesMeasuring Retail Supply Chain Performance - Theoretical Model Using Key Performance Indicators (KPIs)shradha_DAIMSRPas encore d'évaluation
- Supply Chain Logistics Coursera ReportDocument2 pagesSupply Chain Logistics Coursera ReportHân Nguyễn Đoàn NamPas encore d'évaluation
- Chopra3 PPT ch01Document39 pagesChopra3 PPT ch01Rachel HasibuanPas encore d'évaluation
- Supply Chain Management Powerpoint PresentationDocument25 pagesSupply Chain Management Powerpoint PresentationJericko MalayaPas encore d'évaluation
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitPas encore d'évaluation
- Role of Data Analytics in Supply Chain ManagementDocument9 pagesRole of Data Analytics in Supply Chain ManagementPreeth KalaPas encore d'évaluation
- Chap001 OSCMDocument15 pagesChap001 OSCMAdyanto PutraPas encore d'évaluation
- Agile Manufacturing CaseDocument3 pagesAgile Manufacturing CaseAngela Vesleño100% (1)
- KaizenDocument40 pagesKaizenAshish KulkarniPas encore d'évaluation
- Bullwhip EffectDocument35 pagesBullwhip EffectKrishnaditya Singh Rathore100% (1)
- Germany - Sample Initial Training ContractDocument16 pagesGermany - Sample Initial Training Contractarvind ronPas encore d'évaluation
- Itil and TOGAF 9.1: Two Frameworks: Tom Van Sante and Jeroen Ermers, KPN IT SolutionsDocument12 pagesItil and TOGAF 9.1: Two Frameworks: Tom Van Sante and Jeroen Ermers, KPN IT Solutionsarvind ronPas encore d'évaluation
- School RTO Partnership WebDocument44 pagesSchool RTO Partnership Webarvind ronPas encore d'évaluation
- ITSM Managed Services MethodologyDocument4 pagesITSM Managed Services Methodologyarvind ron0% (1)
- ITSM Infrastructure SupportDocument3 pagesITSM Infrastructure Supportarvind ronPas encore d'évaluation
- Us SDT Process AutomationDocument24 pagesUs SDT Process Automationarvind ronPas encore d'évaluation
- HP-Need For AutomationDocument3 pagesHP-Need For Automationarvind ronPas encore d'évaluation
- PL/SQL Stands For ProceduralDocument81 pagesPL/SQL Stands For Proceduralarvind ronPas encore d'évaluation
- Free Good's Activity in SAP MMDocument9 pagesFree Good's Activity in SAP MMAnoop KumarPas encore d'évaluation
- Process Costing: Cost Accounting: Foundations & Evolutions, 9eDocument17 pagesProcess Costing: Cost Accounting: Foundations & Evolutions, 9eRia GabsPas encore d'évaluation
- Managerial ACCT2 2nd Edition Sawyers Solutions ManualDocument20 pagesManagerial ACCT2 2nd Edition Sawyers Solutions Manuala679213672Pas encore d'évaluation
- JLLM Report The Transforming Landscape of Indian Warehousing 1Document11 pagesJLLM Report The Transforming Landscape of Indian Warehousing 1Anjum Karmali100% (1)
- P2 BautistaDocument8 pagesP2 BautistaMedalla NikkoPas encore d'évaluation
- S3 LC5 3D Printing The New Industrial RevolutionDocument8 pagesS3 LC5 3D Printing The New Industrial RevolutionCristianPas encore d'évaluation
- Tutorial 9 QsDocument7 pagesTutorial 9 QsDylan Rabin PereiraPas encore d'évaluation
- HAZEL Case StudyDocument17 pagesHAZEL Case StudyAbdullah100% (1)
- Chap08 - SCOM - Smart Pricing Revenue Management-STUDocument83 pagesChap08 - SCOM - Smart Pricing Revenue Management-STUShannalPas encore d'évaluation
- ACC 206 Incomplete Manufacturing Costs Expenses and Selling Data For Two Different Cases Are As FDocument3 pagesACC 206 Incomplete Manufacturing Costs Expenses and Selling Data For Two Different Cases Are As FebadbaddevPas encore d'évaluation
- GME API User Guide Oracle EBS r11Document154 pagesGME API User Guide Oracle EBS r11antaresbugiPas encore d'évaluation
- Supply Chain Digital Transformation: Insights and ToolsDocument16 pagesSupply Chain Digital Transformation: Insights and ToolsVíctor Valenzuela CórdovaPas encore d'évaluation
- LQMS 3.equipmentDocument14 pagesLQMS 3.equipmenttahir UddinPas encore d'évaluation
- Improving Your Planogram QualityDocument12 pagesImproving Your Planogram QualityVisual Merchandising100% (1)
- Mangai - Purchase - 1Document3 pagesMangai - Purchase - 1Mangaiyarkarsi JaganathanPas encore d'évaluation
- Lean Manufacturing: A Review: January 2015Document6 pagesLean Manufacturing: A Review: January 2015AkshayPas encore d'évaluation
- Material ManagementDocument53 pagesMaterial ManagementMangesh DasarePas encore d'évaluation
- 18-Cellular Layout, Group Technology, Heuristic Approaches-08-11-2021 (08-Nov-2021) Material - II - 08-11-2021 - G.T - PDFDocument24 pages18-Cellular Layout, Group Technology, Heuristic Approaches-08-11-2021 (08-Nov-2021) Material - II - 08-11-2021 - G.T - PDFSahil KumarPas encore d'évaluation
- Layout StrategiesDocument25 pagesLayout StrategiesTabish MalikPas encore d'évaluation
- How To Start Selling: Onamazon in AustraliaDocument12 pagesHow To Start Selling: Onamazon in AustraliarafiquzzamanPas encore d'évaluation
- RDF User GuideDocument120 pagesRDF User Guidevarachartered283Pas encore d'évaluation
- Entrepreneur Assignment On Boutiq House ShokalDocument18 pagesEntrepreneur Assignment On Boutiq House ShokalMãrúfAhmêdPas encore d'évaluation
- Financial Systems CFO Controller in Phoenix AZ Resume Faith ForbisDocument2 pagesFinancial Systems CFO Controller in Phoenix AZ Resume Faith ForbisFaithForbisPas encore d'évaluation
- WCPDocument31 pagesWCPSachin MishraPas encore d'évaluation
- Marine Policy: Lucía Rey-Ares, Sara Fern Andez-L Opez, David Rodeiro-PazosDocument10 pagesMarine Policy: Lucía Rey-Ares, Sara Fern Andez-L Opez, David Rodeiro-PazosMohammed Shuaib AhmedPas encore d'évaluation
- Management Accounting Chapter 9Document57 pagesManagement Accounting Chapter 9Shaili SharmaPas encore d'évaluation
- Engineering Project Proposal ReportDocument16 pagesEngineering Project Proposal ReportTian LuPas encore d'évaluation
- Costing MCQDocument19 pagesCosting MCQCostas PintoPas encore d'évaluation
- CS Keells Super NewDocument2 pagesCS Keells Super Newharindratpt100% (1)
- SCM - Ma - AllDocument15 pagesSCM - Ma - AllJian Chao HaoPas encore d'évaluation