Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Supervision Manual As Guidance For Supervisory StaffDocument20 pagesSupervision Manual As Guidance For Supervisory StaffAxelPas encore d'évaluation
- Finishing of TextileDocument117 pagesFinishing of TextileKanishk Bugalia100% (2)
- Valvula Expansao Te5 PDFDocument6 pagesValvula Expansao Te5 PDFJosé Edgard Pereira BarrettoPas encore d'évaluation
- Marine Fenders International 2010 Catalog REDUCEDDocument52 pagesMarine Fenders International 2010 Catalog REDUCEDMuralidhara Rao100% (2)
- CSB Case Study Hoeganaes Dec9 FinalDocument31 pagesCSB Case Study Hoeganaes Dec9 FinalthelacePas encore d'évaluation
- Des Case PML Manual DigitalDocument195 pagesDes Case PML Manual DigitalFraz Ahmad0% (1)
- Khodaie Et Al-ACI Spring 2016Document13 pagesKhodaie Et Al-ACI Spring 2016erosPas encore d'évaluation
- Database 2Document2 539 pagesDatabase 2Shreyas07100% (2)
- Dental AmalgamDocument182 pagesDental AmalgamPayal Batavia100% (1)
- Penetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesDocument9 pagesPenetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesSteve RothwellPas encore d'évaluation
- Stilling BasinDocument5 pagesStilling Basinale hopeju2009100% (1)
- CHEM-E2150 - 7 Surface Interactions Part 1van Der Waals ForcesDocument41 pagesCHEM-E2150 - 7 Surface Interactions Part 1van Der Waals ForcesDikshit SynergyPas encore d'évaluation
- Photobleaching of 5,10,15,20 Tetrakis (M Hydroxyphenyl) PorphyrinDocument8 pagesPhotobleaching of 5,10,15,20 Tetrakis (M Hydroxyphenyl) PorphyrinEsteban ArayaPas encore d'évaluation
- Common Causes of Battery FailuresDocument2 pagesCommon Causes of Battery Failuresavandetq15Pas encore d'évaluation
- Design Permanent Magnet Motor Water Jacket Cooled MotorDocument5 pagesDesign Permanent Magnet Motor Water Jacket Cooled Motorhpham2005Pas encore d'évaluation
- Multicomponent Mass Transfer:Fluxes & VelocitiesDocument11 pagesMulticomponent Mass Transfer:Fluxes & VelocitiesucPas encore d'évaluation
- RRL - FerrrocksDocument4 pagesRRL - FerrrocksSimPas encore d'évaluation
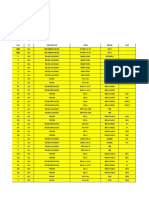
- Liste Des FiltresDocument6 pagesListe Des FiltresYacine MokhtariPas encore d'évaluation
- What Is Atmospheric PressureDocument10 pagesWhat Is Atmospheric Pressurenidyashree100% (1)
- Type 2Document7 pagesType 2AnOnYmOuS_1995Pas encore d'évaluation
- Paper Mekanika ReservoirDocument23 pagesPaper Mekanika ReservoirAnonymous FcCosOLJPas encore d'évaluation
- Philippine National Formulary As of February 2019Document62 pagesPhilippine National Formulary As of February 2019kkabness101 YULPas encore d'évaluation
- Unit 4 ClimateDocument14 pagesUnit 4 Climatebego docenciaPas encore d'évaluation
- Experimental Study On The Strength and Durability of Nano ConcreteDocument5 pagesExperimental Study On The Strength and Durability of Nano ConcreteMuftah SrehPas encore d'évaluation
- 7300en LubricationDocument18 pages7300en Lubricationik43207Pas encore d'évaluation
- Bitumen Class 320-SdsDocument8 pagesBitumen Class 320-SdsjohnPas encore d'évaluation
- Section 5.5 Free Body DiagramsDocument25 pagesSection 5.5 Free Body Diagramstwy113100% (2)
- Chemistry Investigatory Project: Study The Change in E.M.F of A Daniel CellDocument20 pagesChemistry Investigatory Project: Study The Change in E.M.F of A Daniel CellrahuhlPas encore d'évaluation
- Semiconductor ElectronicsDocument46 pagesSemiconductor Electronicspraveen2910Pas encore d'évaluation
- JEE Main 2023 31 January Shift 2Document13 pagesJEE Main 2023 31 January Shift 2barnwalk367Pas encore d'évaluation