Vous aimerez peut-être aussi
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Weld Consumable SelectionDocument25 pagesWeld Consumable SelectionNisarg PandyaPas encore d'évaluation
- Database Management Systems: Understanding and Applying Database TechnologyD'EverandDatabase Management Systems: Understanding and Applying Database TechnologyÉvaluation : 4 sur 5 étoiles4/5 (8)
- AWS Classification PosterDocument1 pageAWS Classification PosterJorge LunaPas encore d'évaluation
- E8018-B2 E7018-1 H4R: AWS ClassificationsDocument1 pageE8018-B2 E7018-1 H4R: AWS ClassificationsARUNPas encore d'évaluation
- Rules For Materials and Welding 2021 AmendmentsDocument29 pagesRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCPas encore d'évaluation
- Chemical PropertiesDocument1 pageChemical PropertiesDanny TriwibowoPas encore d'évaluation
- TG S50 PDFDocument1 pageTG S50 PDFIvan RocoPas encore d'évaluation
- Studytheme 2.24 - Other Metals and AlloysDocument14 pagesStudytheme 2.24 - Other Metals and AlloysMarno PrinslooPas encore d'évaluation
- A 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQDocument14 pagesA 213 Â " A 213M Â " 03 - QTIXMY9BMJEZTS1SRUQhPas encore d'évaluation
- Mild Steels Voestalpine EN 09082019Document5 pagesMild Steels Voestalpine EN 09082019Alma Aliza VillaberPas encore d'évaluation
- Structural Steels: SABS 1431 Technical DataDocument3 pagesStructural Steels: SABS 1431 Technical DataZdravko Vidakovic100% (1)
- StoryDocument12 pagesStoryTarun KumarPas encore d'évaluation
- 04042016000000A Avesta 2205 Covered ElectrodesDocument1 page04042016000000A Avesta 2205 Covered Electrodesmeckup123Pas encore d'évaluation
- Welding Filler Metals For Power Plant EngineeringDocument20 pagesWelding Filler Metals For Power Plant EngineeringShoaib AhmedPas encore d'évaluation
- Low Alloy WiresDocument10 pagesLow Alloy WiresRyan KimPas encore d'évaluation
- GOST Steels PDFDocument88 pagesGOST Steels PDFDiogo Roesler MeloPas encore d'évaluation
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1Pas encore d'évaluation
- Especificación SA 213Document16 pagesEspecificación SA 213Juan Enrique GrassoPas encore d'évaluation
- Alloy Steel ChartDocument4 pagesAlloy Steel Chartmodi_mihirPas encore d'évaluation
- QW-440 Weld Metal Chemical CompositionDocument1 pageQW-440 Weld Metal Chemical Compositionmetal treat ind.Pas encore d'évaluation
- CarbofilDocument3 pagesCarbofilBranko FerenčakPas encore d'évaluation
- Pinnacle Alloys ENiCrFe 3 12.16Document2 pagesPinnacle Alloys ENiCrFe 3 12.16satnamPas encore d'évaluation
- Seamless Pipes - API 5L Grade X65 PSL 2Document2 pagesSeamless Pipes - API 5L Grade X65 PSL 2isan.structural TjsvgalavanPas encore d'évaluation
- AWS A5.20 E71T-1C BS EN ISO 17632-T42 2 P C 1 H10 Jis Z3313 Yfw-C50Dr CSA W48-01 E491T-1-H8 GB/T 10045 E501T-1Document2 pagesAWS A5.20 E71T-1C BS EN ISO 17632-T42 2 P C 1 H10 Jis Z3313 Yfw-C50Dr CSA W48-01 E491T-1-H8 GB/T 10045 E501T-1Andre Brama AlvariPas encore d'évaluation
- Saw ProcessDocument55 pagesSaw ProcessSatheesh KumarPas encore d'évaluation
- Bavaria en BA-TIG 310Document1 pageBavaria en BA-TIG 310cocoPas encore d'évaluation
- Indura Em12k-H400Document2 pagesIndura Em12k-H400Rodrigo CarizPas encore d'évaluation
- FICHA Técnica Weld 71T-1 PDFDocument2 pagesFICHA Técnica Weld 71T-1 PDFCarlos Padilla67% (3)
- Avesta 316L-SKRDocument1 pageAvesta 316L-SKRIuliu HurducaciPas encore d'évaluation
- Sfa-5 4Document32 pagesSfa-5 4csc EXPERTISEPas encore d'évaluation
- ASTM A234 2010 (No Oficial)Document10 pagesASTM A234 2010 (No Oficial)Santiago Loría NavaPas encore d'évaluation
- 6-Carbon SteelsDocument20 pages6-Carbon SteelsMunim DarPas encore d'évaluation
- Venvu 116Document1 pageVenvu 116ronaldb322Pas encore d'évaluation
- ASTM A789 Duplex Stainless TubingDocument10 pagesASTM A789 Duplex Stainless Tubingmathew holeyPas encore d'évaluation
- Op 1250a (Sa Cs 3 97 Ccrmo Ac)Document1 pageOp 1250a (Sa Cs 3 97 Ccrmo Ac)brunizzaPas encore d'évaluation
- Chemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRDocument2 pagesChemical Composition: Si Fe Cu MN MG Ni ZN SN Ti PB CRQuality teamPas encore d'évaluation
- Buderus Edelstahl Presentation PDFDocument15 pagesBuderus Edelstahl Presentation PDFMustafa Mert SAMLIPas encore d'évaluation
- Applicable Standards: ASTM A792 ASTM A792 EN10215Document14 pagesApplicable Standards: ASTM A792 ASTM A792 EN10215ersinPas encore d'évaluation
- Astm A240 A240m 23Document7 pagesAstm A240 A240m 23Venkatesh KumarPas encore d'évaluation
- Product Code:: Pkg/Ro/41 Special SteelsDocument9 pagesProduct Code:: Pkg/Ro/41 Special SteelsPranav TripathiPas encore d'évaluation
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasPas encore d'évaluation
- ASTM A335 Pipe Specification1Document8 pagesASTM A335 Pipe Specification1Rupam BaruahPas encore d'évaluation
- SAE Steel Grades - WikipediaDocument12 pagesSAE Steel Grades - WikipediaprabuPas encore d'évaluation
- Extracto Norma ASTM A792Document2 pagesExtracto Norma ASTM A792Christian Latorre VielmaPas encore d'évaluation
- ASTM Steel PipeDocument3 pagesASTM Steel Pipehilwa6_731153219Pas encore d'évaluation
- Astm B85 B85M 18Document6 pagesAstm B85 B85M 18BinitPas encore d'évaluation
- 6013323b064c2121a02f8167 - ASME A-Number Reference ChartDocument1 page6013323b064c2121a02f8167 - ASME A-Number Reference ChartBruno SantosPas encore d'évaluation
- Maxfil 42BDocument1 pageMaxfil 42BMurali YPas encore d'évaluation
- Filler Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysDocument8 pagesFiller Metals: High Purity Solutions For Creep Resistant Steels - B2 SC and B3 SC AlloysimrePas encore d'évaluation
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocument1 pageBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiPas encore d'évaluation
- Hobart 9LDocument1 pageHobart 9LFelipe montanaPas encore d'évaluation
- Bavaria en BA-TIG 309LSiDocument1 pageBavaria en BA-TIG 309LSicocoPas encore d'évaluation
- 1%ni For Improved Toughness: Data SheetDocument4 pages1%ni For Improved Toughness: Data Sheetmohamed AdelPas encore d'évaluation
- A Study of PVD Coatings and Die Materials For Extended Die-Casting Die LifeDocument4 pagesA Study of PVD Coatings and Die Materials For Extended Die-Casting Die LifebharatPas encore d'évaluation
- Thermanit Weldingfillermetalsforpowerplantengineering1Document18 pagesThermanit Weldingfillermetalsforpowerplantengineering1DarioPas encore d'évaluation
- BS 3059-2Document11 pagesBS 3059-2abhiPas encore d'évaluation
- Columbus Castings Metal Grades PDFDocument1 pageColumbus Castings Metal Grades PDFksangeeth2000Pas encore d'évaluation
- 7010 GDocument1 page7010 GStarla HillPas encore d'évaluation
- Zappendix A Cathodic Protection Design PDFDocument30 pagesZappendix A Cathodic Protection Design PDFshahqazwsxPas encore d'évaluation
- Calibration Certi DFT Gauge - Paint Report Lot 02Document6 pagesCalibration Certi DFT Gauge - Paint Report Lot 02sanketPas encore d'évaluation
- Conveyor Inspection and Test PlanDocument5 pagesConveyor Inspection and Test PlansanketPas encore d'évaluation
- 1 SS PP 005Document18 pages1 SS PP 005sanketPas encore d'évaluation
- 1 Engg DBD ST 010Document11 pages1 Engg DBD ST 010sanketPas encore d'évaluation
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketPas encore d'évaluation
- Muscles Anatomy: Singleg GlutebridgDocument1 pageMuscles Anatomy: Singleg GlutebridgsanketPas encore d'évaluation
- Asmesection Viii-Div-1& 2Document7 pagesAsmesection Viii-Div-1& 2sanketPas encore d'évaluation
- Bucket Elevator Inspection and Test PlanDocument5 pagesBucket Elevator Inspection and Test PlansanketPas encore d'évaluation
- Aws D1.1-D1.1M (R) - 2015 2Document1 pageAws D1.1-D1.1M (R) - 2015 2sanketPas encore d'évaluation
- 32 Samss 007Document38 pages32 Samss 007sanketPas encore d'évaluation
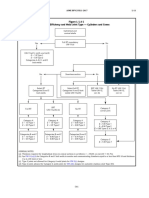
- Figure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConesDocument4 pagesFigure L-1.4-1 Joint Efficiency and Weld Joint Type - Cylinders and ConessanketPas encore d'évaluation
- ASME 31.3 - 2016 VT, UtDocument2 pagesASME 31.3 - 2016 VT, UtsanketPas encore d'évaluation
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketPas encore d'évaluation
- Neither This Nor That by Jean KleinDocument6 pagesNeither This Nor That by Jean KleinTarun Patwal60% (5)
- Operation - Manual Sondex A/S SFD 6: Customer: Newbuilding No: Order No.: Sondex Order No.: Encl.Document132 pagesOperation - Manual Sondex A/S SFD 6: Customer: Newbuilding No: Order No.: Sondex Order No.: Encl.AlexDor100% (1)
- PMBOKDocument11 pagesPMBOKshafoooPas encore d'évaluation
- AN5276 Application Note: Antenna Design For ST25R3916Document43 pagesAN5276 Application Note: Antenna Design For ST25R3916RafaelPas encore d'évaluation
- Reference Texts - Textes de RéférenceDocument7 pagesReference Texts - Textes de RéférenceSid PatelPas encore d'évaluation
- Activity DesignDocument12 pagesActivity DesignIra mae NavarroPas encore d'évaluation
- Environmental Services Professional Training CourseDocument96 pagesEnvironmental Services Professional Training CourseAmeng GosimPas encore d'évaluation
- Chapter 11Document33 pagesChapter 11Niraj DevalPas encore d'évaluation
- On The Charge of Rape: Under Article 266-A of The RPC, Rape IsDocument3 pagesOn The Charge of Rape: Under Article 266-A of The RPC, Rape IsTricia SandovalPas encore d'évaluation
- Full Test 19 PDFDocument4 pagesFull Test 19 PDFhoang lichPas encore d'évaluation
- Sewage Disposal System Treatment and Recycling - Group 1Document17 pagesSewage Disposal System Treatment and Recycling - Group 1Rosevie Mae EnriquePas encore d'évaluation
- IntroductionDocument6 pagesIntroductionBharath.v kumarPas encore d'évaluation
- Rasio EkstraksiDocument29 pagesRasio Ekstraksidevi enjelikaPas encore d'évaluation
- Assessing Health Impacts of Air Pollution From Electricity Generation The Case of ThailandDocument22 pagesAssessing Health Impacts of Air Pollution From Electricity Generation The Case of Thailandcamilo_ortiz_6100% (1)
- DB-En 19 R-2-829 PDFDocument4 pagesDB-En 19 R-2-829 PDFashokPas encore d'évaluation
- Learning Activity 4 Evidence: My View On Colombia: 1. Write A Composition Describing What The LifestyleDocument2 pagesLearning Activity 4 Evidence: My View On Colombia: 1. Write A Composition Describing What The LifestyleYenifer PatiñoPas encore d'évaluation
- Slaking SQ Physical Indicator SheetDocument2 pagesSlaking SQ Physical Indicator Sheetqwerty12348Pas encore d'évaluation
- Nrn101 and Nrn102 Drug Card: Zithromax, Zmax, Z-PakDocument2 pagesNrn101 and Nrn102 Drug Card: Zithromax, Zmax, Z-PakJanet Sheldon50% (2)
- Testing and Commissioning Procedure: 2017 EDITIONDocument242 pagesTesting and Commissioning Procedure: 2017 EDITIONvin ssPas encore d'évaluation
- Notes On Substance AbuseDocument15 pagesNotes On Substance Abusesarguss14100% (1)
- FiltrationDocument77 pagesFiltrationmeet2abhayPas encore d'évaluation
- 231 Fin PanaDocument20 pages231 Fin Panasarfraz aslamPas encore d'évaluation
- Olper's Brand AuditDocument60 pagesOlper's Brand AuditUsama NaseemPas encore d'évaluation
- Safety Precautions For Handling ChemicalsDocument68 pagesSafety Precautions For Handling ChemicalsRaul FenrandezPas encore d'évaluation
- UNIVERSITY of SAN AGUSTIN vs. Union CBA Inter CBA Can Give Higher Than Min 09Document9 pagesUNIVERSITY of SAN AGUSTIN vs. Union CBA Inter CBA Can Give Higher Than Min 09Ulysses RallonPas encore d'évaluation
- Green Energy BricksDocument8 pagesGreen Energy BricksSriram NandipatiPas encore d'évaluation
- Lesson 30 PDFDocument5 pagesLesson 30 PDFLaura B.Pas encore d'évaluation
- DVM Checklist PDFDocument12 pagesDVM Checklist PDFperlita elorinPas encore d'évaluation
- Guidance ProgramDocument4 pagesGuidance ProgramShainajoy BoterPas encore d'évaluation
- Final Revised Manuscript of ResearchDocument35 pagesFinal Revised Manuscript of ResearchKay Laguna100% (1)