Vous aimerez peut-être aussi
- T0061018 PDFDocument88 pagesT0061018 PDFJavier GuerreroPas encore d'évaluation
- 1 CAESARIIVisualizaciondeAnalisis PDFDocument41 pages1 CAESARIIVisualizaciondeAnalisis PDFJesusDiFabio100% (1)
- Motor StirlingDocument78 pagesMotor StirlingJavier GuerreroPas encore d'évaluation
- Ayuda - Operacionalizacion Variables - Dimensiones 50757Document15 pagesAyuda - Operacionalizacion Variables - Dimensiones 50757Elizabeth Aquino CamachoPas encore d'évaluation
- Pensum de Ing MEcanica Udo AnzDocument4 pagesPensum de Ing MEcanica Udo AnzJavier GuerreroPas encore d'évaluation
- Inspeccion de CojinetesDocument2 pagesInspeccion de CojinetesJavier GuerreroPas encore d'évaluation
- Electroquimica Primer Tema PDFDocument48 pagesElectroquimica Primer Tema PDFJavier Guerrero100% (1)
- NeónDocument3 pagesNeónJulioAranedaPas encore d'évaluation
- Flos Architectural Working June 2021 Compass Box Recessed Spa EngDocument4 pagesFlos Architectural Working June 2021 Compass Box Recessed Spa EngpouYan ReyHanIanPas encore d'évaluation
- SiSBE06-708B - Inverter Pair Floor Standing Type F-Series - Service Manuals - SpanishDocument289 pagesSiSBE06-708B - Inverter Pair Floor Standing Type F-Series - Service Manuals - Spanishcla2119100% (1)
- Primer Informe PDFDocument20 pagesPrimer Informe PDFkarenPas encore d'évaluation
- SNT Transformadores - 2021 01 05Document6 pagesSNT Transformadores - 2021 01 05Jose Rafael CastroPas encore d'évaluation
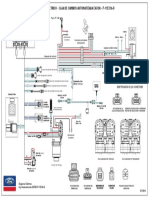
- DE Caja de Cambios Automatizada Eaton - F-11E316-D PDFDocument1 pageDE Caja de Cambios Automatizada Eaton - F-11E316-D PDFgabrielzinho4367% (3)
- Cap2 v4Document87 pagesCap2 v4Antonio CorvalánPas encore d'évaluation
- 924K1Document42 pages924K1Silvio RomanPas encore d'évaluation
- Relevador, Solenoide y Diagramas de ControlDocument23 pagesRelevador, Solenoide y Diagramas de ControlELEAZER LUNA ALFONSOPas encore d'évaluation
- Opto - Práctica 3Document6 pagesOpto - Práctica 3Edd JuarezPas encore d'évaluation
- Curso Armado Reparacion y Configuracioon de PC (UTN)Document150 pagesCurso Armado Reparacion y Configuracioon de PC (UTN)Juan Mario Molina BarreraPas encore d'évaluation
- Unidad #1 Principios de Análisis Químico IIDocument12 pagesUnidad #1 Principios de Análisis Químico IIRodrigo Gallegos LlerenaPas encore d'évaluation
- Estos Son Los Conectores de Alimentación Tienen Los PortátilesDocument8 pagesEstos Son Los Conectores de Alimentación Tienen Los PortátilesLOPEZ ROJALES ALBERTOPas encore d'évaluation
- Primera Práctica Electronica AnalogaDocument4 pagesPrimera Práctica Electronica AnalogaDavid HernandezPas encore d'évaluation
- Anexo2 Arquitectura PC Ideal Hernan Mauricio BedoyaDocument7 pagesAnexo2 Arquitectura PC Ideal Hernan Mauricio BedoyamaoPas encore d'évaluation
- Descripción Proceso Panel SolarDocument6 pagesDescripción Proceso Panel SolarNatali Maldonado BacaPas encore d'évaluation
- Actividad 4 Unidad 1 ForoDocument4 pagesActividad 4 Unidad 1 Foromarcos enriquezPas encore d'évaluation
- Contenidos Oscilaciones y OndasDocument2 pagesContenidos Oscilaciones y OndasmichelyPas encore d'évaluation
- Primera Clase MicroprocesadoresDocument44 pagesPrimera Clase MicroprocesadoresFernandoQuisaguanoPas encore d'évaluation
- PLC en BiomedicaDocument22 pagesPLC en BiomedicaMichael SaenzPas encore d'évaluation
- PRACTICA N - 3 - F IV - FUENTES DEL CAMPO MAGNÉTICO Y LEY DE AMPERE-propuestoDocument4 pagesPRACTICA N - 3 - F IV - FUENTES DEL CAMPO MAGNÉTICO Y LEY DE AMPERE-propuestojavieeeer12367% (3)
- Curso Tipo C Parte 1 PCBDocument20 pagesCurso Tipo C Parte 1 PCBCesar Calderon GrPas encore d'évaluation
- Tomacorrientes CircularesDocument4 pagesTomacorrientes CircularesRuth ConstancioPas encore d'évaluation
- Electricalc Pro Guia de Usuario PDFDocument70 pagesElectricalc Pro Guia de Usuario PDFWilly Uzcanga100% (6)
- 3-Sequent Plug Drive Manual Software-BrcDocument48 pages3-Sequent Plug Drive Manual Software-BrcFabián Grosso100% (2)
- Equipos de Emisiones BoschDocument4 pagesEquipos de Emisiones BoschAndrewKidpatrickPas encore d'évaluation
- Fisica Iii Civ 221: Docente: Ing. Joel Paco SDocument17 pagesFisica Iii Civ 221: Docente: Ing. Joel Paco SbrattPas encore d'évaluation
- Condutivmetro CM42 - OperaoDocument40 pagesCondutivmetro CM42 - OperaoFelipeOliveiraPas encore d'évaluation
- MANUALDocument22 pagesMANUALLuis Mario IbarraPas encore d'évaluation
- Dispositivos Electronicos 1Document33 pagesDispositivos Electronicos 1SantiNeiraPas encore d'évaluation