Vous aimerez peut-être aussi
- Selecting, Operating, and Maintaining Electric Motors: Instructional Materials Service Texas A&M University 8795Document153 pagesSelecting, Operating, and Maintaining Electric Motors: Instructional Materials Service Texas A&M University 8795John Reantaso100% (1)
- Fired Heaters - Key Considerations for Efficiency and ReliabilityDocument38 pagesFired Heaters - Key Considerations for Efficiency and ReliabilityAhmed ElhadyPas encore d'évaluation
- Presentation On Heat ExchangersDocument54 pagesPresentation On Heat ExchangersNagendrababu Mahapatruni100% (1)
- Boiler Types and Parts GuideDocument29 pagesBoiler Types and Parts GuideAJITSPATILPas encore d'évaluation
- ASTM E23-12c PDFDocument25 pagesASTM E23-12c PDFSantiago Oliva100% (2)
- TECUMSEH Model Number CodesDocument6 pagesTECUMSEH Model Number Codesd3xter0% (1)
- Overview of Air Cooled Heat ExchangersDocument30 pagesOverview of Air Cooled Heat ExchangersJavier GarcíaPas encore d'évaluation
- Furnace Flooding, 011107Document11 pagesFurnace Flooding, 011107Arief HidayatPas encore d'évaluation
- CokerDocument19 pagesCokerFaisal AwadPas encore d'évaluation
- Boiler (Steam Generation) KSDocument25 pagesBoiler (Steam Generation) KSBangun WijayantoPas encore d'évaluation
- Fired Furnace - KtiDocument88 pagesFired Furnace - Ktir.arun100% (3)
- Petroleum Refinery Engineering: Delayed CokingDocument19 pagesPetroleum Refinery Engineering: Delayed CokingSaswiny RitchiePas encore d'évaluation
- Equipment DetailsDocument33 pagesEquipment DetailsSaif Siddiqui100% (1)
- Delayed Coking Tech: An OverviewDocument50 pagesDelayed Coking Tech: An OverviewDavid Romero100% (1)
- Section 4 Selection of Materials Used in RefineriesDocument39 pagesSection 4 Selection of Materials Used in Refineriesariyamanjula2914100% (1)
- Incinerator Bms Training July 2015Document33 pagesIncinerator Bms Training July 2015mir_zarrarPas encore d'évaluation
- Furnace PPT (New)Document65 pagesFurnace PPT (New)Njourn100% (1)
- Loss Optimisation in BoilersDocument50 pagesLoss Optimisation in Boilersrashm006ranjanPas encore d'évaluation
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanPas encore d'évaluation
- Saudi Aramco Furnace Guide150150Vertical CylindricalVertical Cylindrical5050Vertical CylindricalVertical Cylindrical15050Vertical CylindricalVertical Cylindrical150150150BoxBoxBoxDocument23 pagesSaudi Aramco Furnace Guide150150Vertical CylindricalVertical Cylindrical5050Vertical CylindricalVertical Cylindrical15050Vertical CylindricalVertical Cylindrical150150150BoxBoxBoxMohammad RawoofPas encore d'évaluation
- Why A Shell and Tube Heat Exchanger?Document17 pagesWhy A Shell and Tube Heat Exchanger?Avishek KumarPas encore d'évaluation
- Floating Head Heat Exchangers: Maintenance & PartsDocument44 pagesFloating Head Heat Exchangers: Maintenance & PartsskgbondPas encore d'évaluation
- Air Pre HeaterDocument0 pageAir Pre HeaterkablikhogePas encore d'évaluation
- Qualification of Compressed Air ProtocolDocument18 pagesQualification of Compressed Air ProtocolBRIJENDRA KUMAR SINGH100% (2)
- Air Heaters: Requirement, Types ConstructionDocument20 pagesAir Heaters: Requirement, Types ConstructionArvind ShuklaPas encore d'évaluation
- Turbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTDocument14 pagesTurbine Auxiliaries - Arrangement of Turbine Auxiliaries - ALL ABOUT POWER PLANTKolahalam RakeshrajuPas encore d'évaluation
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus onPas encore d'évaluation
- HRSG Final InspectionDocument8 pagesHRSG Final Inspectionmkarahan100% (1)
- Stamping (Metalworking)Document5 pagesStamping (Metalworking)Odebiyi StephenPas encore d'évaluation
- Efficient Furnace Operation1Document7 pagesEfficient Furnace Operation1patrik710Pas encore d'évaluation
- Refinery Definitions - FAQDocument7 pagesRefinery Definitions - FAQbalajiupesPas encore d'évaluation
- BOILER TUBE INSPECTION GUIDEDocument117 pagesBOILER TUBE INSPECTION GUIDEkhalidmh100% (2)
- Fired HeatersDocument40 pagesFired HeatersAhmad Riaz KhanPas encore d'évaluation
- Delayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFDocument46 pagesDelayed Coker Heater Best Practices Bernhagen Amec Foster Wheeler DCU Mumbai 2016 PDFFayaz MohammedPas encore d'évaluation
- Fouling Monitoring SolutionDocument9 pagesFouling Monitoring SolutionGoutam GiriPas encore d'évaluation
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocument154 pagesAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliPas encore d'évaluation
- 4 Rules of Fired Heater OperationDocument17 pages4 Rules of Fired Heater OperationIman KhavvajiPas encore d'évaluation
- Use and Importance of Furnaces in Oil RefineriesDocument6 pagesUse and Importance of Furnaces in Oil RefineriesMusa KaleemPas encore d'évaluation
- Deaerator LearnDocument26 pagesDeaerator Learnsopian320Pas encore d'évaluation
- Fired Heaters Convection SectionDocument25 pagesFired Heaters Convection Sectionweam nour100% (1)
- CM 4120 Fired Heater LectureDocument28 pagesCM 4120 Fired Heater LectureHarryBouterPas encore d'évaluation
- Troubleshooting Bagasse Boiler ProblemsDocument2 pagesTroubleshooting Bagasse Boiler Problemskumarmm1234Pas encore d'évaluation
- Draft Boiler and FurnaceDocument8 pagesDraft Boiler and FurnaceJayandi FitraPas encore d'évaluation
- Boiler tube welding maintenance presentationDocument39 pagesBoiler tube welding maintenance presentationAjay Chauhan100% (3)
- Crude Distillation Unit & Vacuum Distillation UnitDocument10 pagesCrude Distillation Unit & Vacuum Distillation Unitsenthilkumarbt100% (1)
- AVU Critical EquipmentsDocument55 pagesAVU Critical EquipmentsmujeebtalibPas encore d'évaluation
- 2002 Furnace TutorialDocument36 pages2002 Furnace Tutorialscongiundi100% (2)
- Maximizing Efficiency at Sipat Power PlantDocument55 pagesMaximizing Efficiency at Sipat Power PlantParveen NakwalPas encore d'évaluation
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadePas encore d'évaluation
- AB-507 Installed Fired Heaters GuidelineDocument36 pagesAB-507 Installed Fired Heaters GuidelineRosa galindoPas encore d'évaluation
- FurnaceDocument4 pagesFurnaceWaqas HassanPas encore d'évaluation
- What Is Carry Over and Carry Under at The Boiler DrumDocument12 pagesWhat Is Carry Over and Carry Under at The Boiler Drumabdulyunus_amirPas encore d'évaluation
- Coke Drum Monitoring Inspection Assessment and Repair For Service Life Improvement Chadda Foster Wheeler DCU Rio de Janiero 2014Document31 pagesCoke Drum Monitoring Inspection Assessment and Repair For Service Life Improvement Chadda Foster Wheeler DCU Rio de Janiero 2014Piyush PrasadPas encore d'évaluation
- Safety Talk: Fired HeatersDocument58 pagesSafety Talk: Fired HeatersSaleem ChohanPas encore d'évaluation
- DCU HeaterDocument46 pagesDCU Heatermujeebtalib100% (2)
- Velan's Global Leadership in Industrial Valve ManufacturingDocument8 pagesVelan's Global Leadership in Industrial Valve ManufacturingmujeebtalibPas encore d'évaluation
- Boilers and Thermic Fluid HeatersDocument42 pagesBoilers and Thermic Fluid HeatersArvind ShuklaPas encore d'évaluation
- 310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Document27 pages310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Nastaran BagheriPas encore d'évaluation
- Chemical Discipline Training Program at IIP DehradunDocument28 pagesChemical Discipline Training Program at IIP DehradunHarish GojiyaPas encore d'évaluation
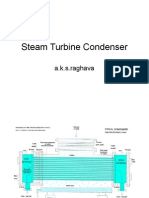
- Steam Turbine Condenser: A.k.s.raghavaDocument72 pagesSteam Turbine Condenser: A.k.s.raghavaRachit KhannaPas encore d'évaluation
- RRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedDocument21 pagesRRTC Sept.05 G Caronno Fired Heaters PresentationJH Final 1 AnimatedAhmed J Al-Terkait0% (1)
- Fired Heaters Best Practices - Engineers PDFDocument4 pagesFired Heaters Best Practices - Engineers PDFWahaj ShafiPas encore d'évaluation
- Condensate ReturnDocument24 pagesCondensate Returnwaheed2286Pas encore d'évaluation
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- Static FrictionDocument2 pagesStatic Frictionjacob_murilloPas encore d'évaluation
- 1981 PitfallsDocument44 pages1981 Pitfallsengineer_atulPas encore d'évaluation
- Haider Ali: Field Service Technician (Level 3)Document3 pagesHaider Ali: Field Service Technician (Level 3)Junaid Ahmed SattiPas encore d'évaluation
- PHYS 369 Formula Sheet CombinedDocument4 pagesPHYS 369 Formula Sheet Combineddarro d92Pas encore d'évaluation
- The Linea - Heavy Duty Cafe Espresso MachineDocument112 pagesThe Linea - Heavy Duty Cafe Espresso Machinevicky wicaksanaPas encore d'évaluation
- Course 1 PDFDocument3 pagesCourse 1 PDFSandeep BadigantiPas encore d'évaluation
- 01072020lecture 1Document17 pages01072020lecture 1Td RadzPas encore d'évaluation
- Installation & Operation Manual. BiRotor Plus Positive Displacement Flow Meter B27X (3) B30X (6) B28X (4) B31X (8) B29X (6) B32X (10)Document37 pagesInstallation & Operation Manual. BiRotor Plus Positive Displacement Flow Meter B27X (3) B30X (6) B28X (4) B31X (8) B29X (6) B32X (10)tsaqova MuhammadPas encore d'évaluation
- Effects of Shear Box Size and Silt Content on Strength of Silty SandsDocument7 pagesEffects of Shear Box Size and Silt Content on Strength of Silty SandsJavier MtPas encore d'évaluation
- Powerex Bombas de Vacio Vane Montado en Tanque ManualDocument64 pagesPowerex Bombas de Vacio Vane Montado en Tanque ManualHugovillarruelPas encore d'évaluation
- Structural Identification of Humber Bridge For Performance Prognosis 2015Document18 pagesStructural Identification of Humber Bridge For Performance Prognosis 2015정주호Pas encore d'évaluation
- Principles of steel design compression members part 2Document12 pagesPrinciples of steel design compression members part 2Cristina HaliliPas encore d'évaluation
- Weg 10018xp3e405tDocument5 pagesWeg 10018xp3e405tcorsini999Pas encore d'évaluation
- Guideline On Submission of Amendment and Record Piling Plans PDFDocument9 pagesGuideline On Submission of Amendment and Record Piling Plans PDFBlu SmileyPas encore d'évaluation
- Chapter 6 Theory of Flexure PDFDocument88 pagesChapter 6 Theory of Flexure PDFcoded coderPas encore d'évaluation
- Heat and Moisture TransferDocument14 pagesHeat and Moisture TransferTooba GhouriPas encore d'évaluation
- Aerodynamic Aspects of The Sealing of Gas-Turbine Rotor-Stator SystemsDocument5 pagesAerodynamic Aspects of The Sealing of Gas-Turbine Rotor-Stator SystemsahmadalsaiahPas encore d'évaluation
- A Two Phase Model CavitationDocument11 pagesA Two Phase Model CavitationThePrius0% (1)
- Airconditioning - HTML: Solar "Commercial Air-Conditioning" Systems Our Achievements and Our GoalsDocument9 pagesAirconditioning - HTML: Solar "Commercial Air-Conditioning" Systems Our Achievements and Our GoalsWeyuma ToleraPas encore d'évaluation
- Ambuja Cement LTD C/o Wartsila India LTD., (Unit-Rawan)Document4 pagesAmbuja Cement LTD C/o Wartsila India LTD., (Unit-Rawan)rajsekharkvPas encore d'évaluation
- Associated Flow RulesDocument10 pagesAssociated Flow RulesShahram AbbasnejadPas encore d'évaluation
- Therm-O-Disc Bimetal-60t-Section-En-Us-5469064Document14 pagesTherm-O-Disc Bimetal-60t-Section-En-Us-5469064Phạm Thiên TrườngPas encore d'évaluation
- 10 Examples of Projectile MotionDocument6 pages10 Examples of Projectile MotionGlaizel MorcillaPas encore d'évaluation
- Allison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogDocument6 pagesAllison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogMarcos LunaPas encore d'évaluation
- Virendra Oberoi-Automation in Ring Spinning MachinesDocument28 pagesVirendra Oberoi-Automation in Ring Spinning MachinesDurai RajPas encore d'évaluation