Vous aimerez peut-être aussi
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Elcometer 108Document3 pagesElcometer 108Juan Pablo Chumba LaraPas encore d'évaluation
- Ficha Tecnica TK60 HRC Rev11691939Document3 pagesFicha Tecnica TK60 HRC Rev11691939RodrigoPas encore d'évaluation
- E70t 4Document1 pageE70t 4Albe Cibia100% (1)
- Pgt-Proy-009 (Proc. Arenado y Pintado)Document9 pagesPgt-Proy-009 (Proc. Arenado y Pintado)German Laura VelaPas encore d'évaluation
- Alambre TubularDocument17 pagesAlambre TubularEdwinCahuanaPas encore d'évaluation
- Nucleotec2222 PDFDocument1 pageNucleotec2222 PDFJuan CarlosPas encore d'évaluation
- Norma de Planchas y PlanchonesDocument25 pagesNorma de Planchas y PlanchonesLUIS EDUARDO MEJIA JUAREZPas encore d'évaluation
- Informe de Inpeccion Tecnica + MastilDocument8 pagesInforme de Inpeccion Tecnica + MastilErica LlayquiPas encore d'évaluation
- Tigfil 316lg5 PDFDocument1 pageTigfil 316lg5 PDFRenzo TuestasPas encore d'évaluation
- iNSPECCIÓN VISUALDocument2 pagesiNSPECCIÓN VISUALCINCOM Ingeniería y Consultoría EstratégicaPas encore d'évaluation
- Procedimiento de Liquidos Penetrantes Rev 2Document14 pagesProcedimiento de Liquidos Penetrantes Rev 2Jason Gamarra PazaraPas encore d'évaluation
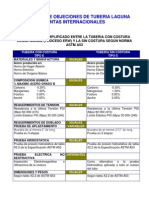
- Comparativo tubería ERW vs sin costura ASTM A53Document7 pagesComparativo tubería ERW vs sin costura ASTM A53valpe12Pas encore d'évaluation
- Mecanismos de FisuracionDocument38 pagesMecanismos de FisuracionwchavezbPas encore d'évaluation
- Informe SMAW 3Document13 pagesInforme SMAW 3Jhon undaPas encore d'évaluation
- 02 Terminos y Definiciones SoldaduraDocument18 pages02 Terminos y Definiciones SoldaduraBetsiPas encore d'évaluation
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocument2 pages152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Cómo Calcular El Consumo de La SoldaduraDocument3 pagesCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasPas encore d'évaluation
- HT-092 Exatub 110 Ed. 07Document1 pageHT-092 Exatub 110 Ed. 07Josef Enrique Espinoza SotoPas encore d'évaluation
- 01 2 PDFDocument32 pages01 2 PDFPlaneamiento AntapaccayPas encore d'évaluation
- Aws d14.3Document2 pagesAws d14.3Pol Peña QuispePas encore d'évaluation
- Literatura Tubrod 71 UltraDocument1 pageLiteratura Tubrod 71 Ultrael_tirano_regresa7359Pas encore d'évaluation
- Cuestionario 2 Tecnologia de Union de MaterialesDocument3 pagesCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifPas encore d'évaluation
- FCAWDocument8 pagesFCAWMaritza100% (1)
- Soldadura Ing MinasDocument54 pagesSoldadura Ing Minashiker3100% (3)
- Boletín Técnico 011 - Condicion de HardbandDocument4 pagesBoletín Técnico 011 - Condicion de HardbandNubia Barrera100% (1)
- DEFECTOLOGíA EN PROCESOS DE SOLDADURADocument17 pagesDEFECTOLOGíA EN PROCESOS DE SOLDADURAjatorres12Pas encore d'évaluation
- SUMITEN780SDocument42 pagesSUMITEN780SLuis Chiara LoayzaPas encore d'évaluation
- Defectos PinturaDocument3 pagesDefectos PinturaJANO100% (2)
- Post calentamiento de juntas soldadasDocument3 pagesPost calentamiento de juntas soldadasPaul GavilanesPas encore d'évaluation
- GTAW para aceros al carbono y baja aleaciónDocument1 pageGTAW para aceros al carbono y baja aleaciónJKarlos Barrientos Ñuflo100% (2)
- Análisis de Falla de Un Eje de PiñónDocument20 pagesAnálisis de Falla de Un Eje de PiñónVerónica MartínezPas encore d'évaluation
- Soldadura de PernosDocument81 pagesSoldadura de Pernosdavih007Pas encore d'évaluation
- Tenacito 80Document1 pageTenacito 80Alan100% (1)
- IF. SUFICIENCIA (25-01-15) para ClaseDocument83 pagesIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasPas encore d'évaluation
- Eslabon Maestro A 342 A 345Document1 pageEslabon Maestro A 342 A 345Claudio Israel Godinez Somera100% (1)
- Proceso FCAW-GS PDFDocument51 pagesProceso FCAW-GS PDFAbel Valderrama Perez100% (1)
- Credencial BMS Octubre 1Document2 pagesCredencial BMS Octubre 1Maldonado CarlosPas encore d'évaluation
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocument2 pagesProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatPas encore d'évaluation
- Estándares de Abrasión y Métodos de PruebaDocument2 pagesEstándares de Abrasión y Métodos de Pruebajesus gonzalezPas encore d'évaluation
- 19-Diseño de Conexiones IDocument26 pages19-Diseño de Conexiones ILuis EspinozaPas encore d'évaluation
- Rubrica de TS Uña GETSDocument6 pagesRubrica de TS Uña GETScesarcolquePas encore d'évaluation
- Alambres Tubulares Construcciones MetálicasDocument41 pagesAlambres Tubulares Construcciones MetálicasDaniel BalderramaPas encore d'évaluation
- Socavacion o MordeduraDocument10 pagesSocavacion o Mordedurarodrigo cameloPas encore d'évaluation
- Cálculo de Areas de Pintura (PTP)Document2 pagesCálculo de Areas de Pintura (PTP)peloto100% (1)
- Asme STS-1-2011Document6 pagesAsme STS-1-2011Bryan Jimenes DorantesPas encore d'évaluation
- Inspeccion Visual y Ultrasonido de Tuberias Mpo-Rot-Ie-010Document6 pagesInspeccion Visual y Ultrasonido de Tuberias Mpo-Rot-Ie-010Dante RojasPas encore d'évaluation
- MASCOATDocument1 pageMASCOAToscarjcoPas encore d'évaluation
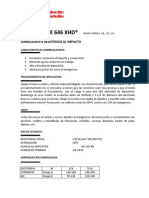
- E646 XHD EspañolDocument1 pageE646 XHD EspañolBrian HernandezPas encore d'évaluation
- Cráter de Soldadura Al Final Del CordónDocument3 pagesCráter de Soldadura Al Final Del CordónEduardoPulidoPas encore d'évaluation
- Ensayo de doblado en frío sin muescaDocument18 pagesEnsayo de doblado en frío sin muescaRodney100% (1)
- Inf.031.19 Final Particulas Magneticas Reparacion de Tambor Aglomerador OTI-T041-2019Document4 pagesInf.031.19 Final Particulas Magneticas Reparacion de Tambor Aglomerador OTI-T041-2019rosmicPas encore d'évaluation
- 001 SNT TC 1a 2017Document48 pages001 SNT TC 1a 2017jo borjaPas encore d'évaluation
- 11 Agrietamiento en Frio y en CalienteDocument34 pages11 Agrietamiento en Frio y en CalienteMarlon GutierrezPas encore d'évaluation
- Cambio de virola y llanta horno 2Document17 pagesCambio de virola y llanta horno 2SandraPas encore d'évaluation
- Tipos de ElectrodoDocument21 pagesTipos de Electrodojesus landa galarza100% (1)
- Problemas de La Vida Útil de Los Consumibles, Corte Por PlasmaDocument2 pagesProblemas de La Vida Útil de Los Consumibles, Corte Por PlasmaWELD - TECH100% (2)
- Discontinuidades en Met. Base y Sold. 1Document128 pagesDiscontinuidades en Met. Base y Sold. 1Victor Raul Villca BetetaPas encore d'évaluation
- DiscotinuidadDocument128 pagesDiscotinuidadVictorPas encore d'évaluation
- Discontinuidades SoldaduraDocument20 pagesDiscontinuidades SoldaduraJackPiPas encore d'évaluation
- Criptograma de Adiccion 2Document1 pageCriptograma de Adiccion 2Henry MatosPas encore d'évaluation
- Los Sentidos 2Document1 pageLos Sentidos 2Henry MatosPas encore d'évaluation
- PETS Trabajos de Pintura y Acabado - Rev.BDocument4 pagesPETS Trabajos de Pintura y Acabado - Rev.BHenry MatosPas encore d'évaluation
- PETS traslado y fijación pisos triplay fenólicoDocument3 pagesPETS traslado y fijación pisos triplay fenólicoHenry MatosPas encore d'évaluation
- ASME B30.22-2005 - SP PDFDocument41 pagesASME B30.22-2005 - SP PDFAlain Añamuro100% (2)
- Procedimiento de pernos expansores para construcción de pisoDocument4 pagesProcedimiento de pernos expansores para construcción de pisoHenry MatosPas encore d'évaluation
- Pets Trabajos Con Taladro MagnéticoDocument4 pagesPets Trabajos Con Taladro MagnéticoHenry MatosPas encore d'évaluation
- Los Sentidos 1Document5 pagesLos Sentidos 1Henry MatosPas encore d'évaluation
- ASME B30.22-2005 - SP PDFDocument41 pagesASME B30.22-2005 - SP PDFAlain Añamuro100% (2)
- PETS Trabajos de Pintado de Estructuras Reparaciones-Touch Up - Rev.BDocument5 pagesPETS Trabajos de Pintado de Estructuras Reparaciones-Touch Up - Rev.BHenry MatosPas encore d'évaluation
- PETS Trabajos en Altura de Instalacion de CoberturaDocument4 pagesPETS Trabajos en Altura de Instalacion de CoberturaHenry MatosPas encore d'évaluation
- PETS Trabajos de Pintura y Acabado - Rev.BDocument4 pagesPETS Trabajos de Pintura y Acabado - Rev.BHenry MatosPas encore d'évaluation
- Tablas y gráficos de trituradoras y molinosDocument33 pagesTablas y gráficos de trituradoras y molinosnearlobo100% (1)
- PETS Armado de IgluDocument4 pagesPETS Armado de IgluHenry MatosPas encore d'évaluation
- ANEXOVIDocument57 pagesANEXOVIYamil Sejas SuarezPas encore d'évaluation
- Aws D1.1 2010Document598 pagesAws D1.1 2010sergioPas encore d'évaluation
- Soldadura Arco Electrico y Electrodo Revestido IDocument174 pagesSoldadura Arco Electrico y Electrodo Revestido Ined123100% (3)
- Radiografia Level 2Document336 pagesRadiografia Level 2Henry Matos100% (2)
- 0e308 - Metodo Elastico-Peru - SPM PDFDocument46 pages0e308 - Metodo Elastico-Peru - SPM PDFHenry MatosPas encore d'évaluation
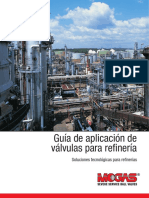
- Aplicaciones para RefineríaDocument28 pagesAplicaciones para RefineríaHenry MatosPas encore d'évaluation
- Manual de Soldadura - OERLIKONDocument287 pagesManual de Soldadura - OERLIKONRicardo Nicolás Barchetta92% (13)
- 3 Manual de Mantenimiento y Reparación de UN POLIDUCTO PERUDocument117 pages3 Manual de Mantenimiento y Reparación de UN POLIDUCTO PERUVTICONAQPas encore d'évaluation
- Propiedades Mecánicas de Un NuevoDocument134 pagesPropiedades Mecánicas de Un NuevoHenry MatosPas encore d'évaluation
- Tablas y gráficos de trituradoras y molinosDocument33 pagesTablas y gráficos de trituradoras y molinosnearlobo100% (1)
- Uniones Soldadas 2013-1Document15 pagesUniones Soldadas 2013-1julitoroncal100% (1)
- Ensayo Visual Parte 1Document49 pagesEnsayo Visual Parte 1Henry MatosPas encore d'évaluation
- Presentacion NDTDocument112 pagesPresentacion NDTdaburto2Pas encore d'évaluation
- Equivalencias AceroDocument21 pagesEquivalencias AceroLocoharold AZPas encore d'évaluation
- Manual de Soldadura Oerlikon Exsa S ADocument146 pagesManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Tema 7 Estructuras de AceroDocument35 pagesTema 7 Estructuras de AceroBienvenido LasagaPas encore d'évaluation
- Tarea EycDocument2 pagesTarea EycRT EspePas encore d'évaluation
- PRÁCTICA No. 2 PREPARACIÓN DE MEDIOS DE CULTIVO Y MÉTODOS DE SIEMBRA DE BACTERIASDocument9 pagesPRÁCTICA No. 2 PREPARACIÓN DE MEDIOS DE CULTIVO Y MÉTODOS DE SIEMBRA DE BACTERIASNeibeer Diaz100% (3)
- Categorias y SimbolosDocument3 pagesCategorias y SimboloswalterinosilvaPas encore d'évaluation
- Calculo de CloracionDocument12 pagesCalculo de CloracionSung Cuba OjedaPas encore d'évaluation
- 66-Herbicidad Formulaciones y AdyuvantesDocument28 pages66-Herbicidad Formulaciones y AdyuvantesAplicaciones EficacesPas encore d'évaluation
- Intensidad de Corriente EléctricaDocument6 pagesIntensidad de Corriente EléctricaJacobson JB100% (2)
- Presentacion V Analisis de Mordaza de PrensaDocument46 pagesPresentacion V Analisis de Mordaza de PrensaRaphael FeriaPas encore d'évaluation
- Cal-Pr-03 Inspeccion Por Liquidos PenetrantesDocument12 pagesCal-Pr-03 Inspeccion Por Liquidos PenetrantesMaxx Ccoñas RamosPas encore d'évaluation
- Mapa MentalDocument3 pagesMapa MentalDiego RMPas encore d'évaluation
- Sistema de UnidadesDocument8 pagesSistema de UnidadesJoaquin Celaya GarciaPas encore d'évaluation
- Alcantarilla Tipo CajonDocument6 pagesAlcantarilla Tipo CajonJ Pablo RuizPas encore d'évaluation
- C El Intercambio Gaseoso en PecesDocument2 pagesC El Intercambio Gaseoso en PecesRUTH VIVIANA BOZA FARFANPas encore d'évaluation
- Concreto II Final - ImpresionDocument31 pagesConcreto II Final - ImpresionJose Luis ClarosPas encore d'évaluation
- CRACKING de HidrocarburosDocument1 pageCRACKING de HidrocarburosCarolay Garcia100% (1)
- Curso intensivo de plásticos técnicas polimerizaciónDocument6 pagesCurso intensivo de plásticos técnicas polimerizaciónsmolztPas encore d'évaluation
- Transmisiones de Bandas Planas Aplicando La Teoria de Firbank 2013VDocument25 pagesTransmisiones de Bandas Planas Aplicando La Teoria de Firbank 2013VRaul_sbaPas encore d'évaluation
- Mantenimiento de Redes de Acueducto PDFDocument4 pagesMantenimiento de Redes de Acueducto PDFveromesaPas encore d'évaluation
- Viton Silicon NBRDocument7 pagesViton Silicon NBRECampos30Pas encore d'évaluation
- Pérdidas de energía en sistemas de tuberíasDocument7 pagesPérdidas de energía en sistemas de tuberíasEsteban Charria GironPas encore d'évaluation
- J13 - Busquet - Urg Endoscopicas - Cuerpos Extraños en Tubo DigestivoDocument61 pagesJ13 - Busquet - Urg Endoscopicas - Cuerpos Extraños en Tubo DigestivoguillermoPas encore d'évaluation
- Instructivo Gourmet PlusDocument2 pagesInstructivo Gourmet PlusDavid del Prado50% (2)
- Aditivos DescripcionDocument4 pagesAditivos DescripcionTRIBOQUIMIAPas encore d'évaluation
- NTC Criterios y Acciones 2017Document12 pagesNTC Criterios y Acciones 2017Pedro ManuelPas encore d'évaluation
- Practica 3Document21 pagesPractica 3Karlitha QuishpiPas encore d'évaluation
- Desajuste de PotenciaDocument5 pagesDesajuste de PotenciaAnonymous UvNIhx5Pas encore d'évaluation
- Calculo de Iluminacion de Cocina Por Metodo de LumenDocument3 pagesCalculo de Iluminacion de Cocina Por Metodo de LumenAlejandra SalazarPas encore d'évaluation
- Guía 5ta Práctica Análisis de AnionesDocument3 pagesGuía 5ta Práctica Análisis de AnionesiorujPas encore d'évaluation
- Tarea - Qa RDocument4 pagesTarea - Qa RGUILLERMO MALAVER RODRIGUEZPas encore d'évaluation
- Metabolitos secundarios fenólicos: cumarinas, lignanos, salicina y taninosDocument10 pagesMetabolitos secundarios fenólicos: cumarinas, lignanos, salicina y taninosJhanelyLizbethVasquezPas encore d'évaluation
- Premio Nobel Quimica PDFDocument12 pagesPremio Nobel Quimica PDF41rcrvlkkluf4Pas encore d'évaluation