Vous aimerez peut-être aussi
- PP OverviewDocument59 pagesPP OverviewLeiber J.Afonso A100% (1)
- Gestión de Compras. Manual de Usuario GESTION de COMPRAS. Page 1 of 82. Módulos - MM PURDocument82 pagesGestión de Compras. Manual de Usuario GESTION de COMPRAS. Page 1 of 82. Módulos - MM PURAlexPas encore d'évaluation
- Gantt Chart ExcelDocument4 pagesGantt Chart ExcelCarlos RomeroPas encore d'évaluation
- Efectuar Picking y EmbalarDocument11 pagesEfectuar Picking y EmbalarFredy GomezPas encore d'évaluation
- Implementación de Controles PresupuestariosDocument3 pagesImplementación de Controles PresupuestariosSergio CabralPas encore d'évaluation
- Biz Partner SAP FI - AlexanderDocument5 pagesBiz Partner SAP FI - AlexanderMarioideasPas encore d'évaluation
- Proyecto Portal de Proveedores Demo 26012021Document14 pagesProyecto Portal de Proveedores Demo 26012021Paola Nataly Rojas ColichónPas encore d'évaluation
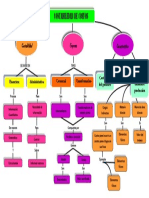
- NMX-EE-187-1985. DETERMINACIÓN DE CAPACIDAD EN ENVASES DE VIDRIODocument6 pagesNMX-EE-187-1985. DETERMINACIÓN DE CAPACIDAD EN ENVASES DE VIDRIOMarcos OntiverosPas encore d'évaluation
- YPF SAP OverviewDocument27 pagesYPF SAP OverviewMartin BelfioriPas encore d'évaluation
- Glosario de Terminos LogisticosDocument25 pagesGlosario de Terminos LogisticosAndrés PérezPas encore d'évaluation
- Ajab Cierre Ejercicio Activos FijosDocument15 pagesAjab Cierre Ejercicio Activos FijosJohanna GómezPas encore d'évaluation
- Tabla de Planeacion de CapacidadDocument49 pagesTabla de Planeacion de Capacidadfrancisco_zacariasPas encore d'évaluation
- Como Crear Un Cliente en SAPDocument14 pagesComo Crear Un Cliente en SAPambar10Pas encore d'évaluation
- BPS v1.27.0 - 03. Manual de UsuarioDocument42 pagesBPS v1.27.0 - 03. Manual de UsuarioArmando Lezama0% (1)
- MM Datos Maestros PrácticaDocument4 pagesMM Datos Maestros PrácticaALEJANDRA BENAVIDES CACERESPas encore d'évaluation
- Auditoria de Tablas Sap PDFDocument4 pagesAuditoria de Tablas Sap PDFYLEF25100% (1)
- Centros Beneficio Índices DatosDocument3 pagesCentros Beneficio Índices DatoslauraPas encore d'évaluation
- Tema 2-PP (Teoría), (Estructura Organizativa y Datos Maestros)Document49 pagesTema 2-PP (Teoría), (Estructura Organizativa y Datos Maestros)Erick Frank Dueñas Cudeña100% (1)
- 2023 FiCHA TECNICA JOY HBDocument2 pages2023 FiCHA TECNICA JOY HBTravel Del LlanoPas encore d'évaluation
- GUIA Portal WEB ProveedoresDocument13 pagesGUIA Portal WEB ProveedoresDavid SantosPas encore d'évaluation
- Guia Ejercicio 1.2Document7 pagesGuia Ejercicio 1.2Diana Ibeth OchoaPas encore d'évaluation
- Sap - Metodologia ASAPDocument11 pagesSap - Metodologia ASAPpedro2011hpPas encore d'évaluation
- Consultoria EcommerceDocument18 pagesConsultoria EcommerceOrlando Carhuamaca EspinozaPas encore d'évaluation
- Presentación 1 - ABAP - Diccionario de Datos V00 2021Document70 pagesPresentación 1 - ABAP - Diccionario de Datos V00 2021Jorge Alejandro Avilés MartínezPas encore d'évaluation
- Tesis Sap PolarDocument147 pagesTesis Sap PolarJuan QuinteroPas encore d'évaluation
- Formación SD Nivel InicialDocument10 pagesFormación SD Nivel InicialricardoizagPas encore d'évaluation
- 1ra SesionDocument30 pages1ra SesionJose A. MorenoPas encore d'évaluation
- SD Manual de Entrenamiento - IntroduccionDocument11 pagesSD Manual de Entrenamiento - IntroduccionIrvin Campos100% (1)
- SAP Hana para La Integración de Procesos de Negocio - 170312 - A (2021-02-PRE)Document7 pagesSAP Hana para La Integración de Procesos de Negocio - 170312 - A (2021-02-PRE)cynthia chavezPas encore d'évaluation
- Códigos de Transacciónaq para MRP (PP-MRP)Document3 pagesCódigos de Transacciónaq para MRP (PP-MRP)Jorge Acuña Luna100% (1)
- Crear documento adquisición SAPDocument24 pagesCrear documento adquisición SAPJuan Ramon Oliva SerranoPas encore d'évaluation
- Qm08-Lote Inspeccion RepetitivaDocument8 pagesQm08-Lote Inspeccion RepetitivaRuben CastroPas encore d'évaluation
- Manual de LSMWDocument36 pagesManual de LSMWestebanschaefferPas encore d'évaluation
- Manual Pedido de ComprasDocument21 pagesManual Pedido de ComprasAlexander FernandezPas encore d'évaluation
- C0stos ResumenDocument1 pageC0stos ResumenAnny RosendoPas encore d'évaluation
- GUIA METODOLOGICA DATOS MAESTROS SANIDAD - v1Document123 pagesGUIA METODOLOGICA DATOS MAESTROS SANIDAD - v1Rafael Giraldo Restrepo100% (1)
- Temario Fi 2020 1Document4 pagesTemario Fi 2020 1johnyelsolPas encore d'évaluation
- Curso SAP HCM UsuarioDocument11 pagesCurso SAP HCM UsuarioPedro AmayaPas encore d'évaluation
- Conceptos Básicos de SAPDocument22 pagesConceptos Básicos de SAPCharlie Rodríguez De AnguloPas encore d'évaluation
- Manual Sap PP Planificacion de Materiales CompradosDocument13 pagesManual Sap PP Planificacion de Materiales CompradosJAVIER EDWIN VIZARRES MEJIAPas encore d'évaluation
- Configurar clases mensajes pedidos SAPDocument6 pagesConfigurar clases mensajes pedidos SAPAlejandro MeloPas encore d'évaluation
- Crear lista materiales equipo IB11Document16 pagesCrear lista materiales equipo IB11Ruben CastroPas encore d'évaluation
- T01 SapDocument65 pagesT01 SapmarlyPas encore d'évaluation
- Navegación EspañolDocument27 pagesNavegación EspañolKarenziitah Katiuska Sosa RamirezPas encore d'évaluation
- Test Certificacion Oficial de Sap PPDocument4 pagesTest Certificacion Oficial de Sap PPVillacid De CamposPas encore d'évaluation
- Temario Curso Configuración Módulo CODocument3 pagesTemario Curso Configuración Módulo COCasimiro HernandezPas encore d'évaluation
- Material Curso HRDocument94 pagesMaterial Curso HRJorge Lorente SánchezPas encore d'évaluation
- Recomendaciones Cuando La Aplicación SAP Business One Se Cierra de Forma InesperadaDocument5 pagesRecomendaciones Cuando La Aplicación SAP Business One Se Cierra de Forma InesperadaSanto AdvincolaPas encore d'évaluation
- PDF 04 - Curso Key User SAP PP S4HANADocument41 pagesPDF 04 - Curso Key User SAP PP S4HANAIsrael GarduñoPas encore d'évaluation
- Prpresentacion Power Bi 1Document48 pagesPrpresentacion Power Bi 1veila martinezPas encore d'évaluation
- Manual CAP-SAP FI-AR Adm Maestro AR - SmartDocument54 pagesManual CAP-SAP FI-AR Adm Maestro AR - Smartcasimirox6224Pas encore d'évaluation
- Analytics SAP HANADocument11 pagesAnalytics SAP HANAAlex Neira JPas encore d'évaluation
- Administración Estratégica de La Capacidad de ProducciónDocument32 pagesAdministración Estratégica de La Capacidad de ProducciónFio_martinaPas encore d'évaluation
- 6 - Capacidad - Planeamiento v5Document38 pages6 - Capacidad - Planeamiento v5Joel Wilmer Lòpez AlvaradoPas encore d'évaluation
- CapacidadDocument28 pagesCapacidadtania vanessa marin quimbayaPas encore d'évaluation
- Ses.10 CAPACIDAD PDFDocument55 pagesSes.10 CAPACIDAD PDFAlexandraVillaQuispePas encore d'évaluation
- CAPACIDADDocument31 pagesCAPACIDADEmiro Alberto Trujillo VelezPas encore d'évaluation
- Clase 2 - Capacidad de ProduccionDocument25 pagesClase 2 - Capacidad de ProduccionNicole Del Pilar Levano ConchaPas encore d'évaluation
- Planeación estratégica de capacidad productivaDocument31 pagesPlaneación estratégica de capacidad productivaRomel Hammerlin Diaz RamosPas encore d'évaluation
- Sesión 7 - Capacidad de PlantaDocument17 pagesSesión 7 - Capacidad de PlantaEduardo Fung EspinozaPas encore d'évaluation
- Micro 1Document5 pagesMicro 1CesarS 0100% (3)
- Economia Examen FinalDocument7 pagesEconomia Examen FinalSluchevy100% (2)
- Proyecto Cuy Principe Dorado Eirl 9 03okok 8Document135 pagesProyecto Cuy Principe Dorado Eirl 9 03okok 8bernardo callePas encore d'évaluation
- Importación de Vinos Del Mercado ArgentinoDocument41 pagesImportación de Vinos Del Mercado ArgentinoMorgan Zuzunaga La Rosa100% (1)
- Parte 6 y 7-Casos EmpresarialesDocument20 pagesParte 6 y 7-Casos EmpresarialesBere Portillo100% (4)
- Propuesta de plan de publicidad online para aumentar tráfico, ventas y comunidad en RRSSDocument16 pagesPropuesta de plan de publicidad online para aumentar tráfico, ventas y comunidad en RRSSJulio Vasquez FarroPas encore d'évaluation
- Guia 3Document30 pagesGuia 3Mateo Aldana100% (1)
- Manual de Politicas DirectorasDocument89 pagesManual de Politicas DirectorasAlexander MuñozPas encore d'évaluation
- Caso Práctico Completo de Auditoria OperativaDocument25 pagesCaso Práctico Completo de Auditoria OperativaRosamaria Alejandro Tamayo65% (17)
- Diagnostico Hyundautos S.A.SDocument58 pagesDiagnostico Hyundautos S.A.SSEBASTIANPas encore d'évaluation
- MicrolocalizacionDocument3 pagesMicrolocalizacionDavid RamirezPas encore d'évaluation
- Cómo Se Redacta Un Plan de NegociosDocument3 pagesCómo Se Redacta Un Plan de NegociosMICHAEL STEVEN AVENDA�O BELL�NPas encore d'évaluation
- Administracion de Ventas 2 TAREA #3Document6 pagesAdministracion de Ventas 2 TAREA #3jbritoPas encore d'évaluation
- Resumen 1er Parcial MKTDocument24 pagesResumen 1er Parcial MKTPaulina Cunill MartinezPas encore d'évaluation
- Evaluación de marketing avanzado unidad 2 asturiasDocument8 pagesEvaluación de marketing avanzado unidad 2 asturiasJair Rincon100% (1)
- Roles de Participación en Plan de NegociosDocument4 pagesRoles de Participación en Plan de NegociosJessicaCruzPas encore d'évaluation
- Repaso de MarketingDocument7 pagesRepaso de MarketingValeria SánchezPas encore d'évaluation
- Plan de Negocios Centro Boutique Iyu JagiDocument30 pagesPlan de Negocios Centro Boutique Iyu JagiOscar Andrés Hurtado HurtadoPas encore d'évaluation
- Presentación 2 Proyecto FinalDocument21 pagesPresentación 2 Proyecto FinalJonathan ChavarriaPas encore d'évaluation
- TFG-N. 562 p1Document45 pagesTFG-N. 562 p1Alejandro Fernandez LaraPas encore d'évaluation
- Capitulo 1 Desarrollo de Productos PDFDocument61 pagesCapitulo 1 Desarrollo de Productos PDFLilian MuñozPas encore d'évaluation
- Manual Sage CRM 7.1 Guía Del UsuarioDocument340 pagesManual Sage CRM 7.1 Guía Del UsuarioTreedata TdPas encore d'évaluation
- Galletas NutrisemillasDocument78 pagesGalletas Nutrisemillasromarcd camascaPas encore d'évaluation
- Proyecto de Diseño y Construccion de Estanques para Piscicultura Carlos LimpiaDocument104 pagesProyecto de Diseño y Construccion de Estanques para Piscicultura Carlos LimpiaCarlos Eduardo Zamora Pinto80% (5)
- Formato Diagnostico EmpresarialDocument5 pagesFormato Diagnostico Empresarialandres espinosaPas encore d'évaluation
- CAPTACION DE INMUEBLES INDIVIDUALES COCHApdfDocument26 pagesCAPTACION DE INMUEBLES INDIVIDUALES COCHApdfLuis Alberto Diaz CéspedesPas encore d'évaluation
- EFSRTDocument3 pagesEFSRTDuilio NinaPas encore d'évaluation
- Evidencia 3 CadenaDocument52 pagesEvidencia 3 CadenaLuis ArangoPas encore d'évaluation
- Fusion Perfecta o DebacleDocument5 pagesFusion Perfecta o DebacleReinaldo Rodríguez MoraPas encore d'évaluation
- Formato de Plan de Negocio CrearDocument15 pagesFormato de Plan de Negocio CrearAndrwsPas encore d'évaluation