Vous aimerez peut-être aussi
- Manufacturing Processes-I (TA 201A) : 6 Credit CourseDocument44 pagesManufacturing Processes-I (TA 201A) : 6 Credit Coursejamessupermann1Pas encore d'évaluation
- PLANAR AND DENDRITIC GROWTH IN METAL CASTINGDocument30 pagesPLANAR AND DENDRITIC GROWTH IN METAL CASTINGMicky SahuPas encore d'évaluation
- Chapter9 EscabarteDocument30 pagesChapter9 EscabarteDarwin CruzPas encore d'évaluation
- Micro Segragation During Billet CastingDocument6 pagesMicro Segragation During Billet CastingNAUMAN AKHTARPas encore d'évaluation
- 3 1and3 2Document110 pages3 1and3 2MPRajPas encore d'évaluation
- Sintering of PowdersDocument51 pagesSintering of PowdersradhePas encore d'évaluation
- Surface & Sub Surface Control of Cast Iron ComponentsDocument22 pagesSurface & Sub Surface Control of Cast Iron ComponentsAditya PratapPas encore d'évaluation
- Segregation and Compositional Defects in CastingDocument14 pagesSegregation and Compositional Defects in CastingRupchanda BarmanPas encore d'évaluation
- Casting in Manufacturing ProcessesDocument106 pagesCasting in Manufacturing ProcessesAhsan MukhtarPas encore d'évaluation
- Start-Up Phase Modeling of Semi Continuous Casting Process of Brass BilletsDocument6 pagesStart-Up Phase Modeling of Semi Continuous Casting Process of Brass BilletsNaeemSiddiquiPas encore d'évaluation
- Die Casting and New RheocastingDocument19 pagesDie Casting and New RheocastingUgur Kaya100% (1)
- Jeffries ThabangDocument10 pagesJeffries ThabangndumisoPas encore d'évaluation
- PPC As TingDocument10 pagesPPC As TingAlberto Oceguera OchoaPas encore d'évaluation
- Lec 3 Casting and Solidification Change (Compatibility Mode)Document47 pagesLec 3 Casting and Solidification Change (Compatibility Mode)Muhammad UsmanPas encore d'évaluation
- FORGINGDocument42 pagesFORGINGHarkirat SinghPas encore d'évaluation
- Lecture Notes IIDocument71 pagesLecture Notes IITuğbaPas encore d'évaluation
- Casting Processes CompleteDocument49 pagesCasting Processes CompleteRavi KumarPas encore d'évaluation
- Olaf Zöllner - ChupagemDocument41 pagesOlaf Zöllner - Chupagemkishxcx100% (1)
- Feeder Design & AnalysisDocument18 pagesFeeder Design & Analysismecaunidos7771Pas encore d'évaluation
- SinteringDocument57 pagesSinteringAbhinav ReddyPas encore d'évaluation
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharPas encore d'évaluation
- Basic of Metal CastingDocument80 pagesBasic of Metal CastingJayant ChaudhariPas encore d'évaluation
- Casting (Metalworking) : Navigation SearchDocument21 pagesCasting (Metalworking) : Navigation SearchMark Bacus OgosPas encore d'évaluation
- CastingDocument42 pagesCastingmusthak786Pas encore d'évaluation
- lectut-MTN-304-pdf-Sintering All Slides - 1st April PDFDocument107 pageslectut-MTN-304-pdf-Sintering All Slides - 1st April PDFDevashish MeenaPas encore d'évaluation
- FUNDAMENTALS OF METAL CASTING (Autosaved)Document45 pagesFUNDAMENTALS OF METAL CASTING (Autosaved)İREM TaşlıPas encore d'évaluation
- Casting - Lec 2.2Document17 pagesCasting - Lec 2.2Ahmed MahmoudPas encore d'évaluation
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousPas encore d'évaluation
- How To Minimize Defects by Adjusting The Reflow Profile PDFDocument4 pagesHow To Minimize Defects by Adjusting The Reflow Profile PDFTiffany FergusonPas encore d'évaluation
- Unit 3Document42 pagesUnit 3Anup M UpadhyayaPas encore d'évaluation
- CastingDocument118 pagesCastingLokesh100% (4)
- 2 SinteringDocument32 pages2 SinteringGopikaPas encore d'évaluation
- Fundamentals of Metal CastingDocument39 pagesFundamentals of Metal CastingYASHFEEN AYUBBPas encore d'évaluation
- Metals 12 01807 v2Document18 pagesMetals 12 01807 v2Samuel DiasPas encore d'évaluation
- Question Paper Code: 31557Document26 pagesQuestion Paper Code: 31557Anson AntonyPas encore d'évaluation
- Lecture - 9 Fettling and Casting DefectsDocument43 pagesLecture - 9 Fettling and Casting DefectsSara KiPas encore d'évaluation
- Solidification of Metal and AlloysDocument19 pagesSolidification of Metal and AlloysAkshaj NevgiPas encore d'évaluation
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamPas encore d'évaluation
- Riser DesignsDocument6 pagesRiser Designscharuatre100% (1)
- Reflow SolderingDocument6 pagesReflow Solderingputut margandonoPas encore d'évaluation
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanPas encore d'évaluation
- Heat Transfer Model Predicts Continuous Slab CastingDocument60 pagesHeat Transfer Model Predicts Continuous Slab CastingGarapati MurarjiPas encore d'évaluation
- Fundamentals of Metal Casting: Qualitative ProblemsDocument14 pagesFundamentals of Metal Casting: Qualitative ProblemsEspen KolåsPas encore d'évaluation
- Solutions MSc January 2020 Solidification and GatingDocument6 pagesSolutions MSc January 2020 Solidification and GatingshanthakumargcPas encore d'évaluation
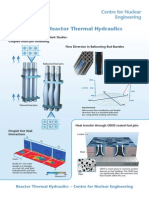
- Nuclear Reactor Thermal HydraulicsDocument2 pagesNuclear Reactor Thermal HydraulicsIkram Ullah KhanPas encore d'évaluation
- Contoh Model Matematika Dalam Heat TransferDocument39 pagesContoh Model Matematika Dalam Heat TransferADITYA RAHMANPas encore d'évaluation
- Chapter 2Document8 pagesChapter 2majodavis75Pas encore d'évaluation
- Metal Casting & Welding 15Me35ADocument20 pagesMetal Casting & Welding 15Me35A01061975Pas encore d'évaluation
- Metal Casting Technology OverviewDocument4 pagesMetal Casting Technology OverviewTasnim ArifPas encore d'évaluation
- Chapter 5Document14 pagesChapter 5Phuc Truong DucPas encore d'évaluation
- Crucible DataDocument32 pagesCrucible DataKeith HallPas encore d'évaluation
- Fundamentals of Metal Casting ProcessesDocument37 pagesFundamentals of Metal Casting ProcessesSachin RanaPas encore d'évaluation
- The Fabrication of Materials: Materials TechnologyD'EverandThe Fabrication of Materials: Materials TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- Advanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingD'EverandAdvanced Materials '93: Ceramics, Powders, Corrosion and Advanced ProcessingShigeyuki SomiyaPas encore d'évaluation
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesD'EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesPas encore d'évaluation
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesD'EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesPas encore d'évaluation
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldD'EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldÉvaluation : 3 sur 5 étoiles3/5 (2)
- Advances in Contact Angle, Wettability and Adhesion, Volume 3D'EverandAdvances in Contact Angle, Wettability and Adhesion, Volume 3Pas encore d'évaluation
- Superficial ConclusionDocument49 pagesSuperficial ConclusionIngrid ParissPas encore d'évaluation
- India An Archaeological History Palaeolithic Beginnings To Early Historic Foundations (Dilip K. Chakrabarti) (Z-Library)Document437 pagesIndia An Archaeological History Palaeolithic Beginnings To Early Historic Foundations (Dilip K. Chakrabarti) (Z-Library)soumadri.2023.1301Pas encore d'évaluation
- MI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationDocument15 pagesMI 276 Rev B - Conversion of Turbochargers For Opposite Engine RotationJesse BarnettPas encore d'évaluation
- Mock DataDocument56 pagesMock DataAnonymous O2bvbOuPas encore d'évaluation
- BA 302 Lesson 3Document26 pagesBA 302 Lesson 3ピザンメルビンPas encore d'évaluation
- Calibration Method For Misaligned Catadioptric CameraDocument8 pagesCalibration Method For Misaligned Catadioptric CameraHapsari DeviPas encore d'évaluation
- Kuliah 1 - Konservasi GeologiDocument5 pagesKuliah 1 - Konservasi GeologiFerdianPas encore d'évaluation
- Subject and Content NotesDocument52 pagesSubject and Content NotesJoe Carl CastilloPas encore d'évaluation
- Unit 3.1 - Hydrostatic ForcesDocument29 pagesUnit 3.1 - Hydrostatic ForcesIshmael MvunyiswaPas encore d'évaluation
- Scan & Pay Jio BillDocument22 pagesScan & Pay Jio BillsumeetPas encore d'évaluation
- Conductivity NickelDocument2 pagesConductivity Nickelkishormujumdar998Pas encore d'évaluation
- Saes H 201Document9 pagesSaes H 201heartbreakkid132Pas encore d'évaluation
- Unit 5 - Assessment of One'S Teaching Practice: Universidad de ManilaDocument15 pagesUnit 5 - Assessment of One'S Teaching Practice: Universidad de ManilaDoc Joey100% (3)
- Astm A105, A105mDocument5 pagesAstm A105, A105mMike Dukas0% (1)
- Stage TwoDocument34 pagesStage TwoThar LattPas encore d'évaluation
- CEILING BOARDING GUIDEDocument5 pagesCEILING BOARDING GUIDEahahPas encore d'évaluation
- 31 Legacy of Ancient Greece (Contributions)Document10 pages31 Legacy of Ancient Greece (Contributions)LyrePas encore d'évaluation
- It 7sem Unit Ii IotDocument10 pagesIt 7sem Unit Ii IotMaitrayee SulePas encore d'évaluation
- Sea Cities British English Teacher Ver2Document6 pagesSea Cities British English Teacher Ver2Kati T.Pas encore d'évaluation
- Maytag MDG78PN SpecificationsDocument2 pagesMaytag MDG78PN Specificationsmairimsp2003Pas encore d'évaluation
- Proposed - TIA - 1392 - NFPA - 221Document2 pagesProposed - TIA - 1392 - NFPA - 221Junior TorrejónPas encore d'évaluation
- Production of Formaldehyde From MethanolDocument200 pagesProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- E Requisition SystemDocument8 pagesE Requisition SystemWaNi AbidPas encore d'évaluation
- Hyd Schematic 2658487205 - 005Document3 pagesHyd Schematic 2658487205 - 005Angelo Solorzano100% (2)
- Engine Controls (Powertrain Management) - ALLDATA RepairDocument5 pagesEngine Controls (Powertrain Management) - ALLDATA RepairXavier AlvarezPas encore d'évaluation
- Rules For Assigning Activity Points: Apj Abdul Kalam Technological UniversityDocument6 pagesRules For Assigning Activity Points: Apj Abdul Kalam Technological UniversityAnonymous KyLhn6Pas encore d'évaluation
- Reflecting on UPHSD's Mission, Vision, and Core ValuesDocument3 pagesReflecting on UPHSD's Mission, Vision, and Core ValuesBia N Cz100% (1)
- Whirlpool FL 5064 (ET)Document8 pagesWhirlpool FL 5064 (ET)long_kongo100% (1)
- Laser Module 5Document25 pagesLaser Module 5Luis Enrique B GPas encore d'évaluation
- Comparison of Waste-Water Treatment Using Activated Carbon and Fullers Earth - A Case StudyDocument6 pagesComparison of Waste-Water Treatment Using Activated Carbon and Fullers Earth - A Case StudyDEVESH SINGH100% (1)