Vous aimerez peut-être aussi
- Recubrimientos SuperficialesDocument41 pagesRecubrimientos Superficialescarlitos_peruanoPas encore d'évaluation
- Ensayo de TempleDocument15 pagesEnsayo de TempleJherson Quico VilcaPas encore d'évaluation
- 11 FundicionDocument34 pages11 FundicionAndrés HerreraPas encore d'évaluation
- Procesos de FundicionDocument37 pagesProcesos de FundicionAlexis Reyes100% (1)
- Proceso Moldeado en ArenaDocument16 pagesProceso Moldeado en Arenajosuedanny0077jdPas encore d'évaluation
- Clasificación de Los Proceso de ManufacturaDocument9 pagesClasificación de Los Proceso de ManufacturaUriel RuizPas encore d'évaluation
- Variables FundicionDocument13 pagesVariables FundicionWilson Tafur Preciado0% (2)
- Cementacion (Procesos de Fabricación)Document3 pagesCementacion (Procesos de Fabricación)Luis Enrique Sandoval GuerreroPas encore d'évaluation
- Fundicion CentrifugaDocument9 pagesFundicion CentrifugaJuan CurveloPas encore d'évaluation
- Introduccion de ForjaDocument13 pagesIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- 1.1 Proceso Tecnologico Del Hierro Primera FusionDocument15 pages1.1 Proceso Tecnologico Del Hierro Primera FusionAlonso BeltranPas encore d'évaluation
- Inv. 1 Acabados SuperficialesDocument14 pagesInv. 1 Acabados SuperficialesMarissaReyesPas encore d'évaluation
- Examen Unidad 1Document3 pagesExamen Unidad 1juanPas encore d'évaluation
- Afino Del AceroDocument34 pagesAfino Del AceroRodrigo DorantesPas encore d'évaluation
- Tratamientos Térmicos y TermoquímicosDocument17 pagesTratamientos Térmicos y TermoquímicosCarlosAlbertoXicohtécatlZárate100% (1)
- Fundicion Al Vacio CompletoDocument15 pagesFundicion Al Vacio CompletoStyven Cardenas100% (1)
- Tipo de TempleDocument4 pagesTipo de TempleLeonel Goudett PuesmePas encore d'évaluation
- Cianuración y CarbonitruraciónDocument5 pagesCianuración y CarbonitruraciónLinda Zapata100% (1)
- Tratamiento Termoquimicos (Cementado y Sulfinizado)Document11 pagesTratamiento Termoquimicos (Cementado y Sulfinizado)Jose Rogelio Navarro GarciaPas encore d'évaluation
- Deformacion Plastica en Los MetalesDocument13 pagesDeformacion Plastica en Los Metalesbgjhon0% (1)
- Semana 6 Fresadora - EjerciciosDocument24 pagesSemana 6 Fresadora - EjerciciosJulio Marcelo Gutierrez FlorezPas encore d'évaluation
- Horno de CrisolDocument22 pagesHorno de Crisolamaurimejia50% (6)
- Tratamientos Termoquímicos IntroducciónDocument12 pagesTratamientos Termoquímicos IntroducciónTonny PerezPas encore d'évaluation
- Obtención Del AceroDocument21 pagesObtención Del Acerolucyerelia0Pas encore d'évaluation
- PULIDODocument14 pagesPULIDOAna ElianPas encore d'évaluation
- Preguntas CepilladorasDocument2 pagesPreguntas Cepilladorashazel100% (1)
- Procesos Que Cambian de Superficie de Material Metalurgico AleeeDocument5 pagesProcesos Que Cambian de Superficie de Material Metalurgico AleeeJulieta VarelaPas encore d'évaluation
- Tratamiento Termico Del AceroDocument4 pagesTratamiento Termico Del Aceromalemar92100% (2)
- Soldadura Blanda y FuerteDocument33 pagesSoldadura Blanda y FuerteAmaya CreaciónPas encore d'évaluation
- Trabajo de Investigación de Unidad I Proceso de Obtención Del Hierro y El AceroDocument17 pagesTrabajo de Investigación de Unidad I Proceso de Obtención Del Hierro y El AceroMargarita Irene100% (1)
- Examen Resuelto Procesos de Mecanización PDFDocument4 pagesExamen Resuelto Procesos de Mecanización PDFDanny Olmedo TorresPas encore d'évaluation
- Presentacion de Tratamientos TermicosDocument15 pagesPresentacion de Tratamientos TermicosEly MeléndezPas encore d'évaluation
- Procesamiento de CermetsDocument11 pagesProcesamiento de CermetsMarcela MPas encore d'évaluation
- Unidad 1. Introducción A Los Procesos de FabricaciónDocument17 pagesUnidad 1. Introducción A Los Procesos de FabricaciónIsmael PinedaPas encore d'évaluation
- Cuchara de Colada. Lingotes. FundicionesDocument29 pagesCuchara de Colada. Lingotes. FundicionesMaría Claudia Rosales ContrerasPas encore d'évaluation
- Proceso de Fundición Por Molde Fijo-Permanente-RecuperableDocument29 pagesProceso de Fundición Por Molde Fijo-Permanente-RecuperableRubén Castillo100% (1)
- Diferentes Tipos de Hornos de RevenidoDocument5 pagesDiferentes Tipos de Hornos de Revenidoray manuelPas encore d'évaluation
- Procesos de FundiciónDocument54 pagesProcesos de FundiciónRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Horno de Hogar AbiertoDocument11 pagesHorno de Hogar AbiertoDany Hernández RgzPas encore d'évaluation
- Fundición en Moldes Permanentes y DesechablesDocument15 pagesFundición en Moldes Permanentes y DesechablesCarlos Antonio Fernández SalazarPas encore d'évaluation
- EXTRUSIONDocument15 pagesEXTRUSIONCharli Garcia TorresPas encore d'évaluation
- Proceso de Doblado (Completo Final)Document7 pagesProceso de Doblado (Completo Final)Capavi CapabaPas encore d'évaluation
- Analisis de Operaciones Del MartilloDocument3 pagesAnalisis de Operaciones Del MartilloAVRILPas encore d'évaluation
- Procesos de Fundicion y Vaciado de Materiales FerrososDocument22 pagesProcesos de Fundicion y Vaciado de Materiales FerrososJona MayorgaPas encore d'évaluation
- Fundición HuecaDocument2 pagesFundición HuecaIVAN MEDKJPas encore d'évaluation
- Selección Métodos de EnsambleDocument9 pagesSelección Métodos de EnsambleJessamin Lopez PalaciosPas encore d'évaluation
- Proceso LDDocument8 pagesProceso LDBoris GuerreroPas encore d'évaluation
- Compacte Latas de Aluminio Con Ayuda de Una CompactadoraDocument29 pagesCompacte Latas de Aluminio Con Ayuda de Una CompactadoraKenneth0% (1)
- Práctica 8 Molde de Arena VerdeDocument5 pagesPráctica 8 Molde de Arena VerdeGlendy ZamarPas encore d'évaluation
- Taller de Tratamientos TermicosDocument11 pagesTaller de Tratamientos TermicosUriel Carbal Ortega100% (1)
- PreguntasDocument4 pagesPreguntasYordy Sánchez0% (1)
- Procesos de Manufactura de Materiales PolímerosDocument5 pagesProcesos de Manufactura de Materiales PolímerosALAN KENET ABITIA GONZALEZPas encore d'évaluation
- Procesamiento Por FusiónDocument2 pagesProcesamiento Por FusiónYisus GómezPas encore d'évaluation
- Herramientas Utilizadas en La FundiciónDocument3 pagesHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De Gyves50% (2)
- Introducción Acero 11-5 (Autoguardado)Document15 pagesIntroducción Acero 11-5 (Autoguardado)Jorge SilvaPas encore d'évaluation
- Normalizado PresentacionDocument17 pagesNormalizado PresentacionAlex Omar GuamánPas encore d'évaluation
- Introduccion Al EsmeriladoDocument2 pagesIntroduccion Al EsmeriladoSebastian Avendaño100% (2)
- Afino Del AceroDocument4 pagesAfino Del AceroBRN LSPas encore d'évaluation
- Procesos de FabricacionDocument11 pagesProcesos de FabricacionAmayrani CarmonaPas encore d'évaluation
- Diapositivas FundicionesDocument12 pagesDiapositivas FundicionesRoberto BerdejaPas encore d'évaluation
- Mecanización Agrícola 8 CincelDocument13 pagesMecanización Agrícola 8 CincelRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conferencia No8 PDFDocument15 pagesConferencia No8 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conferencia No11 PDFDocument24 pagesConferencia No11 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conferencia No10 PDFDocument15 pagesConferencia No10 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conferencia No7Document7 pagesConferencia No7Rodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conferencia No9 PDFDocument31 pagesConferencia No9 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Introducción A La Ingeniería AgrícolaDocument39 pagesIntroducción A La Ingeniería AgrícolaRodolfo Augusto Guerrero Reyes100% (1)
- Mecanización Agrícola 4 Arados, SubsoladorDocument15 pagesMecanización Agrícola 4 Arados, SubsoladorRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Mecanización Agrícola 7 RotobatorDocument11 pagesMecanización Agrícola 7 RotobatorRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Mecanización Agrícola 2Document10 pagesMecanización Agrícola 2Rodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Mecanización Agrícola 3 ChapeadorasDocument12 pagesMecanización Agrícola 3 ChapeadorasRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Proyeccionesytiposdevistas 100421110524 Phpapp01 PDFDocument29 pagesProyeccionesytiposdevistas 100421110524 Phpapp01 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Mecanización Agrícola 6 DiscoDocument21 pagesMecanización Agrícola 6 DiscoRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Mecanización Agrícola 0Document12 pagesMecanización Agrícola 0Rodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Recovered PDF 156 PDFDocument16 pagesRecovered PDF 156 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Ejes TransparenciasDocument0 pageEjes Transparenciaschrsolveg27Pas encore d'évaluation
- Normalizacion en Dibujo Tecnico de SoldaduraDocument13 pagesNormalizacion en Dibujo Tecnico de SoldaduraXander HingisPas encore d'évaluation
- Recovered PDF 159 PDFDocument12 pagesRecovered PDF 159 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Recovered PDF 212 PDFDocument9 pagesRecovered PDF 212 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Ingeniería Civil de Minas11111Document5 pagesIngeniería Civil de Minas11111Rodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Recovered PDF 155 PDFDocument16 pagesRecovered PDF 155 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Hidrologia CuencasDocument16 pagesHidrologia CuencasJose Miguel Arroba CastroPas encore d'évaluation
- Cap06 PDFDocument2 pagesCap06 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- 1153 Ca PDFDocument1 page1153 Ca PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Recovered PDF 158 PDFDocument16 pagesRecovered PDF 158 PDFRodolfo Augusto Guerrero ReyesPas encore d'évaluation
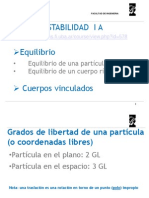
- Equlibrio Cuerpos Vinculados 2013 1Document60 pagesEqulibrio Cuerpos Vinculados 2013 1renedavidPas encore d'évaluation
- Inoculantes y NodulizantesDocument6 pagesInoculantes y NodulizantesRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Centroides e InerciaDocument38 pagesCentroides e InerciaWilliams David PerezPas encore d'évaluation
- Ejercicios Modalidad Mecanica GeneralDocument2 pagesEjercicios Modalidad Mecanica GeneralRodolfo Augusto Guerrero ReyesPas encore d'évaluation
- Conjuntos y DespiecesDocument19 pagesConjuntos y Despiecescbbenites189190% (30)
- Principios Fundamentales para El Trabajo, Seleccion AEDocument89 pagesPrincipios Fundamentales para El Trabajo, Seleccion AERossell Abarca QuispePas encore d'évaluation
- S3 TECNOLOGIA DE MATERIALES - Propiedades de Los MaterialesDocument6 pagesS3 TECNOLOGIA DE MATERIALES - Propiedades de Los MaterialesGabriela FloresPas encore d'évaluation
- Proceso Productivo Del CobreDocument21 pagesProceso Productivo Del CobreAlexander Jimenez100% (1)
- Ensayo. Los MetalesDocument3 pagesEnsayo. Los MetalesErandi BarreraPas encore d'évaluation
- Glosario TerminosDocument14 pagesGlosario TerminosYÓNATHAN DAVID DE LEÓN ESCOTPas encore d'évaluation
- Soldadura Por CosturaDocument6 pagesSoldadura Por CosturaAna Victoria CéspedesPas encore d'évaluation
- Geoquimica Del LitioDocument10 pagesGeoquimica Del LitioDavid Bolívar FigueroaPas encore d'évaluation
- Lab 5B Protección Catódica Por Ánodos de Sacrificio y Sistemas de PinturaDocument20 pagesLab 5B Protección Catódica Por Ánodos de Sacrificio y Sistemas de PinturaJerson Llanqui NuñesPas encore d'évaluation
- Uniones AtornilladasDocument48 pagesUniones AtornilladasJefferson Elmer Arias MalpartidaPas encore d'évaluation
- Pets 018-Proceso de Soldadura Por Arco ElectricoDocument2 pagesPets 018-Proceso de Soldadura Por Arco Electricoleslie torres riveraPas encore d'évaluation
- Catalogos KLINGSPOR Espanol SIN PRECIOS 2018Document356 pagesCatalogos KLINGSPOR Espanol SIN PRECIOS 2018Cesar ChavzamPas encore d'évaluation
- Tema 1 Estructura AtomicaDocument7 pagesTema 1 Estructura AtomicaReyna TarquiPas encore d'évaluation
- Materiales Sistema de AporticadoDocument16 pagesMateriales Sistema de AporticadoivanPas encore d'évaluation
- Plantilla de Informe Unsa-Facultad Prod. Serv.Document20 pagesPlantilla de Informe Unsa-Facultad Prod. Serv.EDUARDO EUGENIO ALATA ORMENOPas encore d'évaluation
- Manual Tecnico de Electrodos AJUSTADO 4.0Document117 pagesManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- Lista de Precios UAN 2024.Document9 pagesLista de Precios UAN 2024.Dayhan UrregoPas encore d'évaluation
- Joyeria - Clases Paso A PasoDocument22 pagesJoyeria - Clases Paso A PasoFelix VargasPas encore d'évaluation
- AluminioDocument55 pagesAluminioEstebanPas encore d'évaluation
- A. Herramientas de FresadoDocument6 pagesA. Herramientas de FresadoRolando GarcíaPas encore d'évaluation
- Catalogo ElectricidadDocument177 pagesCatalogo ElectricidadjonPas encore d'évaluation
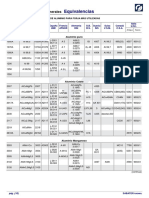
- ALUMINIOS Cuadros Generales Equivalencias PDFDocument2 pagesALUMINIOS Cuadros Generales Equivalencias PDFBachoPas encore d'évaluation
- Monografia de CoqueDocument10 pagesMonografia de CoquePablo DavidPas encore d'évaluation
- Metales y No MetalesDocument3 pagesMetales y No Metales5.1.5 OrbePas encore d'évaluation
- Minera Santa LuciaDocument39 pagesMinera Santa Luciaanon_674237049Pas encore d'évaluation
- Cuadro Comparativo Procesos de ManufacturaDocument4 pagesCuadro Comparativo Procesos de ManufacturafroyPas encore d'évaluation
- 7.6-1 HerreriaDocument4 pages7.6-1 HerreriaYajaira IriartePas encore d'évaluation
- Msds BronceDocument2 pagesMsds Bronceruben_hugo_fernandez100% (1)
- Nomenglaturas de Puestos JM Romo Abril 2015Document21 pagesNomenglaturas de Puestos JM Romo Abril 2015Juan Martin Oropeza100% (1)
- WPQ 202-20-1 PDFDocument2 pagesWPQ 202-20-1 PDFantony bolivarPas encore d'évaluation
- Solucion Problema 2Document1 pageSolucion Problema 2lol jajaPas encore d'évaluation