Vous aimerez peut-être aussi
- Activity Design ScoutingDocument10 pagesActivity Design ScoutingHoneyjo Nette100% (9)
- LMA Guide to London Market ProcessingDocument65 pagesLMA Guide to London Market ProcessingNanthawat Babybeb100% (1)
- Analysis of Servqual ModelDocument7 pagesAnalysis of Servqual Modelvineet soodPas encore d'évaluation
- Servqual RestaurantDocument7 pagesServqual Restaurantkristine100% (11)
- Service Encounter Report by Sumair AliDocument13 pagesService Encounter Report by Sumair AliRohail SiddiquePas encore d'évaluation
- Solution Chapter 13 - Advanced Accounting II 2014 by DayagDocument30 pagesSolution Chapter 13 - Advanced Accounting II 2014 by DayagCindy Pausanos Paradela40% (5)
- Chapter01.the Changing Role of Managerial Accounting in A Dynamic Business EnvironmentDocument13 pagesChapter01.the Changing Role of Managerial Accounting in A Dynamic Business EnvironmentEleia Cruz 吳玉青100% (2)
- Assignment 1 - Tiered LessonDocument15 pagesAssignment 1 - Tiered Lessonapi-320736246Pas encore d'évaluation
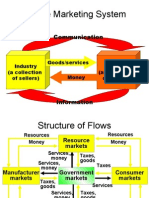
- Simple Marketing System: CommunicationDocument26 pagesSimple Marketing System: CommunicationAshish LallPas encore d'évaluation
- Operations ManagementDocument29 pagesOperations ManagementumairPas encore d'évaluation
- NU Laguna SWOT AnalysisDocument2 pagesNU Laguna SWOT AnalysisChristhian Jhoseph GeronimoPas encore d'évaluation
- Factors Trends Opportunities Threats: PESTEL Analysis of Toyota Indus, Opportunities and Threats For The OrganizationDocument2 pagesFactors Trends Opportunities Threats: PESTEL Analysis of Toyota Indus, Opportunities and Threats For The OrganizationWaleed KhalidPas encore d'évaluation
- Capital Budgeting AnalysisDocument6 pagesCapital Budgeting AnalysisSufyan Ashraf100% (1)
- Big Data MHE - CH 1 - WholenessDocument24 pagesBig Data MHE - CH 1 - WholenessrupaliPas encore d'évaluation
- OBJECTIVE 1: "What Is A Price?" and Discuss The Importance of Pricing in Today's Fast Changing EnvironmentDocument4 pagesOBJECTIVE 1: "What Is A Price?" and Discuss The Importance of Pricing in Today's Fast Changing EnvironmentRaphaela ArciagaPas encore d'évaluation
- Supply Chain Management: Presentation byDocument8 pagesSupply Chain Management: Presentation byHarsh LalPas encore d'évaluation
- Methods of Demand Estimation for Agro DealersDocument18 pagesMethods of Demand Estimation for Agro DealersVital TejaPas encore d'évaluation
- Tps Case StudyDocument16 pagesTps Case StudyHomework Ping100% (1)
- Case Study - Training and DevelopmentDocument2 pagesCase Study - Training and DevelopmentLoren SalanguitPas encore d'évaluation
- Internship Report: On Bashundhara Cement in B2B SectorDocument32 pagesInternship Report: On Bashundhara Cement in B2B SectorAKASH CHANDRA PAULPas encore d'évaluation
- This Study Resource Was: Bahria University (Karachi Campus)Document4 pagesThis Study Resource Was: Bahria University (Karachi Campus)shaikh shahrukhPas encore d'évaluation
- Chapter 01 Intro To Production and Operations ManagementDocument43 pagesChapter 01 Intro To Production and Operations ManagementDuga RennabellePas encore d'évaluation
- Business Location and Success:: The Case of Internet Café Business in IndonesiaDocument22 pagesBusiness Location and Success:: The Case of Internet Café Business in IndonesiaRichard Rhamil Carganillo Garcia Jr.100% (1)
- Entre 7 - Submission 8Document3 pagesEntre 7 - Submission 8Nadya QuijanoPas encore d'évaluation
- Marketing practices of sari-sari stores (IJMABER 2022Document7 pagesMarketing practices of sari-sari stores (IJMABER 2022Jim Ashter Laude SalogaolPas encore d'évaluation
- Axis Bank - Case StudyDocument4 pagesAxis Bank - Case StudyDeepshikha YadavPas encore d'évaluation
- Unit 1 EihrmDocument55 pagesUnit 1 EihrmShivamPas encore d'évaluation
- OPERATIONS SCHEDULING OPTIMIZATIONDocument44 pagesOPERATIONS SCHEDULING OPTIMIZATIONNya Nya'Pas encore d'évaluation
- 02 - Types of LayoutDocument20 pages02 - Types of LayoutAlejandro ZamudioPas encore d'évaluation
- 3-4. SCM and Strategic FitDocument47 pages3-4. SCM and Strategic FitPavanPas encore d'évaluation
- This Question Has Been Answered: Find Study ResourcesDocument1 pageThis Question Has Been Answered: Find Study ResourcesZewdu AyelePas encore d'évaluation
- Material Requirement PlanningDocument14 pagesMaterial Requirement PlanningPaul Tello RojasPas encore d'évaluation
- Establishing Company Direction - Lecture 2Document6 pagesEstablishing Company Direction - Lecture 2api-3710170100% (1)
- Cash FlowDocument23 pagesCash FlowSundara BalamuruganPas encore d'évaluation
- Laundry Business Plan for North Campus, New DelhiDocument42 pagesLaundry Business Plan for North Campus, New DelhiAkshat MehrotraPas encore d'évaluation
- IS110 Case FacilitationDocument37 pagesIS110 Case FacilitationSean WoonPas encore d'évaluation
- Working Capital Management and Profitability of National Fertilizers LimitedDocument3 pagesWorking Capital Management and Profitability of National Fertilizers LimitedRaman KapoorPas encore d'évaluation
- Managerial Accounting: Make or Buy CaseDocument3 pagesManagerial Accounting: Make or Buy Casejessica laranPas encore d'évaluation
- Case Study On Bajaj AvisekDocument9 pagesCase Study On Bajaj AvisekAvisek SarkarPas encore d'évaluation
- Big Bazaar CapstoneDocument84 pagesBig Bazaar CapstoneNehul KawaPas encore d'évaluation
- C H A P T E R Three: Business Strategies and Their Marketing ImplicationsDocument20 pagesC H A P T E R Three: Business Strategies and Their Marketing ImplicationsNguyen AnhPas encore d'évaluation
- Sazgar AutosDocument5 pagesSazgar AutosAbdulMoeedMalik100% (1)
- Canias ErpDocument6 pagesCanias ErpSamer Al-AswadPas encore d'évaluation
- Final Questionnaire For Printing PDFDocument10 pagesFinal Questionnaire For Printing PDFJoy Emmanuel VallagarPas encore d'évaluation
- Unilever Pakistan Strategic AnalysisDocument10 pagesUnilever Pakistan Strategic Analysis5210937Pas encore d'évaluation
- Manager Research RelationshipDocument19 pagesManager Research Relationshipadeelahmada75% (4)
- Inventory Model LSCMDocument30 pagesInventory Model LSCMRajit Kumar Krishna100% (1)
- Entrepreneurship ProjectDocument5 pagesEntrepreneurship Projectneha bagrechaPas encore d'évaluation
- Syllabus Global Marketing ManagementDocument3 pagesSyllabus Global Marketing ManagementBabu GeorgePas encore d'évaluation
- HomesfyDocument54 pagesHomesfyRubina MansooriPas encore d'évaluation
- Wheat production falls short of targetDocument2 pagesWheat production falls short of targetDr.K BaranidharanPas encore d'évaluation
- Answer 1Document2 pagesAnswer 1shakti tripatPas encore d'évaluation
- Cost Accounting Standard On Capacity DeterminationDocument6 pagesCost Accounting Standard On Capacity DeterminationEduardo PatachoPas encore d'évaluation
- Assignment 1 OSCMDocument6 pagesAssignment 1 OSCMrishabh raiPas encore d'évaluation
- SDM Case StudyDocument3 pagesSDM Case StudyShilpi Randhar100% (1)
- Translating Hallyu Phenomenon and Its Underlying Impact in The Purchasing Intentions of FilipinosDocument10 pagesTranslating Hallyu Phenomenon and Its Underlying Impact in The Purchasing Intentions of FilipinosKARYLLE KATE CAILING YEEPas encore d'évaluation
- On Job Training in Branch Banking OperationDocument7 pagesOn Job Training in Branch Banking OperationAshebirPas encore d'évaluation
- Traditional Inventory SystemDocument24 pagesTraditional Inventory SystemPrimal PatelPas encore d'évaluation
- Value Chain Management Capability A Complete Guide - 2020 EditionD'EverandValue Chain Management Capability A Complete Guide - 2020 EditionPas encore d'évaluation
- Product Line Management A Complete Guide - 2019 EditionD'EverandProduct Line Management A Complete Guide - 2019 EditionPas encore d'évaluation
- Operations Management: - JIT and Lean OperationsDocument36 pagesOperations Management: - JIT and Lean OperationsCindy KusumaPas encore d'évaluation
- Lean Operations 14012021 112559pm 10022021 104826pmDocument40 pagesLean Operations 14012021 112559pm 10022021 104826pmnuman choudharyPas encore d'évaluation
- Heizer Om10 ch16Document67 pagesHeizer Om10 ch16bsaPas encore d'évaluation
- Lean System Methods in Operation ManagementDocument56 pagesLean System Methods in Operation ManagementRETNO KURNIAWANPas encore d'évaluation
- Heizer Om10 Ch16 JIT and LEANDocument52 pagesHeizer Om10 Ch16 JIT and LEANCeciliaPas encore d'évaluation
- Child and Adolescent DevelopmentDocument3 pagesChild and Adolescent DevelopmentAnonymous yylFNVBLZPas encore d'évaluation
- Partner profit allocation practice problems and solutionsDocument4 pagesPartner profit allocation practice problems and solutionsGennia Mae MartinezPas encore d'évaluation
- Management ConsultancyDocument1 pageManagement ConsultancyGennia Mae MartinezPas encore d'évaluation
- Merely An Offer by One PartyDocument2 pagesMerely An Offer by One PartyGennia Mae MartinezPas encore d'évaluation
- Law On Sales AssignmentDocument13 pagesLaw On Sales AssignmentGennia Mae MartinezPas encore d'évaluation
- Partner profit allocation practice problems and solutionsDocument4 pagesPartner profit allocation practice problems and solutionsGennia Mae MartinezPas encore d'évaluation
- 248443Document36 pages248443Gennia Mae MartinezPas encore d'évaluation
- Chapter 19Document82 pagesChapter 19Abshir Yasin KhalifPas encore d'évaluation
- Book Value Realizable ValueDocument4 pagesBook Value Realizable ValueGennia Mae Martinez100% (1)
- Assignment 2 - Financial Statement AnalysisDocument6 pagesAssignment 2 - Financial Statement AnalysisGennia Mae MartinezPas encore d'évaluation
- Chapter 5 - Design of Goods and Services - 2Document63 pagesChapter 5 - Design of Goods and Services - 2Donna Mae HernandezPas encore d'évaluation
- Auditing Theory Key Concepts ExplainedDocument12 pagesAuditing Theory Key Concepts ExplainedKevin Ryan EscobarPas encore d'évaluation
- Childhood in CalambaDocument19 pagesChildhood in CalambaGennia Mae MartinezPas encore d'évaluation
- AseanDocument1 pageAseanGennia Mae MartinezPas encore d'évaluation
- Consolidated ValueDocument9 pagesConsolidated ValueGennia Mae MartinezPas encore d'évaluation
- Open Main MenuDocument2 pagesOpen Main MenuGennia Mae MartinezPas encore d'évaluation
- Adc Child Adolescent Devt Cognitive Devt AdolescentsDocument51 pagesAdc Child Adolescent Devt Cognitive Devt AdolescentsGennia Mae MartinezPas encore d'évaluation
- Humanities ReDocument8 pagesHumanities ReGennia Mae MartinezPas encore d'évaluation
- Course Portfolio: Date Activity Score/Number of ItemsDocument2 pagesCourse Portfolio: Date Activity Score/Number of ItemsGennia Mae MartinezPas encore d'évaluation
- Chapter 7 - Process StrategyDocument64 pagesChapter 7 - Process StrategyDonna Mae HernandezPas encore d'évaluation
- Comp ReportDocument11 pagesComp ReportGennia Mae MartinezPas encore d'évaluation
- Solutions For Homework Accounting 311 CostDocument128 pagesSolutions For Homework Accounting 311 Costblack272727Pas encore d'évaluation
- Dompet Digital Di Kota SemarangDocument10 pagesDompet Digital Di Kota SemarangRikson TandelilinPas encore d'évaluation
- Stereotype Threat Widens Achievement GapDocument2 pagesStereotype Threat Widens Achievement GapJoePas encore d'évaluation
- Cost of Litigation Report (2015)Document17 pagesCost of Litigation Report (2015)GlennKesslerWPPas encore d'évaluation
- Research ProposalDocument2 pagesResearch ProposalHo Manh LinhPas encore d'évaluation
- Unit 2 Technological Change Population and Growth 1.0Document33 pagesUnit 2 Technological Change Population and Growth 1.0knowme73Pas encore d'évaluation
- I&C Engineer or Automation EngineerDocument3 pagesI&C Engineer or Automation Engineerapi-79304330Pas encore d'évaluation
- Mitchell 1986Document34 pagesMitchell 1986Sara Veronica Florentin CuencaPas encore d'évaluation
- Recording and reporting in hospitals and nursing collegesDocument48 pagesRecording and reporting in hospitals and nursing collegesRaja100% (2)
- Structural Testing Facilities at University of AlbertaDocument10 pagesStructural Testing Facilities at University of AlbertaCarlos AcnPas encore d'évaluation
- RealPOS 70Document182 pagesRealPOS 70TextbookPas encore d'évaluation
- 1-7 Least-Square RegressionDocument23 pages1-7 Least-Square RegressionRawash Omar100% (1)
- The Effect of Reward Practices on Employee Performance in Ethio TelecomDocument29 pagesThe Effect of Reward Practices on Employee Performance in Ethio TelecomZakki Hersi AbdiPas encore d'évaluation
- Solar PV Array Modelling PDFDocument13 pagesSolar PV Array Modelling PDFsunilkumarece100% (1)
- Worksheet 9-2 - Math 7Document2 pagesWorksheet 9-2 - Math 7bfbrfvlfrerPas encore d'évaluation
- Two Monuments by C Mann 1493 Copy - PDF - OcredDocument23 pagesTwo Monuments by C Mann 1493 Copy - PDF - OcredStephania FrancoPas encore d'évaluation
- Date ValidationDocument9 pagesDate ValidationAnonymous 9B0VdTWiPas encore d'évaluation
- Past Papers - A Levels - Geography (9696) - 2018 - GCE GuideDocument9 pagesPast Papers - A Levels - Geography (9696) - 2018 - GCE GuideLee AsaPas encore d'évaluation
- Blank Character StatsDocument19 pagesBlank Character Stats0114paolPas encore d'évaluation
- Liberal Theory: Key Aspects of Idealism in International RelationsDocument11 pagesLiberal Theory: Key Aspects of Idealism in International RelationsArpit JainPas encore d'évaluation
- Manual For The MCPL Programming LanguageDocument74 pagesManual For The MCPL Programming Languagechri1753Pas encore d'évaluation
- Rhythm Music and Education - Dalcroze PDFDocument409 pagesRhythm Music and Education - Dalcroze PDFJhonatas Carmo100% (3)
- Key Note Units 3-4Document4 pagesKey Note Units 3-4Javier BahenaPas encore d'évaluation
- Identifying Research ProblemsDocument29 pagesIdentifying Research ProblemsEdel Borden PaclianPas encore d'évaluation
- DELA PENA - Transcultural Nursing Title ProposalDocument20 pagesDELA PENA - Transcultural Nursing Title Proposalrnrmmanphd0% (1)
- Chapter 4 Matrices Form 5Document22 pagesChapter 4 Matrices Form 5CHONG GEOK CHUAN100% (2)
- Clinic Management System (24 PGS)Document24 pagesClinic Management System (24 PGS)pranithPas encore d'évaluation
- Subject and Power - FoucaultDocument10 pagesSubject and Power - FoucaultEduardo EspíndolaPas encore d'évaluation