Vous aimerez peut-être aussi
- PVB Laminated Glass & Tempered GlassDocument14 pagesPVB Laminated Glass & Tempered GlassSamantha Lim Ai PeiPas encore d'évaluation
- 1.3 PolymersDocument10 pages1.3 PolymersHady JawadPas encore d'évaluation
- Introduction To Properties of Materials: Badi 1 John Errington MSCDocument42 pagesIntroduction To Properties of Materials: Badi 1 John Errington MSCgerePas encore d'évaluation
- Derm CodingDocument8 pagesDerm CodingVinay100% (1)
- Garden Crafts: 30 Beautiful and Practical Projects for Patio, Porch, Deck, Garden, or YardD'EverandGarden Crafts: 30 Beautiful and Practical Projects for Patio, Porch, Deck, Garden, or YardPas encore d'évaluation
- The Photographic Industry 1Document65 pagesThe Photographic Industry 1HagosMebrahtuPas encore d'évaluation
- UntitledDocument193 pagesUntitledurosPas encore d'évaluation
- Primary Healthcare Centre Literature StudyDocument32 pagesPrimary Healthcare Centre Literature StudyRohini Pradhan67% (6)
- ASTM D1123 Contenido Agua en Glicol PDFDocument5 pagesASTM D1123 Contenido Agua en Glicol PDFdianacalixtogPas encore d'évaluation
- M&PII (Plastic I)Document91 pagesM&PII (Plastic I)Shachi PandeyPas encore d'évaluation
- Why Use Plastics: Produced and Require Less Skilled StaffDocument12 pagesWhy Use Plastics: Produced and Require Less Skilled StaffViplav VermaPas encore d'évaluation
- Distillation ColumnDocument18 pagesDistillation ColumnChristy John NinanPas encore d'évaluation
- FAO Shrimp Culture - Pond Design, Operation and ManagementDocument53 pagesFAO Shrimp Culture - Pond Design, Operation and Managementfanuskhan80% (5)
- CMD Civil Shaft Construction Capability Statement 2015Document20 pagesCMD Civil Shaft Construction Capability Statement 2015aecom2009Pas encore d'évaluation
- Aruna Prasnam v2 PDFDocument204 pagesAruna Prasnam v2 PDFvenkat_nzPas encore d'évaluation
- LCA Report CFGF Products 20161031 PWCDocument46 pagesLCA Report CFGF Products 20161031 PWCHagosMebrahtuPas encore d'évaluation
- 6877 DryingDocument53 pages6877 DryingSiri NalPas encore d'évaluation
- 1.3 PolymersDocument13 pages1.3 PolymersAli HassanPas encore d'évaluation
- Thermo Softening Plastics and Thermo Setting PlasticsDocument1 pageThermo Softening Plastics and Thermo Setting Plasticsharyati yudiPas encore d'évaluation
- Section A - Fact Files - PlasticDocument5 pagesSection A - Fact Files - PlasticSafo NewmanPas encore d'évaluation
- Nat 4+5 DM - PlasticsDocument12 pagesNat 4+5 DM - PlasticsShaheen ArihaPas encore d'évaluation
- Properties of MaterialsDocument14 pagesProperties of MaterialsChristian AbordoPas encore d'évaluation
- PlasticsDocument8 pagesPlasticsmogakolodi MotingwaPas encore d'évaluation
- Practical Mechanical Optics PPT Frames and LensesDocument40 pagesPractical Mechanical Optics PPT Frames and LensesAdelle Katherine R. IntanPas encore d'évaluation
- Resistance Materials Presentation AssignmentDocument15 pagesResistance Materials Presentation Assignmentradksianga299Pas encore d'évaluation
- Common Plastics and UsesDocument70 pagesCommon Plastics and Usesswap dPas encore d'évaluation
- PLASTICSDocument20 pagesPLASTICSSrinivas HuraliPas encore d'évaluation
- Block 3: Technical Use MaterialsDocument24 pagesBlock 3: Technical Use MaterialsFlorenta ManolePas encore d'évaluation
- Design and Technology1Document8 pagesDesign and Technology1api-354037574Pas encore d'évaluation
- ZMorph Materials LibraryDocument101 pagesZMorph Materials Libraryaskey69Pas encore d'évaluation
- Plastic Man Made Fiber and Film IndustriesDocument12 pagesPlastic Man Made Fiber and Film Industriesshine2_ricaPas encore d'évaluation
- Plastic Lumber Guide to Advanced Building MaterialDocument6 pagesPlastic Lumber Guide to Advanced Building MaterialsonakshiPas encore d'évaluation
- 4.2d PLÁSTICOSDocument3 pages4.2d PLÁSTICOSdaguzpa06Pas encore d'évaluation
- Engineering MaterialsDocument2 pagesEngineering MaterialsM Nazal Sayyidi AkmalPas encore d'évaluation
- Why Plastics Are Easily Formed and Mass-ProducedDocument22 pagesWhy Plastics Are Easily Formed and Mass-ProducedVikas SinghPas encore d'évaluation
- 1.6.4 PolymersDocument17 pages1.6.4 PolymersDiamond DashPas encore d'évaluation
- Engineering Materials: ReadingDocument4 pagesEngineering Materials: ReadingKhắc Hoàng BùiPas encore d'évaluation
- Plastics ChartDocument5 pagesPlastics ChartLola Dios GarcíaPas encore d'évaluation
- Examples of ThermoplasticsDocument4 pagesExamples of ThermoplasticsJenric Shane Dela CruzPas encore d'évaluation
- PlasticsDocument40 pagesPlasticsNeerajaPas encore d'évaluation
- PROERTIES OF Engineering MaterialsDocument12 pagesPROERTIES OF Engineering MaterialsYour Name 03Pas encore d'évaluation
- Plastic: Properties and CharacteristicsDocument7 pagesPlastic: Properties and CharacteristicsKashish adilPas encore d'évaluation
- STUDY GUIDE - Material Science and EngineeringDocument9 pagesSTUDY GUIDE - Material Science and EngineeringEj ParañalPas encore d'évaluation
- Types of PlasticDocument2 pagesTypes of PlasticSRPC CIVILPas encore d'évaluation
- Non-Wood Materials ResourcesDocument3 pagesNon-Wood Materials ResourcesAlicia ForbesPas encore d'évaluation
- Ceramics: Properties, Types and UsesDocument15 pagesCeramics: Properties, Types and UsesAqsaPas encore d'évaluation
- Lecture 6Document25 pagesLecture 6Ishtiaq AhmedPas encore d'évaluation
- Fact File - 1.2 Thermosetting Plastics - 0Document5 pagesFact File - 1.2 Thermosetting Plastics - 0Safo NewmanPas encore d'évaluation
- Plastics Research (Chemistry)Document1 pagePlastics Research (Chemistry)Amie LauPas encore d'évaluation
- Thermoplastics: Submitted By:)Document15 pagesThermoplastics: Submitted By:)Nikhil SharmaPas encore d'évaluation
- Mea Isa1Document5 pagesMea Isa1Nidhi ManjunathPas encore d'évaluation
- PlasticsDocument11 pagesPlasticsLaila KaderPas encore d'évaluation
- Plastic MaterialsDocument8 pagesPlastic MaterialsHailu BeyechaPas encore d'évaluation
- Plastic: Report in CMT PlasticDocument9 pagesPlastic: Report in CMT PlasticChris Michelle JapinPas encore d'évaluation
- Plastic TypesDocument7 pagesPlastic TypesMiguel ArriechePas encore d'évaluation
- Plastic: Characteristics: Student: Carlos Rodolfo Koch TodavichDocument5 pagesPlastic: Characteristics: Student: Carlos Rodolfo Koch Todavichcarlos koch teodovichPas encore d'évaluation
- Artificial TeethDocument14 pagesArtificial TeethAnonymous 12Pas encore d'évaluation
- ManufacturingDocument29 pagesManufacturingAbel BatuPas encore d'évaluation
- Thermosetting PrashantDocument11 pagesThermosetting PrashantSaloniPas encore d'évaluation
- Railim Engineering Company ProfileDocument8 pagesRailim Engineering Company ProfileAlejandro Dela CruzPas encore d'évaluation
- ClassDocument14 pagesClassAlex MartinPas encore d'évaluation
- Properties of PlasticsDocument22 pagesProperties of Plasticsjincy varghesePas encore d'évaluation
- Chapter - 5 Organic and Inorganic Materials: Lecture Delivered by Hailay G (MSC.)Document12 pagesChapter - 5 Organic and Inorganic Materials: Lecture Delivered by Hailay G (MSC.)Çãłl Mê MęlkãPas encore d'évaluation
- Pattern Materials for Sand CastingDocument10 pagesPattern Materials for Sand CastingZaky MuzaffarPas encore d'évaluation
- Imap - FinalsDocument10 pagesImap - FinalsAlexa Marie MalabananPas encore d'évaluation
- Science Form 5 Synthetic Materials in IndustryDocument10 pagesScience Form 5 Synthetic Materials in Industrydebbycley100% (11)
- Common Timber DefectsDocument4 pagesCommon Timber DefectsGabriel OnalekePas encore d'évaluation
- Wood and Its DerivativesDocument35 pagesWood and Its DerivativesA 04 Ankit SharmaPas encore d'évaluation
- Polymers IN Medicine AND SurgeryDocument18 pagesPolymers IN Medicine AND SurgeryShagun ChoudhariPas encore d'évaluation
- ThermosetsDocument23 pagesThermosetsGgPas encore d'évaluation
- PMT Module 1Document73 pagesPMT Module 1Palliyil UjwalPas encore d'évaluation
- Chapter 3Document51 pagesChapter 3HagosMebrahtuPas encore d'évaluation
- Fluid Machine ExamDocument2 pagesFluid Machine ExamHagosMebrahtuPas encore d'évaluation
- CH 1Document34 pagesCH 1HagosMebrahtuPas encore d'évaluation
- Applied Electrochemistry: Mekelle UniversityDocument2 pagesApplied Electrochemistry: Mekelle UniversityHagosMebrahtuPas encore d'évaluation
- Chapter 1 2015Document4 pagesChapter 1 2015HagosMebrahtuPas encore d'évaluation
- Flow Sheet of Lab On MFC PDFDocument3 pagesFlow Sheet of Lab On MFC PDFHagosMebrahtuPas encore d'évaluation
- 1 IntroductionDocument23 pages1 IntroductionHagosMebrahtuPas encore d'évaluation
- Flow Sheet of Lab On MFC PDFDocument3 pagesFlow Sheet of Lab On MFC PDFHagosMebrahtuPas encore d'évaluation
- Dist PLDocument11 pagesDist PLDedy HamdaniPas encore d'évaluation
- CAPD&S Course PlanDocument2 pagesCAPD&S Course PlanHagosMebrahtuPas encore d'évaluation
- 1 IntroductionDocument23 pages1 IntroductionHagosMebrahtuPas encore d'évaluation
- Hazardous WasteDocument27 pagesHazardous WasteHagosMebrahtuPas encore d'évaluation
- Ethiopian Chemical Industries Environmental ImpactDocument20 pagesEthiopian Chemical Industries Environmental ImpactHagosMebrahtuPas encore d'évaluation
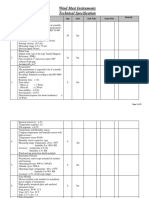
- Wind Mast Instruments Technical SpecificationDocument3 pagesWind Mast Instruments Technical SpecificationHagosMebrahtuPas encore d'évaluation
- RX NNNNNNNNN NN 1Document8 pagesRX NNNNNNNNN NN 1HagosMebrahtuPas encore d'évaluation
- Mekelle garment collage apparel productionDocument2 pagesMekelle garment collage apparel productionHagosMebrahtuPas encore d'évaluation
- Mekelle garment collage apparel productionDocument2 pagesMekelle garment collage apparel productionHagosMebrahtuPas encore d'évaluation
- Reactor Design: S, S&L Chapter 7 Terry A. Ring CheDocument48 pagesReactor Design: S, S&L Chapter 7 Terry A. Ring ChedemirciPas encore d'évaluation
- Ethiopian Institute of TechnologyDocument1 pageEthiopian Institute of TechnologyHagosMebrahtuPas encore d'évaluation
- Ethiopian Institute of Technology ReportDocument1 pageEthiopian Institute of Technology ReportHagosMebrahtuPas encore d'évaluation
- Using Casts For ImmobilizationDocument17 pagesUsing Casts For Immobilizationmpmayer2Pas encore d'évaluation
- URINALYSISDocument6 pagesURINALYSISmaePas encore d'évaluation
- 22Document22 pages22vanhau24Pas encore d'évaluation
- Makalah Silverius Simatupang A24050072Document5 pagesMakalah Silverius Simatupang A24050072Maul MaulanaPas encore d'évaluation
- Ketamine Drug Study for AnesthesiaDocument1 pageKetamine Drug Study for AnesthesiaPRINCESS MARIZHAR OMARPas encore d'évaluation
- BOM Eligibility CriterionDocument5 pagesBOM Eligibility CriterionDisara WulandariPas encore d'évaluation
- Our Vision For Copenhagen 2015: Eco-MetropoleDocument11 pagesOur Vision For Copenhagen 2015: Eco-MetropolePascal van den Noort100% (1)
- Palm Avenue ApartmentsDocument6 pagesPalm Avenue Apartmentsassistant_sccPas encore d'évaluation
- Hawthorne SurveyDocument2 pagesHawthorne Surveyapi-256186318Pas encore d'évaluation
- The Concepts Good Side and Bad Side of HumansDocument9 pagesThe Concepts Good Side and Bad Side of HumansFAITHINGODMISSIONARIESPas encore d'évaluation
- Step by Step To The Perfect PedicureDocument6 pagesStep by Step To The Perfect PedicurepinkyPas encore d'évaluation
- Aloe Vera as an Alternative Treatment for Wound HealingDocument5 pagesAloe Vera as an Alternative Treatment for Wound HealingJeffllanoPas encore d'évaluation
- XFY1548移动式筛分站术规格书Document16 pagesXFY1548移动式筛分站术规格书abangPas encore d'évaluation
- Humiseal Thinner 73 MSDSDocument3 pagesHumiseal Thinner 73 MSDSibnu Groho Herry sampurnoPas encore d'évaluation
- Mulching Paper Laying Machine SynopsisDocument17 pagesMulching Paper Laying Machine SynopsisSiddhesh Zirpe50% (2)
- International Journal of Academic Research Vol. 4. No. 4. July, 2012Document5 pagesInternational Journal of Academic Research Vol. 4. No. 4. July, 2012Sulaiman MukmininPas encore d'évaluation
- SKY BUILDER SILICON CITY QuotationDocument10 pagesSKY BUILDER SILICON CITY QuotationVikram SolankiPas encore d'évaluation
- Marathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Document24 pagesMarathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Mohan BabuPas encore d'évaluation
- Dasar Genetik GandumDocument282 pagesDasar Genetik GandumAlekkyPas encore d'évaluation
- Quality and Functionality of Excipients-Art (Alumnos-S) PDFDocument14 pagesQuality and Functionality of Excipients-Art (Alumnos-S) PDFLaura PerezPas encore d'évaluation
- Post Harvest Value Chainof Carrot AReviewDocument12 pagesPost Harvest Value Chainof Carrot AReviewDave RonePas encore d'évaluation
- The Payment of Bonus Act 1965 PDFDocument30 pagesThe Payment of Bonus Act 1965 PDFappu kunda100% (1)
- The Human Excretory System: A 40-Character GuideDocument3 pagesThe Human Excretory System: A 40-Character GuideMelvel John Nobleza AmarilloPas encore d'évaluation