Vous aimerez peut-être aussi
- Group1 Temperature Controller 1Document23 pagesGroup1 Temperature Controller 1Genessa GargarPas encore d'évaluation
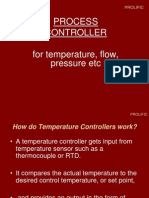
- Process Controller For Temperature, Flow, Pressure Etc: ProlificDocument23 pagesProcess Controller For Temperature, Flow, Pressure Etc: Prolifictricky777Pas encore d'évaluation
- On-Off Control System Characteristic: Oleh: Rizqiya W. Saputra, M.TDocument10 pagesOn-Off Control System Characteristic: Oleh: Rizqiya W. Saputra, M.TR.W. SaputraPas encore d'évaluation
- Seminar Report PPT (Zahid Mushtaq) (1) - 1Document19 pagesSeminar Report PPT (Zahid Mushtaq) (1) - 1Fun 360Pas encore d'évaluation
- Technical Reference - Tuning A PID ControllerDocument6 pagesTechnical Reference - Tuning A PID ControllerMelchor VasquezPas encore d'évaluation
- PID ControllerDocument16 pagesPID ControllerDevarya ChhibberPas encore d'évaluation
- On/Off, Proportional, Integral, Differential Mode of ControlsDocument15 pagesOn/Off, Proportional, Integral, Differential Mode of ControlsKrizia AnonuevoPas encore d'évaluation
- On/Off: How Can I Control My Process Temperature Accurately and Reliably?Document5 pagesOn/Off: How Can I Control My Process Temperature Accurately and Reliably?Aditya PrajasPas encore d'évaluation
- Lecture1 PDFDocument9 pagesLecture1 PDFLokesh JenaPas encore d'évaluation
- Project Report: Temperature Measurement Using Personal Computer (PC)Document14 pagesProject Report: Temperature Measurement Using Personal Computer (PC)Poulomi MukherjeePas encore d'évaluation
- Project Report: Temperature Measurement Using Personal Computer (PC)Document14 pagesProject Report: Temperature Measurement Using Personal Computer (PC)Poulomi MukherjeePas encore d'évaluation
- FinalllllllDocument47 pagesFinalllllllSoresa JemalPas encore d'évaluation
- Part 1 IntroductionDocument42 pagesPart 1 Introductionandrew brownPas encore d'évaluation
- Temerature تقريرDocument12 pagesTemerature تقريرAbdullah IyadPas encore d'évaluation
- Unitvi Control SystemsDocument47 pagesUnitvi Control SystemsVishal SharmaPas encore d'évaluation
- Chapter 3 IPCDocument53 pagesChapter 3 IPCkirubelPas encore d'évaluation
- Ia&c Unit - IiiDocument23 pagesIa&c Unit - IiiPradhunya KamblePas encore d'évaluation
- Temp Control Che LabDocument10 pagesTemp Control Che LabStephanie SomongcadPas encore d'évaluation
- LAUDA Proline AtsDocument20 pagesLAUDA Proline AtsAndrei BănceuPas encore d'évaluation
- Buy Temperature ControllersDocument24 pagesBuy Temperature ControllersYukti AdlakhaPas encore d'évaluation
- Ee342 - Pid Controllers - 2020Document42 pagesEe342 - Pid Controllers - 2020ShadrackPas encore d'évaluation
- SOP HR HG HB MJ TempCal Moisture Analyzer enDocument6 pagesSOP HR HG HB MJ TempCal Moisture Analyzer engandhiPas encore d'évaluation
- Lesson 1-3Document48 pagesLesson 1-3T ENGAPas encore d'évaluation
- PID ControllerDocument4 pagesPID Controlleralokranjan1811412Pas encore d'évaluation
- Mechanically Operated Switches2Document7 pagesMechanically Operated Switches2VrxDxnPas encore d'évaluation
- Routh-Hurwitz Stability CriterionDocument37 pagesRouth-Hurwitz Stability CriterionNagajyothiVirivintiPas encore d'évaluation
- Quiz 1Document8 pagesQuiz 1Glenda FranciscoPas encore d'évaluation
- TOOL TEMP-Injection MouldingDocument4 pagesTOOL TEMP-Injection MouldingFlorin TarziuPas encore d'évaluation
- Chemical Engineering Department College of Engineering and Technology Adigrat UniversityDocument33 pagesChemical Engineering Department College of Engineering and Technology Adigrat Universitykibrom atsbhaPas encore d'évaluation
- Control System PresentationDocument15 pagesControl System PresentationecegianPas encore d'évaluation
- Flex Module (IFLEX MFLEX UFLEX) Level 1Document79 pagesFlex Module (IFLEX MFLEX UFLEX) Level 1John Mark EspalmadoPas encore d'évaluation
- Development of A Temperature Control System: Hakan AYKULU 20083263 Department of Computer EngineeringDocument23 pagesDevelopment of A Temperature Control System: Hakan AYKULU 20083263 Department of Computer EngineeringHakan AykuluPas encore d'évaluation
- Chapter 2 Controller PrincipleDocument61 pagesChapter 2 Controller PrincipleHaliza MatsaniPas encore d'évaluation
- Split Air Conditioning SystemDocument97 pagesSplit Air Conditioning SystemAh Min Ah PuttPas encore d'évaluation
- Mechatronics Unit 1Document53 pagesMechatronics Unit 1ஷாம்லி100% (2)
- PID Made Simple: BY: Jim Elliott 8/20/97Document8 pagesPID Made Simple: BY: Jim Elliott 8/20/97Jim ElliottPas encore d'évaluation
- Design and Tuning of Fuzzy Logic PID ControllerDocument19 pagesDesign and Tuning of Fuzzy Logic PID ControllerPriya BhardwajPas encore d'évaluation
- Chapter 2 Controller PrincipleDocument61 pagesChapter 2 Controller PrincipleSyahril Syafiq100% (1)
- Controller ExperimentDocument11 pagesController ExperimentHira ShariqPas encore d'évaluation
- Agco Challenger Hvac Automatic Temperature Control User's Guide (Rev. C) R-9787-4 Rev.A (Agco 536450D1)Document21 pagesAgco Challenger Hvac Automatic Temperature Control User's Guide (Rev. C) R-9787-4 Rev.A (Agco 536450D1)nunyaPas encore d'évaluation
- Mechatronics Assignment - 1Document6 pagesMechatronics Assignment - 1SARTHAK JAINPas encore d'évaluation
- Prolific's Training Program Controllers: Prolific Systems and Technologies PVT LTDDocument24 pagesProlific's Training Program Controllers: Prolific Systems and Technologies PVT LTDSiddharth VermaPas encore d'évaluation
- Introduction OnkeshDocument12 pagesIntroduction OnkeshPatricia JosephPas encore d'évaluation
- Process Control PPT 1901Document39 pagesProcess Control PPT 1901Ashish DhimanPas encore d'évaluation
- Proportional ControllersDocument18 pagesProportional ControllersUmair MajeedPas encore d'évaluation
- PIDDocument32 pagesPIDHani Hasan100% (1)
- Biochemical Engineering B.SC, University of DebrecenDocument6 pagesBiochemical Engineering B.SC, University of DebrecenArifuzzamanPas encore d'évaluation
- Selection of IRCON Temperature ControllersDocument4 pagesSelection of IRCON Temperature ControllersRamces ArandaPas encore d'évaluation
- Please Give Me Your Comment in This Presentation 1639101925Document79 pagesPlease Give Me Your Comment in This Presentation 1639101925Adith Wiendar P PutraPas encore d'évaluation
- Hawco Controller TheoryDocument8 pagesHawco Controller TheoryEduardo Ocampo HernandezPas encore d'évaluation
- Temperature Controller BasicDocument33 pagesTemperature Controller BasicGovindaraju MariyappanPas encore d'évaluation
- PIDControlDocument2 pagesPIDControlchatty8567% (3)
- Chapter 4 Basic Control System Updated Aug 2020 1Document56 pagesChapter 4 Basic Control System Updated Aug 2020 1enge.aqeelPas encore d'évaluation
- Chapter 4 Basic Control System (Updated Aug 2020)Document56 pagesChapter 4 Basic Control System (Updated Aug 2020)Erra ShafiraPas encore d'évaluation
- Control of Temperature, Humidity, Pressure, Flow Rate, Level or PH Process VariablesDocument8 pagesControl of Temperature, Humidity, Pressure, Flow Rate, Level or PH Process VariablessaravananPas encore d'évaluation
- Control SystemsDocument18 pagesControl Systemsgayatri jaltarePas encore d'évaluation
- JaganDocument15 pagesJaganSatyabrata MohapatraPas encore d'évaluation
- Modren Control: Prepared by The StudentDocument12 pagesModren Control: Prepared by The StudenthassanalabasiPas encore d'évaluation
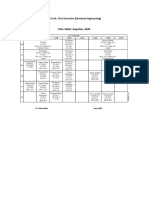
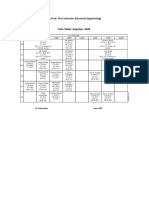
- Time Table (M.Tech. First Semester) - 2020Document2 pagesTime Table (M.Tech. First Semester) - 2020Moksh PrasadPas encore d'évaluation
- Time Table (M.Tech. First Semester) - 2020Document2 pagesTime Table (M.Tech. First Semester) - 2020Moksh PrasadPas encore d'évaluation
- C Language Tutorial For Beginners (With Notes) : Chapter 0: IntroductionDocument31 pagesC Language Tutorial For Beginners (With Notes) : Chapter 0: IntroductionMoksh PrasadPas encore d'évaluation
- Class 12 CBSE Micro Economics Notes 2015-16 Topper StudentDocument137 pagesClass 12 CBSE Micro Economics Notes 2015-16 Topper StudentSahil90% (121)
- Weathering PropertiesDocument9 pagesWeathering PropertiesMoksh PrasadPas encore d'évaluation
- Permeation Model and Method of CalculatingDocument5 pagesPermeation Model and Method of CalculatingMoksh PrasadPas encore d'évaluation
- STAD Balancing ValvesDocument10 pagesSTAD Balancing ValvesNestramiPas encore d'évaluation
- Black SmokerDocument25 pagesBlack SmokergilangPas encore d'évaluation
- SPM General CatalogDocument40 pagesSPM General CatalogNailuth García100% (1)
- Financial Mathematics Course FIN 118 Unit Course 0 Number Unit Introduction To The Course Unit SubjectDocument23 pagesFinancial Mathematics Course FIN 118 Unit Course 0 Number Unit Introduction To The Course Unit Subjectayadi_ezer6795Pas encore d'évaluation
- Analysis of Warping and Shear Stress For Ship StructuresDocument134 pagesAnalysis of Warping and Shear Stress For Ship StructuresSergio LanzellottoPas encore d'évaluation
- Rabia7 Base 28.02 EmbedDocument7 pagesRabia7 Base 28.02 EmbedvengadPas encore d'évaluation
- Structure of The AtomDocument24 pagesStructure of The AtomKunalPas encore d'évaluation
- Ansi-Isa 67.04.01 2006Document23 pagesAnsi-Isa 67.04.01 2006HumbertoRalphOrtizAbachePas encore d'évaluation
- School of Basic Sciences and Research, Sharda University Physics Laboratory ManualDocument5 pagesSchool of Basic Sciences and Research, Sharda University Physics Laboratory ManualNiboli ZhimomiPas encore d'évaluation
- Long Welded Rails-6Document21 pagesLong Welded Rails-6vpmohammedPas encore d'évaluation
- MRG - D R.sirDocument30 pagesMRG - D R.sirPLASTIC LAB CBDPas encore d'évaluation
- Chapter 17 - InstrumentationDocument37 pagesChapter 17 - InstrumentationCandice PeñaPas encore d'évaluation
- Koyo Oil SealDocument119 pagesKoyo Oil Sealvicksgeorge100% (1)
- Electronic Structure of The N-V Center in Diamond: ExperimentsDocument14 pagesElectronic Structure of The N-V Center in Diamond: Experimentspranav1999Pas encore d'évaluation
- A Room-by-Room Guide For Ergonomic Lighting LevelsDocument4 pagesA Room-by-Room Guide For Ergonomic Lighting LevelsshamsPas encore d'évaluation
- Able BrochureDocument8 pagesAble BrochureravensarcillaPas encore d'évaluation
- Nonlinear Disturbance Observer Based Robust Control With With Mismatch Disturbances/uncertaintiesDocument25 pagesNonlinear Disturbance Observer Based Robust Control With With Mismatch Disturbances/uncertaintiesHazal Demir100% (1)
- Class 7 - 9 State Space Representation To Transfer Function and Vice VersaDocument13 pagesClass 7 - 9 State Space Representation To Transfer Function and Vice Versaapi-26676616Pas encore d'évaluation
- Energy TypesDocument3 pagesEnergy TypesSuki TsangPas encore d'évaluation
- Wolfson Eup3 Ch18 Test BankDocument18 pagesWolfson Eup3 Ch18 Test BankifghelpdeskPas encore d'évaluation
- Assignment FluidDocument11 pagesAssignment Fluidadam ishakPas encore d'évaluation
- Digital Signal Processing: Instructor: Jen-Hui Chuang Instructor: Jen-Hui ChuangDocument31 pagesDigital Signal Processing: Instructor: Jen-Hui Chuang Instructor: Jen-Hui ChuangRakesh InaniPas encore d'évaluation
- QOSDocument40 pagesQOSravindraPas encore d'évaluation
- Incubator ReportDocument26 pagesIncubator ReportxiastellaPas encore d'évaluation
- Four Bar Mechanism and Analysis in CreoDocument9 pagesFour Bar Mechanism and Analysis in CreoJigneshPas encore d'évaluation
- Physics MCQs Indiabix With AnswersDocument15 pagesPhysics MCQs Indiabix With AnswersTuhin Mahanty100% (1)
- Basic Data Viper40 15066 enDocument10 pagesBasic Data Viper40 15066 enArmando RiveraPas encore d'évaluation
- A Case Study On The Behaviour of A Deep Excavation in SandDocument11 pagesA Case Study On The Behaviour of A Deep Excavation in SandshrikanttekadeyahoocPas encore d'évaluation
- (Darryl D. Hol,) Geometric Mechanics Rotating, TR (B-Ok - CC) PDFDocument304 pages(Darryl D. Hol,) Geometric Mechanics Rotating, TR (B-Ok - CC) PDFOceanPas encore d'évaluation
- The Knelson Concentrator: Application and Operation at RoseberyDocument9 pagesThe Knelson Concentrator: Application and Operation at RoseberyVivek RanganathanPas encore d'évaluation