Vous aimerez peut-être aussi
- Training ReportDocument107 pagesTraining ReportMukul GoyalPas encore d'évaluation
- Pure Blue H2o Replacement GuideDocument16 pagesPure Blue H2o Replacement GuideupinderPas encore d'évaluation
- Activated Carbon in Biomethane ProductionDocument31 pagesActivated Carbon in Biomethane ProductionDian Alberto100% (1)
- Folds & FaultsDocument118 pagesFolds & FaultsMukul Goyal100% (4)
- 14 Design of Bolted JointsDocument13 pages14 Design of Bolted JointsPRASAD32675% (4)
- 02 - Wet Air Oxidation Catalogue - tcm524-465851Document4 pages02 - Wet Air Oxidation Catalogue - tcm524-465851PTIL ProcessPas encore d'évaluation
- Wet Air Oxidation of Aqueous WastesDocument27 pagesWet Air Oxidation of Aqueous WastesSudeep MukherjeePas encore d'évaluation
- High Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresDocument9 pagesHigh Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresPaco100% (1)
- Wet Air OxidationDocument18 pagesWet Air OxidationUtkarsh PatilPas encore d'évaluation
- Mercaptent Removal PDFDocument3 pagesMercaptent Removal PDFMo Os100% (1)
- Comparative Study of DEA and MDEADocument4 pagesComparative Study of DEA and MDEAsaleh4060Pas encore d'évaluation
- Molecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Document4 pagesMolecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Alina SmochinaPas encore d'évaluation
- Ceca Newsletter April 2012Document1 pageCeca Newsletter April 2012ghasem_726990287Pas encore d'évaluation
- Atmospheric CO2 To MethanolDocument16 pagesAtmospheric CO2 To MethanolMUTHU KESHAV KPas encore d'évaluation
- Cooling Water Problems and Solutions CouDocument56 pagesCooling Water Problems and Solutions CouBanvari GurjarPas encore d'évaluation
- ZEOCHEM General BrochureDocument8 pagesZEOCHEM General BrochureFabricioPas encore d'évaluation
- Water 2018Document50 pagesWater 2018Shiv PatelPas encore d'évaluation
- Fischer Tropsch SynthesisDocument18 pagesFischer Tropsch Synthesisdeion29Pas encore d'évaluation
- Integrated Gasification Combined Cycle: Acid Gas RemovalDocument3 pagesIntegrated Gasification Combined Cycle: Acid Gas RemovaljuhriloverPas encore d'évaluation
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarPas encore d'évaluation
- Biofuels PowerpointDocument27 pagesBiofuels PowerpointIrene Kaye AceroPas encore d'évaluation
- Caustic Scrubber Designs For Refinery Gases ComplDocument28 pagesCaustic Scrubber Designs For Refinery Gases ComplTaniadi SuriaPas encore d'évaluation
- Hydrotreating ProcessDocument186 pagesHydrotreating ProcessNgoVietCuongPas encore d'évaluation
- CoverDocument100 pagesCoverEka Nanda Putriani100% (1)
- HDS Benefits From Plate Heat ExchangersDocument6 pagesHDS Benefits From Plate Heat Exchangerssaleh4060Pas encore d'évaluation
- 102012BF 8945 Sorbead Brochure USLDocument4 pages102012BF 8945 Sorbead Brochure USLLeo CrisuPas encore d'évaluation
- F-200 Data SheetsDocument3 pagesF-200 Data SheetsDwiki Fahmi Nugraha HartonoPas encore d'évaluation
- DD931-ATechnologyUpdate Claus CatalystDocument6 pagesDD931-ATechnologyUpdate Claus CatalystGabriel NorwoodPas encore d'évaluation
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongPas encore d'évaluation
- Technical - Data - Sheet - Catalyst - HR 538Document1 pageTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarPas encore d'évaluation
- Hydrocracking Process Description and CRITERION / ZEOLYST Hydrocracking Catalyst ApplicationsDocument6 pagesHydrocracking Process Description and CRITERION / ZEOLYST Hydrocracking Catalyst ApplicationsDavid JuniorPas encore d'évaluation
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFfarshadPas encore d'évaluation
- Unit - I: Water TechnologyDocument69 pagesUnit - I: Water TechnologyAkshaya MotamarriPas encore d'évaluation
- Vacuum Distillation Colume: Mass Transfer Lab AssignmentDocument4 pagesVacuum Distillation Colume: Mass Transfer Lab AssignmentMalik HamidPas encore d'évaluation
- HydratesDocument21 pagesHydratesAkande AyodejiPas encore d'évaluation
- SCHAUM Et Al Ny Phosphorus Recovery From Sewage Sludge AshDocument8 pagesSCHAUM Et Al Ny Phosphorus Recovery From Sewage Sludge AshMir Hasib Ul LatifPas encore d'évaluation
- Amberjet 4200 DatasheetDocument2 pagesAmberjet 4200 DatasheetXiaLUPas encore d'évaluation
- Waste Incineration Heat Recovery at Roche IrelandDocument12 pagesWaste Incineration Heat Recovery at Roche IrelandidrieshamidiPas encore d'évaluation
- LindeDocument24 pagesLindeMarcin MałysPas encore d'évaluation
- Wet Air Oxidation of Refinery Spent Caustic Sept 2000Document13 pagesWet Air Oxidation of Refinery Spent Caustic Sept 2000DAN IN-MARPas encore d'évaluation
- Reforming and IsomerizationDocument17 pagesReforming and Isomerizationhala mrayanPas encore d'évaluation
- Use of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas StreamsDocument15 pagesUse of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas Streamsfika putriPas encore d'évaluation
- Shell White - VDU UpgradeDocument16 pagesShell White - VDU Upgradesachins1318Pas encore d'évaluation
- Overall Recip Compressor BrochureDocument12 pagesOverall Recip Compressor BrochureFELIXDEJPas encore d'évaluation
- Kettle Type Exchangers PDFDocument13 pagesKettle Type Exchangers PDFrams789Pas encore d'évaluation
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Chapter6a Hydrotreating 170106114901 PDFDocument26 pagesChapter6a Hydrotreating 170106114901 PDFMI MPas encore d'évaluation
- 9 Types of Hydrogen Storage-1Document27 pages9 Types of Hydrogen Storage-1HosseinPas encore d'évaluation
- IDA-97 Silica AntifoulantDocument18 pagesIDA-97 Silica AntifoulantCyrus CerezoPas encore d'évaluation
- Static and Dynamic Adsorption Capacity: September 2010Document1 pageStatic and Dynamic Adsorption Capacity: September 2010Nagwa MansyPas encore d'évaluation
- TEP03 Part4 AbsorptionDocument28 pagesTEP03 Part4 AbsorptionEK63Pas encore d'évaluation
- CO2 Removal AminesDocument18 pagesCO2 Removal AminesHamzaHashimPas encore d'évaluation
- Assignment 2 Process and Dynamic System Modelling (PPSD)Document15 pagesAssignment 2 Process and Dynamic System Modelling (PPSD)Husaini ZaidanPas encore d'évaluation
- Flue Gas CleaningDocument6 pagesFlue Gas CleaningmasilamaniPas encore d'évaluation
- Random Packing Article PDFDocument88 pagesRandom Packing Article PDFAbizer Jamali100% (1)
- Amberlite Irc748 Chelatings Resin For Metal RemovalDocument4 pagesAmberlite Irc748 Chelatings Resin For Metal RemovalandreathomePas encore d'évaluation
- Removal and Disposal of BTEX Components From Amine Plant Acid Gas StreamsDocument5 pagesRemoval and Disposal of BTEX Components From Amine Plant Acid Gas StreamsMamank Ira SudrajatPas encore d'évaluation
- Carbon CaptureDocument13 pagesCarbon CaptureShubhalaxmi SwainPas encore d'évaluation
- Methanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouDocument3 pagesMethanol Injection Rate For Natural Gas Hydrate Prevention Be Careful What Simulators Tell YouAndrés Daniel GotopoPas encore d'évaluation
- Resin AmberliteDocument2 pagesResin Amberlitegreat_1Pas encore d'évaluation
- Anion Resin Spec SheetDocument12 pagesAnion Resin Spec SheetarufatoPas encore d'évaluation
- Amberlyst 15wetDocument0 pageAmberlyst 15wetAdilaAnbreenPas encore d'évaluation
- Chlorine: International Thermodynamic Tables of the Fluid StateD'EverandChlorine: International Thermodynamic Tables of the Fluid StatePas encore d'évaluation
- Pending Docs Convo 2019Document27 pagesPending Docs Convo 2019Mukul GoyalPas encore d'évaluation
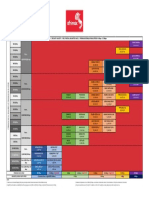
- Ignite-2018 Schedule Day 1Document1 pageIgnite-2018 Schedule Day 1Mukul GoyalPas encore d'évaluation
- 8 Rajasthan Civil Services (Pension) Rules, 1996 PDFDocument437 pages8 Rajasthan Civil Services (Pension) Rules, 1996 PDFMukul GoyalPas encore d'évaluation
- NSR Form PDFDocument1 pageNSR Form PDFMukul GoyalPas encore d'évaluation
- Chapter 2 - Gravity Exploration: 2.1 Gravity and Gravity Anomalies 2.1.1 Newtonian GravitationDocument7 pagesChapter 2 - Gravity Exploration: 2.1 Gravity and Gravity Anomalies 2.1.1 Newtonian GravitationMukul GoyalPas encore d'évaluation
- Oil and Gas Pools: The Fundamentals of Formation, Prospecting, and ExploitationDocument7 pagesOil and Gas Pools: The Fundamentals of Formation, Prospecting, and ExploitationMukul GoyalPas encore d'évaluation
- Sand ControlDocument35 pagesSand ControlMukul Goyal100% (1)
- Rock Failure ThesisDocument87 pagesRock Failure ThesisMukul GoyalPas encore d'évaluation
- Flow Measurement of Natural GasDocument45 pagesFlow Measurement of Natural GasMukul GoyalPas encore d'évaluation
- Cha 14Document41 pagesCha 14Mukul GoyalPas encore d'évaluation
- Applied Ultrasonic Technology in Wellbore-Leak Detection and Case Histories in Alaska North Slope WellsDocument8 pagesApplied Ultrasonic Technology in Wellbore-Leak Detection and Case Histories in Alaska North Slope WellsMukul GoyalPas encore d'évaluation
- Rock Eval 6Document24 pagesRock Eval 6Mukul GoyalPas encore d'évaluation
- ProductionDocument239 pagesProductionMukul GoyalPas encore d'évaluation
- Casing Seat Selection CriteriasDocument13 pagesCasing Seat Selection CriteriasMukul GoyalPas encore d'évaluation
- Sharad Joshi Is A Hindi PoetDocument3 pagesSharad Joshi Is A Hindi PoetMukul GoyalPas encore d'évaluation
- Initial PID - 19-0379 A01 01Document39 pagesInitial PID - 19-0379 A01 01rajap2737Pas encore d'évaluation
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDocument2 pagesNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comPas encore d'évaluation
- Afrimax Pricing Table Feb23 Rel BDocument1 pageAfrimax Pricing Table Feb23 Rel BPhadia ShavaPas encore d'évaluation
- Datapipe Fact SheetDocument1 pageDatapipe Fact SheetDeneme Deneme AsPas encore d'évaluation
- Six Stroke EngineDocument19 pagesSix Stroke EngineSai deerajPas encore d'évaluation
- Steam Generator ManualDocument25 pagesSteam Generator Manualcolleen berganciaPas encore d'évaluation
- Comsol Acdc RF 42aDocument71 pagesComsol Acdc RF 42aneomindxPas encore d'évaluation
- Helios Uk ElsDocument22 pagesHelios Uk ElssanitermPas encore d'évaluation
- How Many Sensors Should I Use in A Temperature Mapping StudyDocument10 pagesHow Many Sensors Should I Use in A Temperature Mapping StudyyogiyogaPas encore d'évaluation
- Revit LookupDocument6 pagesRevit Lookupjuand_121Pas encore d'évaluation
- BRF90Document10 pagesBRF90Lukas Van VuurenPas encore d'évaluation
- ID Green Tourism PDFDocument15 pagesID Green Tourism PDFRanti RustikaPas encore d'évaluation
- Summary Key ParameterDocument18 pagesSummary Key ParameterAndry JatmikoPas encore d'évaluation
- Bridge Design Checklist Rev01Document7 pagesBridge Design Checklist Rev01ingjcmv67% (3)
- Theory of ConstructivismDocument10 pagesTheory of ConstructivismBulan Ialah KamarulPas encore d'évaluation
- Electric Submersible Pumps (ESP) PDFDocument31 pagesElectric Submersible Pumps (ESP) PDFFernandoEnriqueCalveteGonzález100% (2)
- Curriculum Vitae - MICHAEL PDFDocument1 pageCurriculum Vitae - MICHAEL PDFMichael Christian CamasuraPas encore d'évaluation
- PentahoDocument77 pagesPentahoapi-3710029100% (5)
- ACI Concrete International Vol 45 No 8 2023Document76 pagesACI Concrete International Vol 45 No 8 2023Cristopher TenorioPas encore d'évaluation
- ATB Riva Calzoni Gianluca RaseniDocument35 pagesATB Riva Calzoni Gianluca RaseniDiana QuinteroPas encore d'évaluation
- D&D 5e Conditions Player ReferenceDocument1 pageD&D 5e Conditions Player ReferenceFrank Wilcox, Jr (fewilcox)Pas encore d'évaluation
- EPSON WF-6090, WF-6530, WF-6590 Series Service Manual Page 121-140Document20 pagesEPSON WF-6090, WF-6530, WF-6590 Series Service Manual Page 121-140Ion IonutPas encore d'évaluation
- Otrs Admin BookDocument619 pagesOtrs Admin BookMendoza Carlos100% (1)
- United Ground Express - OrD New Hire Orientation and Training Logistics - 6212021Document3 pagesUnited Ground Express - OrD New Hire Orientation and Training Logistics - 6212021Anouar El mekaouiPas encore d'évaluation
- Tenma 72-410a Digital MultimeterDocument22 pagesTenma 72-410a Digital MultimeterRiadh Ben SmidaPas encore d'évaluation
- Volvo Ec35D: Parts CatalogDocument461 pagesVolvo Ec35D: Parts Cataloggiselle100% (1)
- Aggregate Planning and Master Scheduling: Mcgraw-Hill/IrwinDocument15 pagesAggregate Planning and Master Scheduling: Mcgraw-Hill/IrwinKushal BhatiaPas encore d'évaluation
- Oracle IRecruitment - By: Hamdy MohamedDocument49 pagesOracle IRecruitment - By: Hamdy Mohamedhamdy2001100% (1)
- Carbonate PetrophysicsDocument6 pagesCarbonate PetrophysicsRovshan1988Pas encore d'évaluation