Vous aimerez peut-être aussi
- Procesos de Deformacion Plastica en MetalesDocument10 pagesProcesos de Deformacion Plastica en MetalesFelipePas encore d'évaluation
- Tema4 ColadaContinua SolidificacionDocument107 pagesTema4 ColadaContinua SolidificacionANDRE_MARIOPas encore d'évaluation
- Reporte Practica 5 Cobrizado Oxidacion y CorrosionDocument8 pagesReporte Practica 5 Cobrizado Oxidacion y CorrosionIsaac Sebastian A MPas encore d'évaluation
- Sistema de Colada (Fundición)Document45 pagesSistema de Colada (Fundición)Diego Beltrán100% (1)
- Examen Modelos Matematicos para La ProduccionDocument6 pagesExamen Modelos Matematicos para La ProduccionDanny UitzPas encore d'évaluation
- Colada ContinuaDocument17 pagesColada ContinuaJonathan Duchi OleasPas encore d'évaluation
- Colada ContinuaDocument10 pagesColada ContinuaChristian Edgar CecectaPas encore d'évaluation
- Colada ContinuaDocument6 pagesColada Continuael_implackablePas encore d'évaluation
- Colada Convencional y ContinuaDocument4 pagesColada Convencional y Continuarafael venegasPas encore d'évaluation
- Laminacion en FrioDocument16 pagesLaminacion en FrioAndres CamargoPas encore d'évaluation
- Recocido Del AceroDocument10 pagesRecocido Del AceroCarolay Chavez CallupePas encore d'évaluation
- Tratamientos Térmicos y TermoquimicosDocument10 pagesTratamientos Térmicos y TermoquimicosAntonio Mont RoPas encore d'évaluation
- 6.1 Clasificación de Los Procesos de Tratamientos TérmicosDocument28 pages6.1 Clasificación de Los Procesos de Tratamientos TérmicosDaniel Valdespino DiazPas encore d'évaluation
- Procesos de Fundición y Vacíado.Document69 pagesProcesos de Fundición y Vacíado.ReyKiremPas encore d'évaluation
- Tratamientos Termicos y ElectroquimicosDocument3 pagesTratamientos Termicos y Electroquimicoshezmofer0% (1)
- Alto Horno EléctricoDocument3 pagesAlto Horno EléctricoMiguel De La CruzPas encore d'évaluation
- Proceso de Laminado Extrusion y EstiradoDocument14 pagesProceso de Laminado Extrusion y Estiradoromy del jesusPas encore d'évaluation
- Solidificación en Moldes de ArenaDocument42 pagesSolidificación en Moldes de ArenaMiguel Angel López NavarretePas encore d'évaluation
- Cap - 11 - Procesos de Fundición de MetalesDocument35 pagesCap - 11 - Procesos de Fundición de MetalesMerlínPas encore d'évaluation
- Revenido LaboratorioDocument18 pagesRevenido LaboratorioNicole Stephany P SPas encore d'évaluation
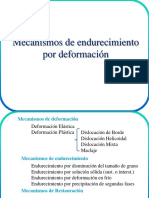
- Mecanismos de EndurecimientoDocument7 pagesMecanismos de EndurecimientoMatías CórdovaPas encore d'évaluation
- Diagramas de Fase Resumen PDFDocument11 pagesDiagramas de Fase Resumen PDFJoel Morales PerezPas encore d'évaluation
- Diagrama Hierro CarbonoDocument16 pagesDiagrama Hierro CarbonoKevin horvathPas encore d'évaluation
- Moldeo en Arena VerdeDocument7 pagesMoldeo en Arena VerdeSophie Laura PortilloPas encore d'évaluation
- Tipos de Hornos para Tratamientos TermicosDocument3 pagesTipos de Hornos para Tratamientos TermicosChus Miguel ZepedaPas encore d'évaluation
- Refinacion Por ElectroescoriaDocument14 pagesRefinacion Por ElectroescoriayiyohuauPas encore d'évaluation
- Tratamientos IsotermicosDocument9 pagesTratamientos IsotermicosJorge Esteban OmePas encore d'évaluation
- Evaporadores y CondensadoresDocument18 pagesEvaporadores y CondensadoresJohnatan Martinez GerardoPas encore d'évaluation
- Reporte Estancia IndustrialDocument7 pagesReporte Estancia IndustrialmarianaPas encore d'évaluation
- Medios de EnfriamientoDocument21 pagesMedios de EnfriamientoJavier SaNzhez GaRcia100% (1)
- Unidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaDocument37 pagesUnidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaCarlos GutierrezPas encore d'évaluation
- Tratamiento Termico RecocidoDocument5 pagesTratamiento Termico RecocidoAnthony SerraPas encore d'évaluation
- TERMOPARESDocument7 pagesTERMOPARESGabriela ColosettiPas encore d'évaluation
- Moldes 2Document8 pagesMoldes 2Raul Córdova MermaPas encore d'évaluation
- Proceso de Alto HornoDocument10 pagesProceso de Alto HornoAngel PM100% (2)
- Control de La MicroestructuraDocument13 pagesControl de La MicroestructuraLalo AlmarazPas encore d'évaluation
- Tratamientos TermoquimicosDocument11 pagesTratamientos TermoquimicosCarlos DemesaPas encore d'évaluation
- Reacción Del Inducido y ConmutaciónDocument6 pagesReacción Del Inducido y ConmutaciónchugodevilPas encore d'évaluation
- Proceso de AceracionDocument47 pagesProceso de AceracionCarlos Barrera HernandezPas encore d'évaluation
- Placa ModeloDocument17 pagesPlaca ModeloKathe Faustino MolinaPas encore d'évaluation
- Laminacion en FrioDocument25 pagesLaminacion en FrioJose Roberto Davila VielmaPas encore d'évaluation
- Uni6 - Endurecimiento Por Deformación y RecocidoDocument24 pagesUni6 - Endurecimiento Por Deformación y RecocidoJulio Andrés Campos Vásquez0% (1)
- Calsificación de Los Tratamientos TérmicosDocument5 pagesCalsificación de Los Tratamientos TérmicosURIEL HERNANDEZPas encore d'évaluation
- Laminación 4Document31 pagesLaminación 4FABIAN MARTINEZPas encore d'évaluation
- LaminacionDocument116 pagesLaminacionMax barriosPas encore d'évaluation
- Sistema de Aleacion Binario EutecticoDocument6 pagesSistema de Aleacion Binario EutecticoSergioPas encore d'évaluation
- Unidad III - 1 Tratamientos TérmicosDocument56 pagesUnidad III - 1 Tratamientos TérmicosLuz claritaPas encore d'évaluation
- Procesos Sin Arranque de VirutaDocument17 pagesProcesos Sin Arranque de VirutaMisael LopeezPas encore d'évaluation
- Fundamentos de Solidificacion de Aleaciones y Diagramas de Fase-Separata de Libro Del Profesor-Corregido FinalDocument13 pagesFundamentos de Solidificacion de Aleaciones y Diagramas de Fase-Separata de Libro Del Profesor-Corregido Finalbrankont100% (2)
- Tema 7. Extrusión y Trefilado de MetalesDocument86 pagesTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasPas encore d'évaluation
- Tratamientos Termicos para Metales No FerrososDocument37 pagesTratamientos Termicos para Metales No FerrososCristobalPonceSalazar0% (1)
- Aleaciones Ferrosas y No FerrosasDocument7 pagesAleaciones Ferrosas y No FerrosasMeRcY LETHALcsPas encore d'évaluation
- Mecanismos de Endurecimiento Por DeformaciónDocument53 pagesMecanismos de Endurecimiento Por DeformaciónJr Colmenares50% (2)
- Laminación No PlanaDocument15 pagesLaminación No PlanaCristian ZavaletaPas encore d'évaluation
- Temple y RevenidoDocument8 pagesTemple y RevenidoAndrés Eduardo Matallana BuitragoPas encore d'évaluation
- Constituyentes MetalográficosDocument13 pagesConstituyentes MetalográficosNana GoyaPas encore d'évaluation
- Guia de Estudio de La Materia de PMF Unidad VDocument65 pagesGuia de Estudio de La Materia de PMF Unidad VAlejandro VelasquezPas encore d'évaluation
- Colada ContinuaDocument4 pagesColada ContinuaRey RCPas encore d'évaluation
- Colada ContinúaDocument12 pagesColada ContinúaPercy Hugo Carnero CallanPas encore d'évaluation
- Colada Continua LingoteraDocument3 pagesColada Continua LingoteraJhonatan Ansualdo ValdezPas encore d'évaluation
- Almaraz Mavil Juan de Jesús - Ensayo Colada Continua - Procesos de Fabricacion.Document7 pagesAlmaraz Mavil Juan de Jesús - Ensayo Colada Continua - Procesos de Fabricacion.TylerPas encore d'évaluation
- Carátula GeneralDocument1 pageCarátula GeneralJefferson DefazPas encore d'évaluation
- Jefferson Defaz TC Deberes 2PDocument16 pagesJefferson Defaz TC Deberes 2PJefferson DefazPas encore d'évaluation
- Semana 3 Proyecto 5.Document8 pagesSemana 3 Proyecto 5.Jefferson DefazPas encore d'évaluation
- Semana3 P5 Ed - Artística 5toDocument5 pagesSemana3 P5 Ed - Artística 5toJefferson DefazPas encore d'évaluation
- Evaluación Final MATEDocument11 pagesEvaluación Final MATEJefferson DefazPas encore d'évaluation
- Germán Llamatumbi FormularioDocument2 pagesGermán Llamatumbi FormularioJefferson DefazPas encore d'évaluation
- Examen Final de MatematicasDocument7 pagesExamen Final de MatematicasJefferson DefazPas encore d'évaluation
- Evaluacion 29Document7 pagesEvaluacion 29Jefferson DefazPas encore d'évaluation
- Proyecto I ParcialDocument1 pageProyecto I ParcialJuan David TAPas encore d'évaluation
- Automatización Industrial Mecánica 202051Document10 pagesAutomatización Industrial Mecánica 202051Jefferson DefazPas encore d'évaluation
- Defaz Jefferson Deber1 Automatización Industrial Mecánica 5157Document9 pagesDefaz Jefferson Deber1 Automatización Industrial Mecánica 5157Jefferson DefazPas encore d'évaluation
- Semana3 P4 Ed - Artística 5toDocument6 pagesSemana3 P4 Ed - Artística 5toJefferson DefazPas encore d'évaluation
- Ayudas Didacticas Graficas Del Libro de KernDocument7 pagesAyudas Didacticas Graficas Del Libro de KernJefferson DefazPas encore d'évaluation
- Semana 1 Proyecto 3Document9 pagesSemana 1 Proyecto 3Jefferson DefazPas encore d'évaluation
- CiudadaníaDigital Ed - Artística 5toDocument5 pagesCiudadaníaDigital Ed - Artística 5toJefferson DefazPas encore d'évaluation
- Semana2 P7 Ed - Artística 5toDocument8 pagesSemana2 P7 Ed - Artística 5toJefferson DefazPas encore d'évaluation
- Tabla de Presión de Vapor de Agua Líquida y HieloDocument2 pagesTabla de Presión de Vapor de Agua Líquida y HieloMeiser B. Gamboa100% (1)
- Circuito en Logisim Fabricio SalazarDocument2 pagesCircuito en Logisim Fabricio SalazarJefferson DefazPas encore d'évaluation
- Codigo Organico Monetario Financiero PDFDocument182 pagesCodigo Organico Monetario Financiero PDFJoseph Adam AvecillasPas encore d'évaluation
- Formato para Realizacion de DeberesDocument1 pageFormato para Realizacion de DeberescesarrrrrrrrrrrrrrrrPas encore d'évaluation
- Ayudas Didacticas Graficas Del Libro de KernDocument7 pagesAyudas Didacticas Graficas Del Libro de KernJefferson DefazPas encore d'évaluation
- Lab 1 Convecional Vs ViwaDocument3 pagesLab 1 Convecional Vs ViwaJefferson DefazPas encore d'évaluation
- Automatización Industrial Mecánica 202051Document10 pagesAutomatización Industrial Mecánica 202051Jefferson DefazPas encore d'évaluation
- Planificación de Clases Automatización Industrial Mecánica NRC 5157Document1 pagePlanificación de Clases Automatización Industrial Mecánica NRC 5157Jefferson DefazPas encore d'évaluation
- Semana 1 Proyecto 7Document2 pagesSemana 1 Proyecto 7Jefferson DefazPas encore d'évaluation
- Defaz Jefferson Deber1 Automatización Industrial Mecánica 5157Document9 pagesDefaz Jefferson Deber1 Automatización Industrial Mecánica 5157Jefferson DefazPas encore d'évaluation
- Anahi Tipan 1 B Conta HistoriaDocument2 pagesAnahi Tipan 1 B Conta HistoriaJefferson DefazPas encore d'évaluation
- Lista de Materiales para Prácticas v1Document1 pageLista de Materiales para Prácticas v1Jefferson DefazPas encore d'évaluation
- Formato - Portafolio - Proyecto 6 y Intermedio - 2020 - 2021Document13 pagesFormato - Portafolio - Proyecto 6 y Intermedio - 2020 - 2021Jefferson DefazPas encore d'évaluation
- Formato - Portafolio - Proyecto 6 y Intermedio - 2020 - 2021Document13 pagesFormato - Portafolio - Proyecto 6 y Intermedio - 2020 - 2021Jefferson DefazPas encore d'évaluation
- Capitulo 7 AshraeDocument37 pagesCapitulo 7 AshraelmelendeziPas encore d'évaluation
- Poema Del FinDocument5 pagesPoema Del FinRodolfo Yafté C. HernandezPas encore d'évaluation
- Helbert GaldosDocument17 pagesHelbert Galdossnarf273100% (1)
- Mecatrónica Sistemas de Control Electrónico en Ingeniería Mecánica y Eléctrica 2da Edición W.Bolton PDFDocument539 pagesMecatrónica Sistemas de Control Electrónico en Ingeniería Mecánica y Eléctrica 2da Edición W.Bolton PDFRhosdailys RamirezPas encore d'évaluation
- Caida Libre y Tiro VerticalDocument3 pagesCaida Libre y Tiro VerticalTC AntonioPas encore d'évaluation
- Calibracion de Balanzas INENDocument82 pagesCalibracion de Balanzas INENJohnOjedaBPas encore d'évaluation
- Procesamiento en Bajada.Document22 pagesProcesamiento en Bajada.Anna Herrera100% (1)
- Análisis PVTDocument3 pagesAnálisis PVTDaniel RamirezPas encore d'évaluation
- Control de Posición de Motor de CDDocument6 pagesControl de Posición de Motor de CDJorge Antonio Silva RodriguezPas encore d'évaluation
- Hiperestaticidad Interna y ExternaDocument9 pagesHiperestaticidad Interna y ExternaCarlos Cercado RubioPas encore d'évaluation
- Salvar El FenomenoDocument2 pagesSalvar El FenomenoRaul ChullmirPas encore d'évaluation
- 1 Calibración de ManómetrosDocument12 pages1 Calibración de ManómetrosLuis Enrique Quispe QuispePas encore d'évaluation
- IGPUBA Apuntes Optim Gto (Rev. 2017)Document81 pagesIGPUBA Apuntes Optim Gto (Rev. 2017)Ruben PerazaPas encore d'évaluation
- Extraccion CafeinaDocument23 pagesExtraccion CafeinaFrancisco Perea Rsdz100% (2)
- Aire Comprimido en TejeduriaDocument9 pagesAire Comprimido en TejeduriaDieguiTo Ferr ZYzy LPPas encore d'évaluation
- Tema 1 - Psicologia EvolutivaDocument6 pagesTema 1 - Psicologia EvolutivaPaloma Talavera JaraPas encore d'évaluation
- 1er Parcial Ps Membranas Octubre 2015Document2 pages1er Parcial Ps Membranas Octubre 2015Sergio Est MatPas encore d'évaluation
- Trabajo Final 2 UnadDocument13 pagesTrabajo Final 2 UnadbrayanamayaPas encore d'évaluation
- Pinturas para CurtiembresDocument7 pagesPinturas para CurtiembresninzauPas encore d'évaluation
- Identificaciones Cationes Del Cuarto GrupoDocument6 pagesIdentificaciones Cationes Del Cuarto GrupoSamuel Arizmendi Martínez60% (5)
- Prevención de Accidentes Con GasesDocument50 pagesPrevención de Accidentes Con GasesAlejandro Alan Rozas CorralesPas encore d'évaluation
- Roce AdoresDocument27 pagesRoce AdoresGary Asencio CoaguilaPas encore d'évaluation
- Bentonicas Río LocumbaDocument3 pagesBentonicas Río LocumbaGrisel GeralDhinePas encore d'évaluation
- Construcciones 2Document5 pagesConstrucciones 2Mel Sotomayor ZubietaPas encore d'évaluation
- Espectroscopía de Absorción en El InfrarrojoDocument18 pagesEspectroscopía de Absorción en El InfrarrojoLiliana Huillca MendozaPas encore d'évaluation
- DOC052.61.25005.Jul16 QBDDocument2 pagesDOC052.61.25005.Jul16 QBDLaura FuquenPas encore d'évaluation
- Proyecto Final Energias RenovablesDocument13 pagesProyecto Final Energias RenovablesCristian RoblesPas encore d'évaluation
- Absorcion Gaseosa-Lou (Subido)Document18 pagesAbsorcion Gaseosa-Lou (Subido)Jesus Yalta NovoaPas encore d'évaluation