Vous aimerez peut-être aussi
- Factors Affecting The Competitiveness of The AgribDocument13 pagesFactors Affecting The Competitiveness of The AgribAndrew MirandaPas encore d'évaluation
- Tred ForDocument3 pagesTred ForAndrew MirandaPas encore d'évaluation
- Stock Articles of Incorporation and Bylaws June2015v2Document13 pagesStock Articles of Incorporation and Bylaws June2015v2Cathleen HernandezPas encore d'évaluation
- Buslytc Quiz TemplateDocument3 pagesBuslytc Quiz TemplateAndrew MirandaPas encore d'évaluation
- The Heather SlidesDocument48 pagesThe Heather SlidesAndrew MirandaPas encore d'évaluation
- Reviewer Law On PartnershipDocument26 pagesReviewer Law On Partnershipkat perezPas encore d'évaluation
- SPPTChap 012Document22 pagesSPPTChap 012Andrew MirandaPas encore d'évaluation
- Homework - Chapter 13 - Responsibility AccountingDocument5 pagesHomework - Chapter 13 - Responsibility AccountingAndrew MirandaPas encore d'évaluation
- Responsibility AccountingDocument25 pagesResponsibility AccountingAndrew MirandaPas encore d'évaluation
- Gantt Chart AlternativesDocument1 pageGantt Chart AlternativesAndrew MirandaPas encore d'évaluation
- Scene 1: Ano Ba Yan, Edward! You Really Don't Know How To Handle Our Business ProperlyDocument3 pagesScene 1: Ano Ba Yan, Edward! You Really Don't Know How To Handle Our Business ProperlyAndrew MirandaPas encore d'évaluation
- Proposed HR Projects - Due Sep 5Document1 pageProposed HR Projects - Due Sep 5Andrew MirandaPas encore d'évaluation
- Quantity Standards: Lecture Note ACCTBA3-Fundamentals of Accounting 3 Chapter 12: Standard CostingDocument20 pagesQuantity Standards: Lecture Note ACCTBA3-Fundamentals of Accounting 3 Chapter 12: Standard CostingAndrew MirandaPas encore d'évaluation
- The Philippines in The Global Economic Crisis The Social and Local DimensionsDocument30 pagesThe Philippines in The Global Economic Crisis The Social and Local DimensionsAndrew MirandaPas encore d'évaluation
- Chapter 7 Facility LayoutDocument34 pagesChapter 7 Facility LayoutShawn Michael Doluntap100% (1)
- Chapter 7 Facility LayoutDocument6 pagesChapter 7 Facility LayoutAndrew Miranda100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Exploring The Versatility and Utility of ABS Plastic SheetsDocument3 pagesExploring The Versatility and Utility of ABS Plastic SheetsSinghal Industries Pvt LtdPas encore d'évaluation
- C#.Net Interview Questions and AnswersDocument11 pagesC#.Net Interview Questions and AnswersManoj ManuPas encore d'évaluation
- D Praveen Kumar ChaubeyDocument2 pagesD Praveen Kumar ChaubeyyouvsyouPas encore d'évaluation
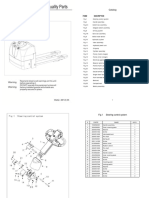
- Catalog: Ningbo Liftstar Material Handling Equipment Co., LTDDocument27 pagesCatalog: Ningbo Liftstar Material Handling Equipment Co., LTDKiều Văn TrungPas encore d'évaluation
- Grasses Their Use in BuildingDocument8 pagesGrasses Their Use in BuildingpitufitoPas encore d'évaluation
- Catapult Ref ManDocument372 pagesCatapult Ref ManBiplab RoyPas encore d'évaluation
- Different Type of ChillersDocument7 pagesDifferent Type of ChillersMAGDY KAMEL100% (3)
- Annex A - Technical SpecificationsDocument52 pagesAnnex A - Technical SpecificationsNikko MontoyaPas encore d'évaluation
- Hydraulic Home ElevatorDocument38 pagesHydraulic Home ElevatorPatrisha SantosPas encore d'évaluation
- Physics 02-07 Centripetal Force and Banked CurvesDocument2 pagesPhysics 02-07 Centripetal Force and Banked CurveslattePas encore d'évaluation
- Data SheetDocument5 pagesData Sheetsongtu2552Pas encore d'évaluation
- Croatia: Approved Port Facilities in CroatiaDocument1 pageCroatia: Approved Port Facilities in CroatiaАлександрPas encore d'évaluation
- E-Payment System On E-Commerce in India: Karamjeet Kaur, Dr. Ashutosh PathakDocument9 pagesE-Payment System On E-Commerce in India: Karamjeet Kaur, Dr. Ashutosh Pathakdharshinee1961Pas encore d'évaluation
- Final ProjectDocument4 pagesFinal Projectsajad soleymanzadePas encore d'évaluation
- Lab Manual CS AmplifierDocument10 pagesLab Manual CS Amplifieramey bhirangePas encore d'évaluation
- Se MeterDataProcessingDocument83 pagesSe MeterDataProcessingbzkxtPas encore d'évaluation
- Introduction To PaintDocument12 pagesIntroduction To PaintMiracle UzomaPas encore d'évaluation
- (INGCO) 06 November 2023 Stock ReportDocument23 pages(INGCO) 06 November 2023 Stock ReportMandiri JayaPas encore d'évaluation
- The PA Bible Addn 03 Microphones PDFDocument4 pagesThe PA Bible Addn 03 Microphones PDFjosiasns5257100% (1)
- S.No - Project Title Name of The Students Area of Specialization PEO PODocument4 pagesS.No - Project Title Name of The Students Area of Specialization PEO PORasool ReddyPas encore d'évaluation
- Synopsis of Power FactorDocument10 pagesSynopsis of Power FactorRavi TiwariPas encore d'évaluation
- Sidewall Framing Elevation @GL.K: Gutter DetailDocument1 pageSidewall Framing Elevation @GL.K: Gutter DetailLUUVANDONG48XFPas encore d'évaluation
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDocument3 pagesINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaPas encore d'évaluation
- lm230wf1 Tla6Document32 pageslm230wf1 Tla6Charlie SierraPas encore d'évaluation
- Basic Engineering Circuit Analysis 8th Ed SolutionsDocument1 254 pagesBasic Engineering Circuit Analysis 8th Ed SolutionsAndrew David Bushner87% (188)
- CharanDocument25 pagesCharanCharan KumarPas encore d'évaluation
- Tay Township User Fees and Service Charges BylawDocument27 pagesTay Township User Fees and Service Charges BylawMidland_MirrorPas encore d'évaluation
- MSM Carbon FibreDocument35 pagesMSM Carbon FibrelokeshkrkushwahaPas encore d'évaluation
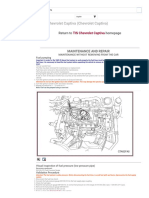
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- Explosion WeldingDocument22 pagesExplosion WeldingLesther Alexander CorreaPas encore d'évaluation