Vous aimerez peut-être aussi
- Lubrificacao LimitrofeDocument8 pagesLubrificacao LimitrofeBicá Valgy de Sousa100% (1)
- Et 02118-Cemig-304fDocument20 pagesEt 02118-Cemig-304fWesleySilva Silva100% (1)
- Processo de Fundição em Moldes PermanentesDocument17 pagesProcesso de Fundição em Moldes PermanentesRicardo BogoPas encore d'évaluation
- Pino ElasticoDocument8 pagesPino ElasticoAntonio Carlos Gaspar JuniorPas encore d'évaluation
- Catálogo de peças RD 135'98Document51 pagesCatálogo de peças RD 135'98Athiq NehmanPas encore d'évaluation
- GH900manual PDFDocument2 pagesGH900manual PDFRobson GuedesPas encore d'évaluation
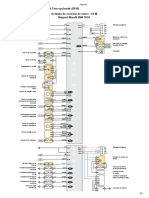
- Argo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFDocument2 pagesArgo Drive 1.0 6V GSE Flex Manual Com Opcionais (2018) Unidade de Controle Do Motor - UCM Magneti Marelli IAW 10GFAlessandro MoisésPas encore d'évaluation
- Catalogo Pro 2014 TRAMONTINADocument70 pagesCatalogo Pro 2014 TRAMONTINAroneybaymaPas encore d'évaluation
- Tecnica Da Nitretacao A PlasmaDocument8 pagesTecnica Da Nitretacao A PlasmautinanchuPas encore d'évaluation
- Segurança Na Moagem e Estocagem Do Carvão 5Document180 pagesSegurança Na Moagem e Estocagem Do Carvão 5paulo1americo100% (3)
- Apostila de Galvanoplastia - CetesbDocument31 pagesApostila de Galvanoplastia - CetesbCarlos GomesPas encore d'évaluation
- Histórico da Raven e ferramentas para manutenção automotivaDocument80 pagesHistórico da Raven e ferramentas para manutenção automotivaisupmanPas encore d'évaluation
- Funcionamento do sistema de lubrificação do motorDocument5 pagesFuncionamento do sistema de lubrificação do motorWillianAlvesPas encore d'évaluation
- Maquinas de CarimbosDocument3 pagesMaquinas de CarimbosOsvaldo Viturino0% (1)
- REGULAGEM DAS ABERTURAS DA BORBOLETA DO AFOGADORDocument11 pagesREGULAGEM DAS ABERTURAS DA BORBOLETA DO AFOGADORaronroquePas encore d'évaluation
- Guia completo para máquina poedeira de blocos HCF8Document43 pagesGuia completo para máquina poedeira de blocos HCF8Rubem MichelPas encore d'évaluation
- Recondicionador de amortecedorDocument12 pagesRecondicionador de amortecedorMaykou BugalskiPas encore d'évaluation
- Relatório de Diagnóstico de Todo o Veículo: Pre-RepairDocument2 pagesRelatório de Diagnóstico de Todo o Veículo: Pre-RepairGilberto FariasPas encore d'évaluation
- Parafusos com cabeça sextavada NBR 10107Document9 pagesParafusos com cabeça sextavada NBR 10107jardel alves BarrosPas encore d'évaluation
- Moagem de Alta EnergiaDocument39 pagesMoagem de Alta EnergiaPablo LFPas encore d'évaluation
- Preparação Da Pintura AutomotivaDocument1 pagePreparação Da Pintura AutomotivaAntônio CastroPas encore d'évaluation
- Manutenção preventiva do veículoDocument86 pagesManutenção preventiva do veículoAlexsandromartPas encore d'évaluation
- Dicas alinhamentoDocument4 pagesDicas alinhamentoWillians M. LeãoPas encore d'évaluation
- Dicionario de Mecanica e Eletronica EmbarcadaDocument8 pagesDicionario de Mecanica e Eletronica EmbarcadaHenrique J. G. UlbrichPas encore d'évaluation
- Metais Nao FerrososDocument6 pagesMetais Nao FerrososBrunoF82Pas encore d'évaluation
- Sistema de freio automotivoDocument11 pagesSistema de freio automotivoAlan BrunoPas encore d'évaluation
- Como Funcion A o Cambio DualogicDocument48 pagesComo Funcion A o Cambio DualogicWeligton GomesPas encore d'évaluation
- Cuidados com retentores para melhor desempenho e durabilidadeDocument24 pagesCuidados com retentores para melhor desempenho e durabilidadeLeandrodeLemos100% (1)
- Manual do Usuário MX-E850/E870 Mini-SystemDocument28 pagesManual do Usuário MX-E850/E870 Mini-SystemDenis Alves o seu consultor vivo fibraPas encore d'évaluation
- Projeto Baja - FreioDocument11 pagesProjeto Baja - FreioMauricio NaspoliniPas encore d'évaluation
- Guia completo sobre carburadores Brosol para motores Santana APDocument83 pagesGuia completo sobre carburadores Brosol para motores Santana APjuanPas encore d'évaluation
- Areia de Moldagem a Verde: Tipos, Composições e VariáveisDocument17 pagesAreia de Moldagem a Verde: Tipos, Composições e VariáveisJean Paulo SalvatiPas encore d'évaluation
- NBR08824 - 1985 - Materiais Metalicos Revestidos e Nao-Revestidos - Corrosao Por Exposicao A Nevoa Salina CuproaceticaDocument3 pagesNBR08824 - 1985 - Materiais Metalicos Revestidos e Nao-Revestidos - Corrosao Por Exposicao A Nevoa Salina Cuproaceticabrennomourabmc100% (2)
- Pps 824803 VW 20l Chain-Driven Tsi Engine Eng - En.ptDocument56 pagesPps 824803 VW 20l Chain-Driven Tsi Engine Eng - En.ptrenatovr1977Pas encore d'évaluation
- ABNT NBR 6047 - Veiculos Rodoviarios Automotores - MotoresDocument52 pagesABNT NBR 6047 - Veiculos Rodoviarios Automotores - MotoreslenincampolinaPas encore d'évaluation
- Geometria de SuspensãoDocument2 pagesGeometria de SuspensãoEliete JordãoPas encore d'évaluation
- Amaciamento de motores nitro para automodelismoDocument4 pagesAmaciamento de motores nitro para automodelismoJose Marcos JuniorPas encore d'évaluation
- Pneumatica Funilaria e Pintura PDFDocument26 pagesPneumatica Funilaria e Pintura PDFAdilson dos santosPas encore d'évaluation
- Relatório LaminaçãoDocument6 pagesRelatório LaminaçãoRafael Terrin GaitaPas encore d'évaluation
- Marflex Cat Gera NovoDocument36 pagesMarflex Cat Gera Novocfabiano76Pas encore d'évaluation
- Tabela de lubrificação para Audi, Chevrolet, Hyundai, Land Rover e PeugeotDocument1 pageTabela de lubrificação para Audi, Chevrolet, Hyundai, Land Rover e PeugeotAndré Luiz100% (1)
- Alternativas Energéticas - Uma Visao CemigDocument364 pagesAlternativas Energéticas - Uma Visao CemigLetícia AlletPas encore d'évaluation
- Relatorio Bajaguara Mini Baja SAE UTFPR 2010Document14 pagesRelatorio Bajaguara Mini Baja SAE UTFPR 2010CroisfeltPas encore d'évaluation
- AutoesporteDocument46 pagesAutoesporteJoel Vidica Junior67% (3)
- Futuro de CuritibaDocument24 pagesFuturo de CuritibaRyuPas encore d'évaluation
- Pedal da Embreagem mais macioDocument6 pagesPedal da Embreagem mais macioAlex MaiaPas encore d'évaluation
- Catalogo Iveco 08 05 2013 PDFDocument21 pagesCatalogo Iveco 08 05 2013 PDFMarcio Soraia ZopiPas encore d'évaluation
- Peças de Chapa de Aço para CarroceriasDocument5 pagesPeças de Chapa de Aço para CarroceriasHatada Felipe0% (1)
- 220dicas de MecanicaDocument97 pages220dicas de MecanicaMarcio Soraia ZopiPas encore d'évaluation
- Catálogo Bombas LEPONODocument48 pagesCatálogo Bombas LEPONOBernardo MoreiraPas encore d'évaluation
- Dossiê ChevetteDocument4 pagesDossiê ChevettePedro HenriquePas encore d'évaluation
- Tipos de Fornos Mais ComunsDocument8 pagesTipos de Fornos Mais ComunsManolo GipielaPas encore d'évaluation
- Processos de fundição em moldes refratários e metálicosDocument16 pagesProcessos de fundição em moldes refratários e metálicosMelkoPas encore d'évaluation
- Armação Estamparia Tecnica Lay OffDocument257 pagesArmação Estamparia Tecnica Lay OffManolo GipielaPas encore d'évaluation
- Estrutura de solidificação de lingotes e seus defeitosDocument5 pagesEstrutura de solidificação de lingotes e seus defeitosManolo GipielaPas encore d'évaluation
- MM1999 NV PDFDocument10 pagesMM1999 NV PDFManolo GipielaPas encore d'évaluation
- Ceramic A PortuguesDocument73 pagesCeramic A PortuguesMaya SatoPas encore d'évaluation
- Aula 03 - Moldes PDFDocument48 pagesAula 03 - Moldes PDFRonaldhosanaPas encore d'évaluation
- Laminadores IndustriaisDocument29 pagesLaminadores IndustriaisManolo GipielaPas encore d'évaluation
- Ligas de alumínio fundidas: características e processosDocument19 pagesLigas de alumínio fundidas: características e processosjoubertporto100% (2)
- Memorial de CálculosDocument17 pagesMemorial de CálculosManolo GipielaPas encore d'évaluation
- 1517 7076 Rmat 21 04 01094Document11 pages1517 7076 Rmat 21 04 01094Manolo GipielaPas encore d'évaluation
- Influencia Da GeometriaDocument10 pagesInfluencia Da GeometriaManolo GipielaPas encore d'évaluation
- Materia PrimaDocument1 pageMateria PrimaManolo GipielaPas encore d'évaluation
- lmcm1 Aula8Document14 pageslmcm1 Aula8Manolo GipielaPas encore d'évaluation
- Set2012 Apostila Te CorteDocument82 pagesSet2012 Apostila Te CorteWelly DiasPas encore d'évaluation
- Roteiro Trabalho CNCDocument1 pageRoteiro Trabalho CNCManolo GipielaPas encore d'évaluation
- Manual de Segurança em PrensasDocument134 pagesManual de Segurança em PrensasWanderley Terci EstevesPas encore d'évaluation
- Capitulo 7 ADocument14 pagesCapitulo 7 AManolo GipielaPas encore d'évaluation
- Dis Positivo SDocument13 pagesDis Positivo SManolo GipielaPas encore d'évaluation
- MM1999 NVDocument10 pagesMM1999 NVManolo GipielaPas encore d'évaluation
- Ferra Ment ADocument1 pageFerra Ment AManolo GipielaPas encore d'évaluation
- Capa Cadcam2Document3 pagesCapa Cadcam2Manolo GipielaPas encore d'évaluation
- Dispositivo FixacaoDocument1 pageDispositivo FixacaoManolo GipielaPas encore d'évaluation
- Roteiro EMCODocument4 pagesRoteiro EMCOManolo GipielaPas encore d'évaluation
- OperaçãoDocument1 pageOperaçãoManolo GipielaPas encore d'évaluation
- Conem04 PresetDocument10 pagesConem04 PresetManolo GipielaPas encore d'évaluation
- Check-List Programacao CNCDocument1 pageCheck-List Programacao CNCManolo Gipiela100% (1)
- Apresentação CNCDocument89 pagesApresentação CNCManolo GipielaPas encore d'évaluation
- Projeto Do Forno de Fundição PDFDocument13 pagesProjeto Do Forno de Fundição PDFKelly TurnerPas encore d'évaluation
- Simulado - Tópicos em LibrasDocument3 pagesSimulado - Tópicos em Librasfhenry_106448Pas encore d'évaluation
- Ultra Accelerated PortuguesDocument3 pagesUltra Accelerated PortuguesDiceDemon100% (1)
- Manual Maquina de Sorvete SOFT PDFDocument43 pagesManual Maquina de Sorvete SOFT PDFAmauri Rogério100% (1)
- A Palavra FilosofiaDocument2 pagesA Palavra FilosofiaRoberio OliveiraPas encore d'évaluation
- MTM AP Geometria Analítica Equações Da RetaDocument7 pagesMTM AP Geometria Analítica Equações Da RetaIgorPas encore d'évaluation
- Catalogo TMG IntegradaDocument31 pagesCatalogo TMG IntegradaRodrigo SilvaPas encore d'évaluation
- Nobreak SMS Sinus Triad 1200VADocument6 pagesNobreak SMS Sinus Triad 1200VAFabio CesarPas encore d'évaluation
- Perfil de Saúde do AlentejoDocument63 pagesPerfil de Saúde do AlentejoErasmus ErasmusesspPas encore d'évaluation
- Dicionario DadosDocument8 pagesDicionario Dadosrbertsilver04Pas encore d'évaluation
- História AntigaDocument22 pagesHistória AntigaKarla TertulianoPas encore d'évaluation
- Matemática - Lista de exercícios sobre números inteirosDocument1 pageMatemática - Lista de exercícios sobre números inteirosDasgoodPas encore d'évaluation
- 7 Dicas para Afiliacao Comecando Do ZeroDocument23 pages7 Dicas para Afiliacao Comecando Do ZeroDANTE 30Pas encore d'évaluation
- Fibonacci e ondas Elliott: padrões previsíveisDocument16 pagesFibonacci e ondas Elliott: padrões previsíveisJorge JuniorPas encore d'évaluation
- Atividade Seres Vivos 6 AnoDocument2 pagesAtividade Seres Vivos 6 AnoDaniela Ricardo Muradas75% (8)
- Notas Álgebra Linear CorrigidasDocument36 pagesNotas Álgebra Linear CorrigidasRogerio FilhoPas encore d'évaluation
- Viva de acordo com as leis do UniversoDocument11 pagesViva de acordo com as leis do UniversoCristina TomaschewskyPas encore d'évaluation
- Autoparts Catalogo Linha Leve 2020Document20 pagesAutoparts Catalogo Linha Leve 2020LEODECIO BELO DE OLIVEIRAPas encore d'évaluation
- Caderno de Questões Objetivas do Concurso Público para Auxiliar de Saúde BucalDocument12 pagesCaderno de Questões Objetivas do Concurso Público para Auxiliar de Saúde BucalRosi SilvaPas encore d'évaluation
- Maquinas Fabrizzi - Orc0119094Document1 pageMaquinas Fabrizzi - Orc0119094Camila SimãoPas encore d'évaluation
- Erro Avaliação EscolarDocument11 pagesErro Avaliação EscolarEvandro Scarpati100% (1)
- Análise da estabilidade de pilaresDocument359 pagesAnálise da estabilidade de pilaresCibelePas encore d'évaluation
- Barakibeel - Capítulo Do Livro "Nephilim" - de Caio FábioDocument6 pagesBarakibeel - Capítulo Do Livro "Nephilim" - de Caio FábioMarcello CunhaPas encore d'évaluation
- Estagio IIDocument23 pagesEstagio IICarol BatistaPas encore d'évaluation
- Contrato JonatasDocument2 pagesContrato JonatasDavi EnocPas encore d'évaluation
- Revestimento epóxi anticorrosivo de alto sólidosDocument2 pagesRevestimento epóxi anticorrosivo de alto sólidosHelton JhonisPas encore d'évaluation
- Exercicios Com Numeros ComplexosDocument3 pagesExercicios Com Numeros Complexosnelson de oliveiraPas encore d'évaluation
- Sobe o PerdãoDocument30 pagesSobe o PerdãoAp.Ocenildo cariocaPas encore d'évaluation
- Gestão do uso do solo e impactos ambientaisDocument3 pagesGestão do uso do solo e impactos ambientaiswender melloPas encore d'évaluation
- Gestão de estoque de medicamentos na farmácia hospitalarDocument19 pagesGestão de estoque de medicamentos na farmácia hospitalarJakeline AlvesPas encore d'évaluation
- BD2 A14 Aula MongoDBDocument58 pagesBD2 A14 Aula MongoDBAlberto MattiesPas encore d'évaluation